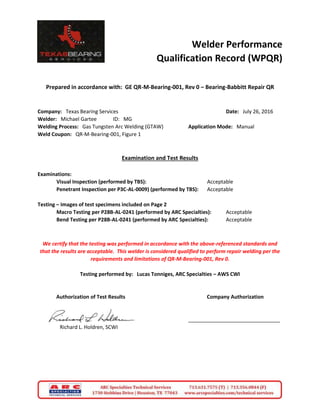
This document is a Welder Performance Qualification Record that qualifies welder Michael Gartee to perform repair welding according to procedure QR-M-Bearing-001. It details the welding process, material, and examinations and tests performed, including visual inspection, penetrant testing, macro testing, and bend testing, all of which were found to be acceptable. The welder is considered qualified to perform repair welding according to the requirements and limitations of the procedure.
![QW-483 (BACK) PQR No. 001
TENSILE TEST (QW-150)
SPECIMEN No. WIDTH mm THICKNESS mm AREA mm2
ULTIMATE
TOTAL LOAD
(N)
ULTIMATE
UNIT STRESS
N/mm2
TYPE OF
FAILURE &
LOCATION
N. A.
GUIDED-BEND TEST (QW-160)
TYPE AND FIGURE No. RESULT
SIDE BEND [507-1] ACCEPTABLE
TOUGHNESS TEST (QW-170)
SPECIMENT
No.
NOTCH
LOCATION
NOTCH TYPE TEST TEMP.
IMPACT
VAL.
LATERAL EXPANSION DROP WEIGHT
% SHEAR MILS BREAK NO BREAK
N.A.
COMMENTS: N.A.
FILLET-WELD TEST (QW-180)
RESULT-SATISFACTORY: YES - NO - PENETRATION INTO PARENT METAL: YES - NO -
MACRO-RESULT Pass no detection of defects
OTHER TESTS
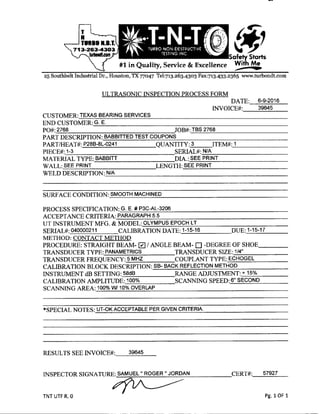
TYPE OF TEST & RESULT Ultrasonic and Dye Penetrant testing ( Pass )
DEPOSIT ANALYSIS
OTHER
CLOCK No. N.A - STAMP No. 002WELDER’S NAME Michael Gartee
TEST CONDUCTED BY: ARC Specialties LABORATORY TEST No. 507-1
WE CERTIFY THAT THE STATEMENTS IN THIS RECORD ARE CORRECT AND THAT THE WELDS WERE PREPARED, WELDED, AND
TESTED IN ACCORDANCE WITH THE REQUIREMENTS OF GE SPEC & SECTION IX OF THE ASME BOILER AND PRESSURE VESSEL
CODE.
MANUFACTURER APPROVED
BY MJA Bearing services BY
DATE 7/27/16](https://image.slidesharecdn.com/1b1ccc07-97ea-4c01-8f2d-f445ae4f95f4-161230135701/85/GTAW-Qualification-Michael-Gartee-2-320.jpg)