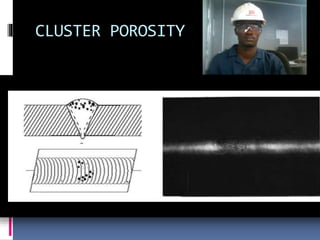
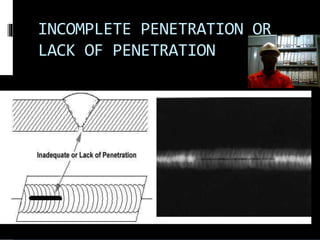
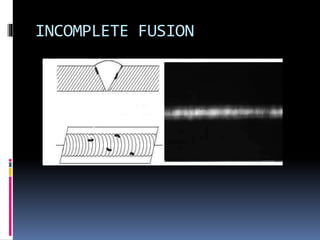
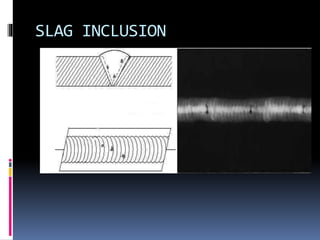
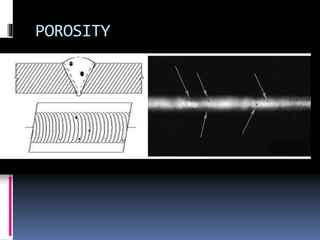
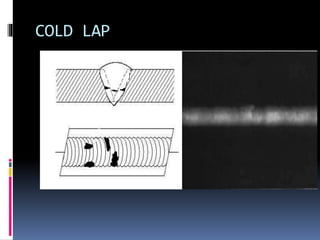
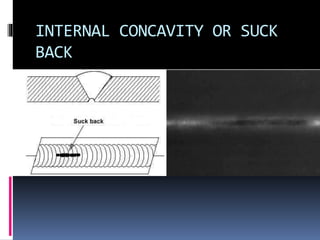
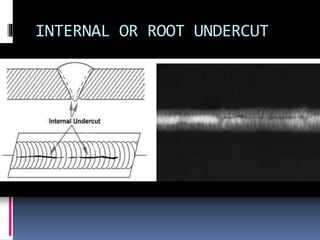
This document lists and defines various welding defects such as porosity, incomplete penetration, slag inclusions, undercut, and cracks. It also discusses ASME Section V requirements for radiation energy density during welding to meet image quality standards. Slag inclusions are further defined as elongated or isolated, with size thresholds provided above which they are considered defects.