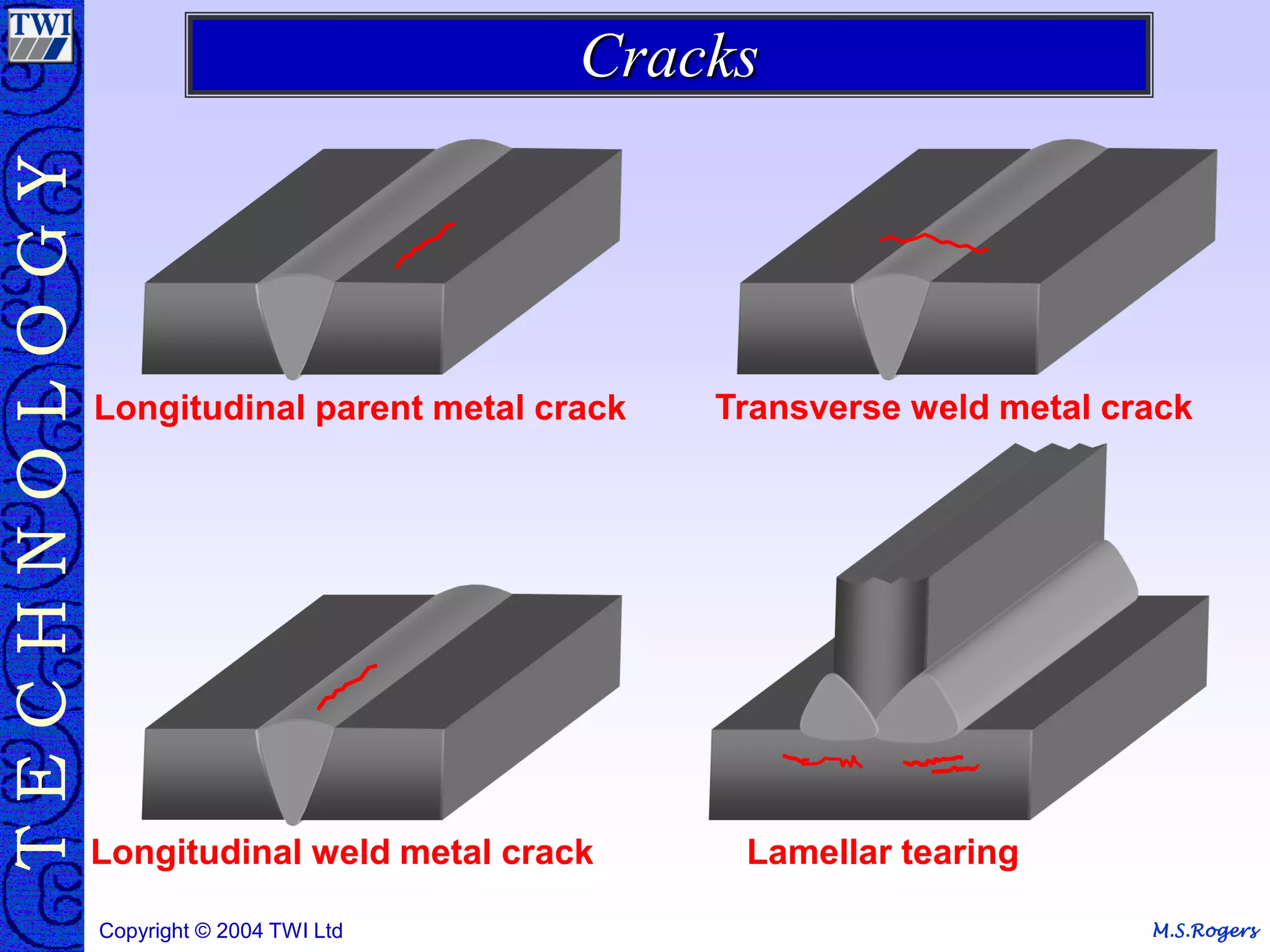
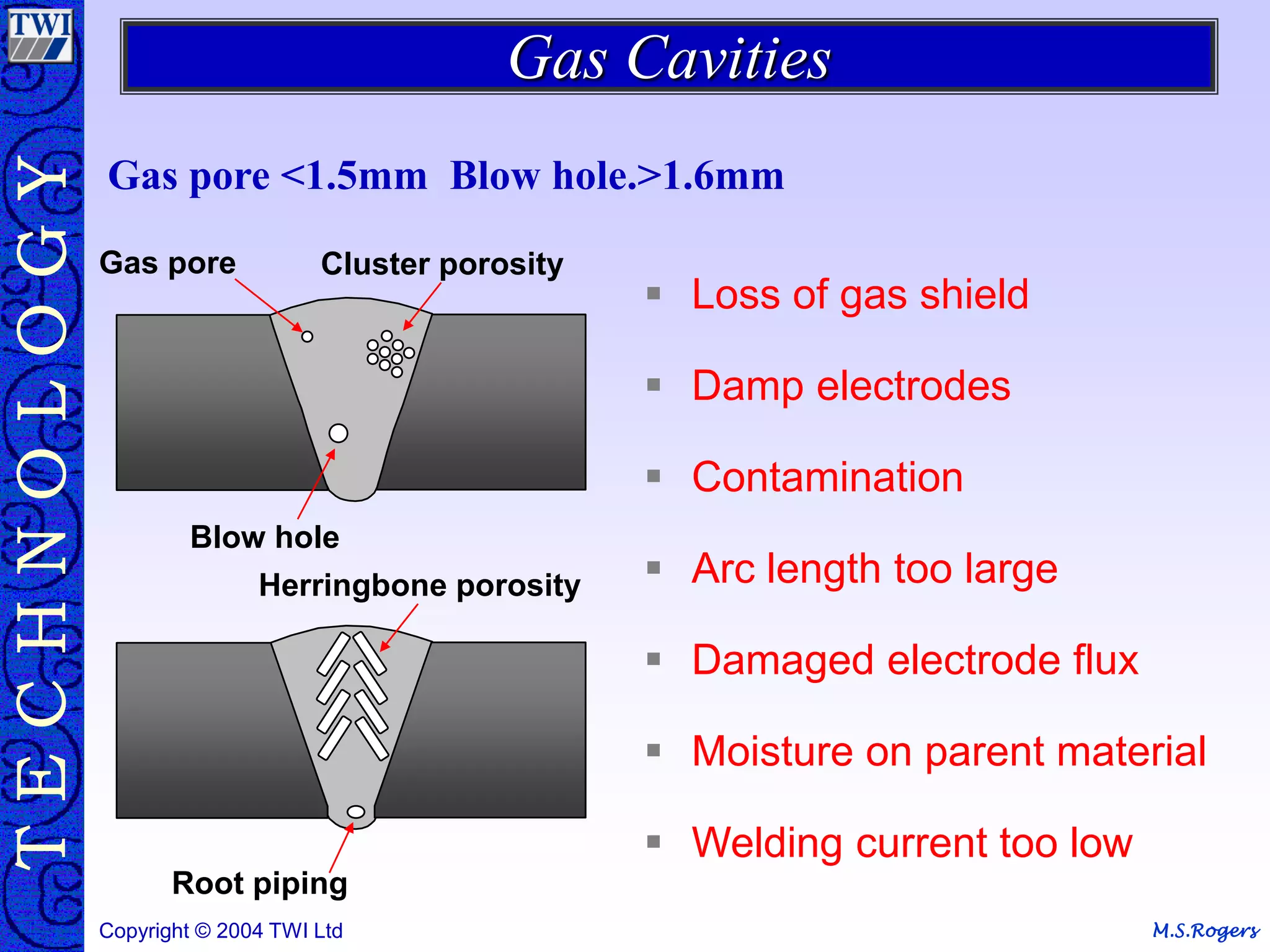
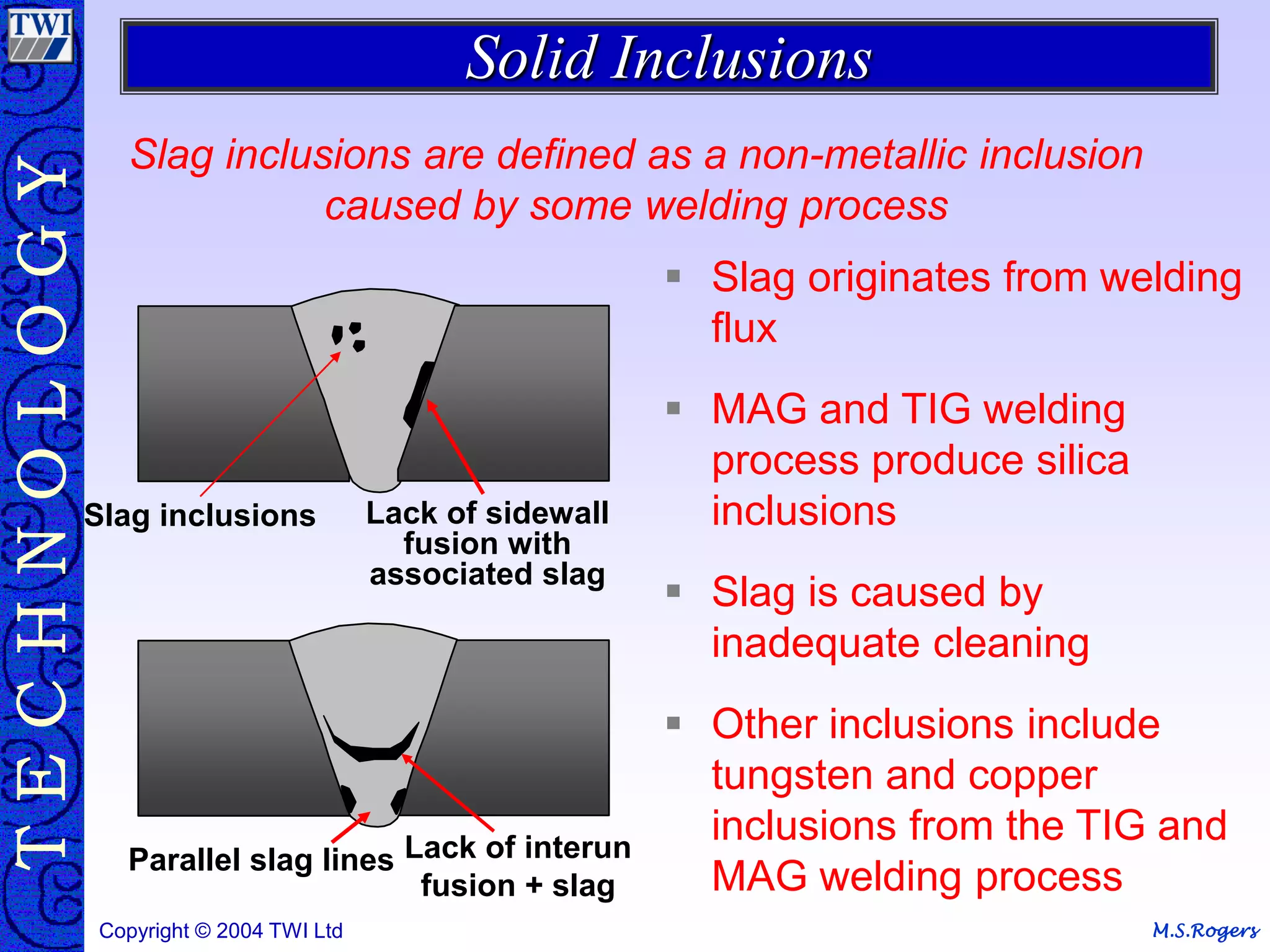
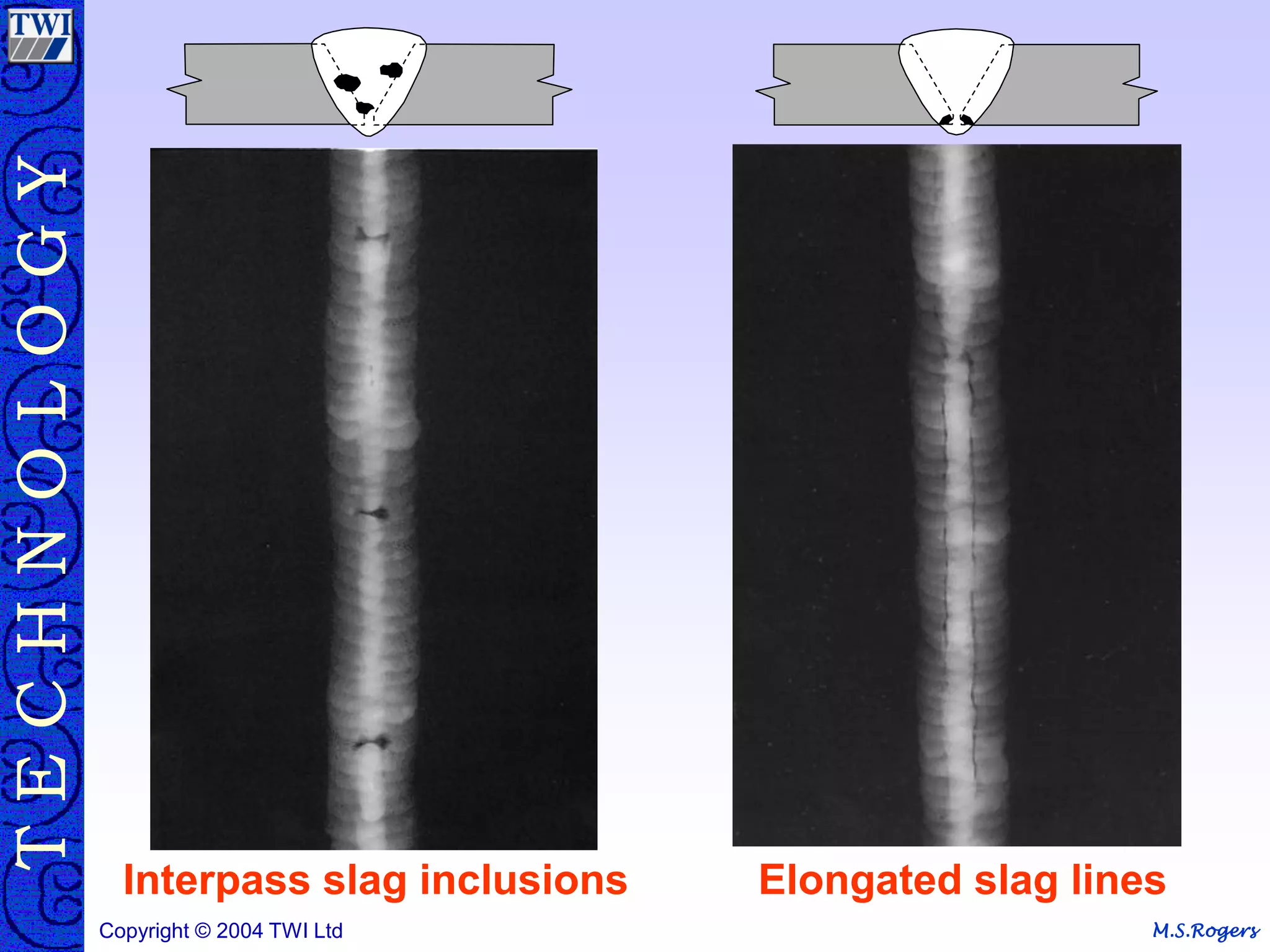
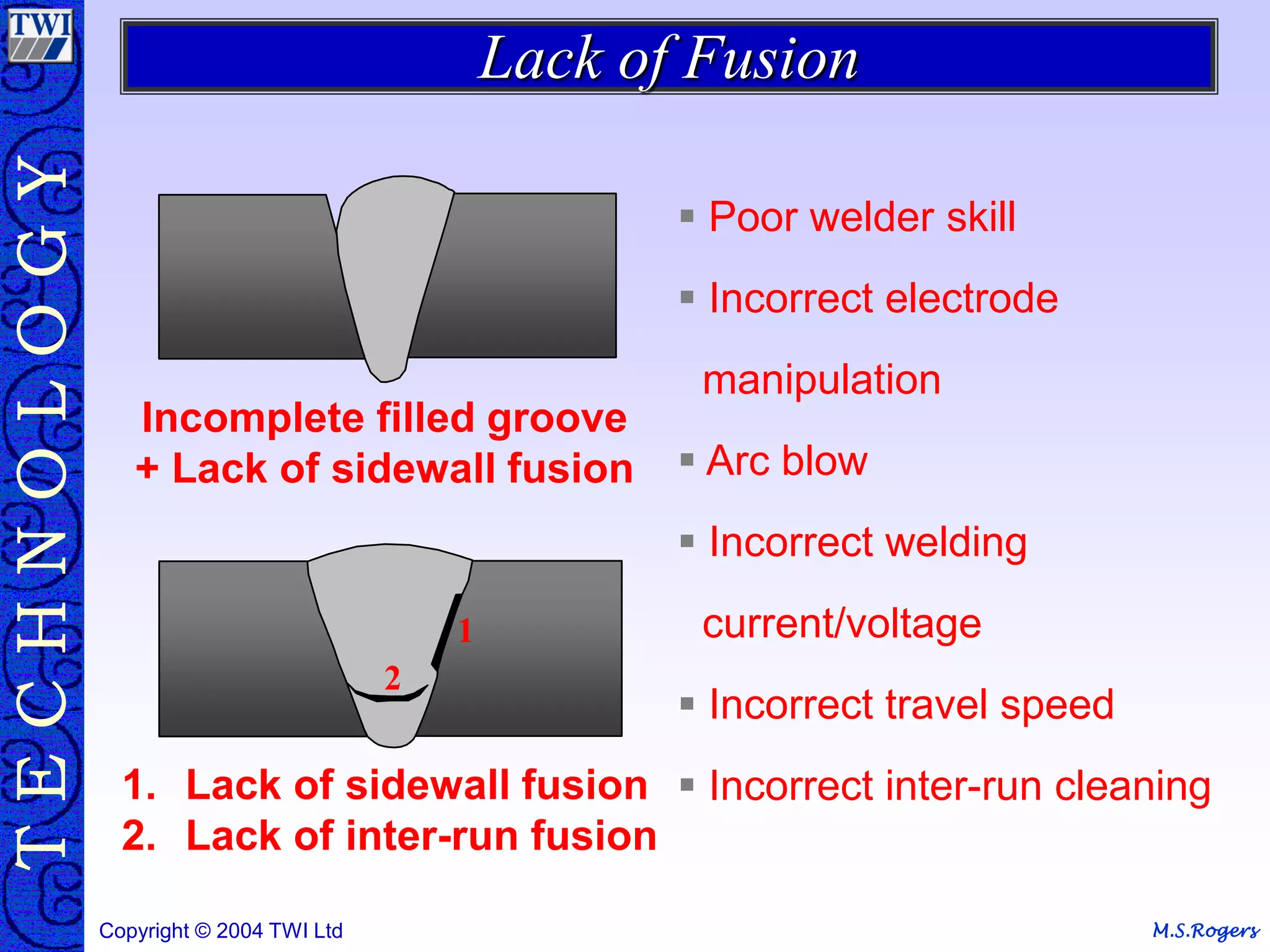
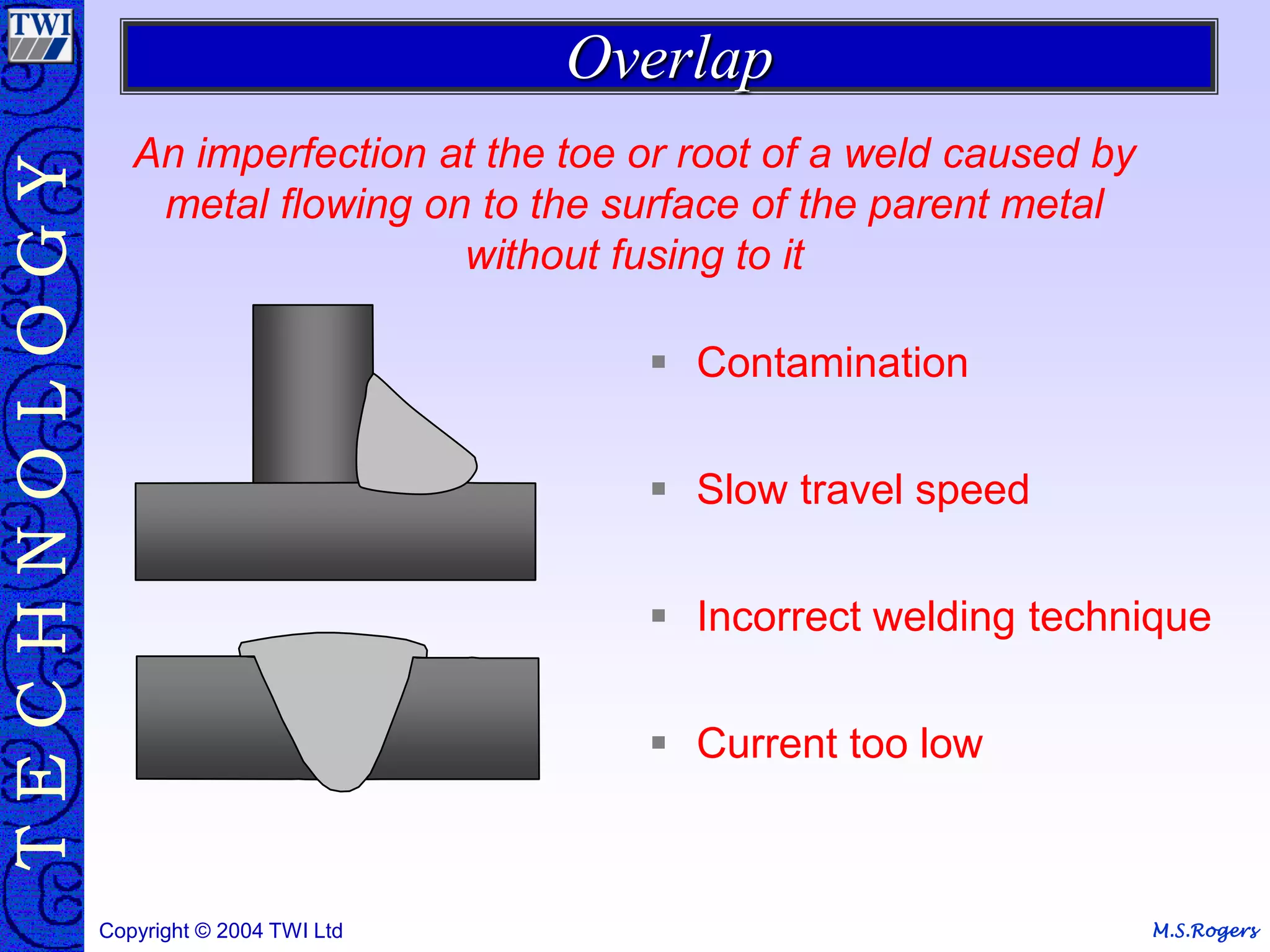
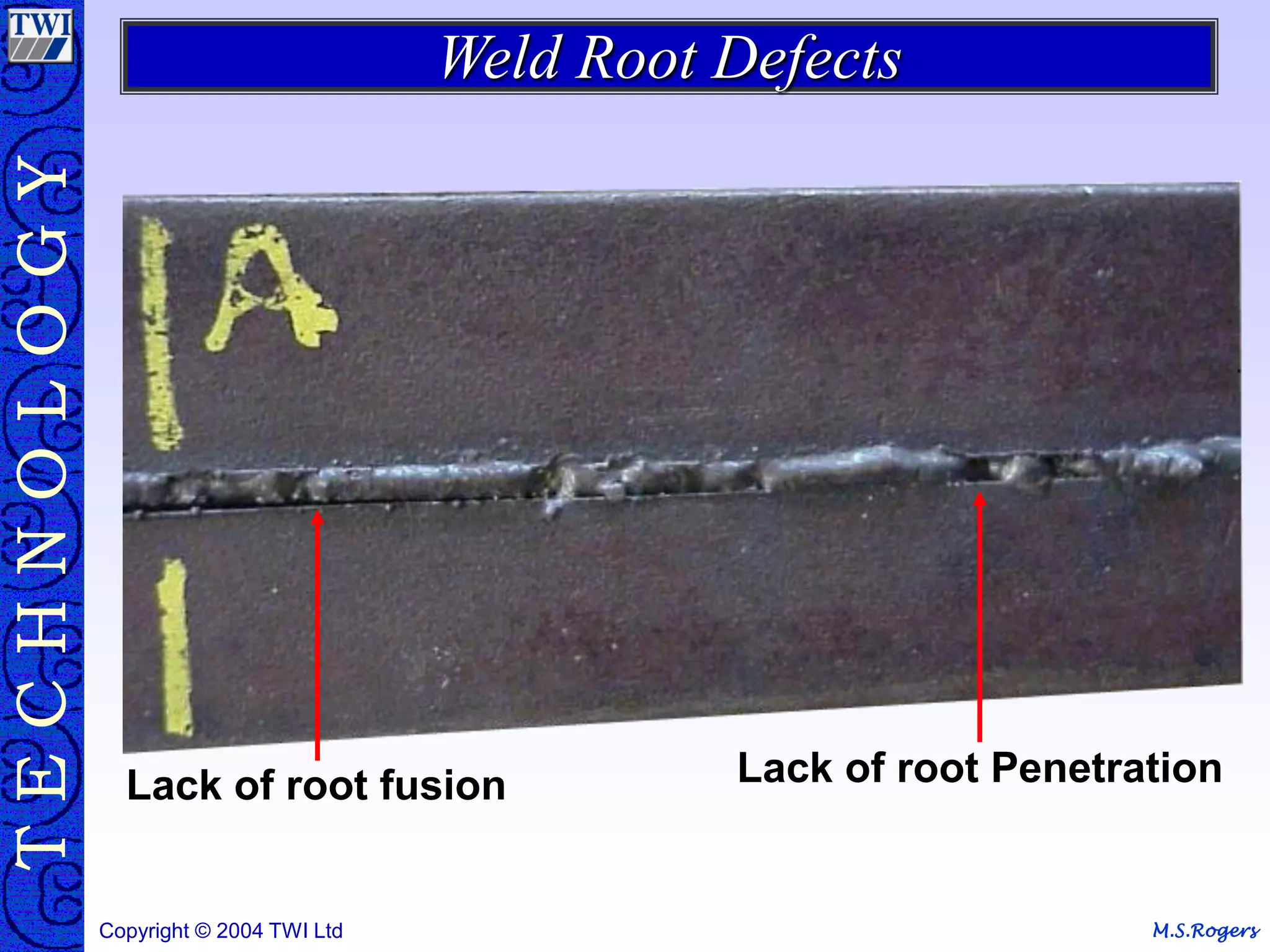
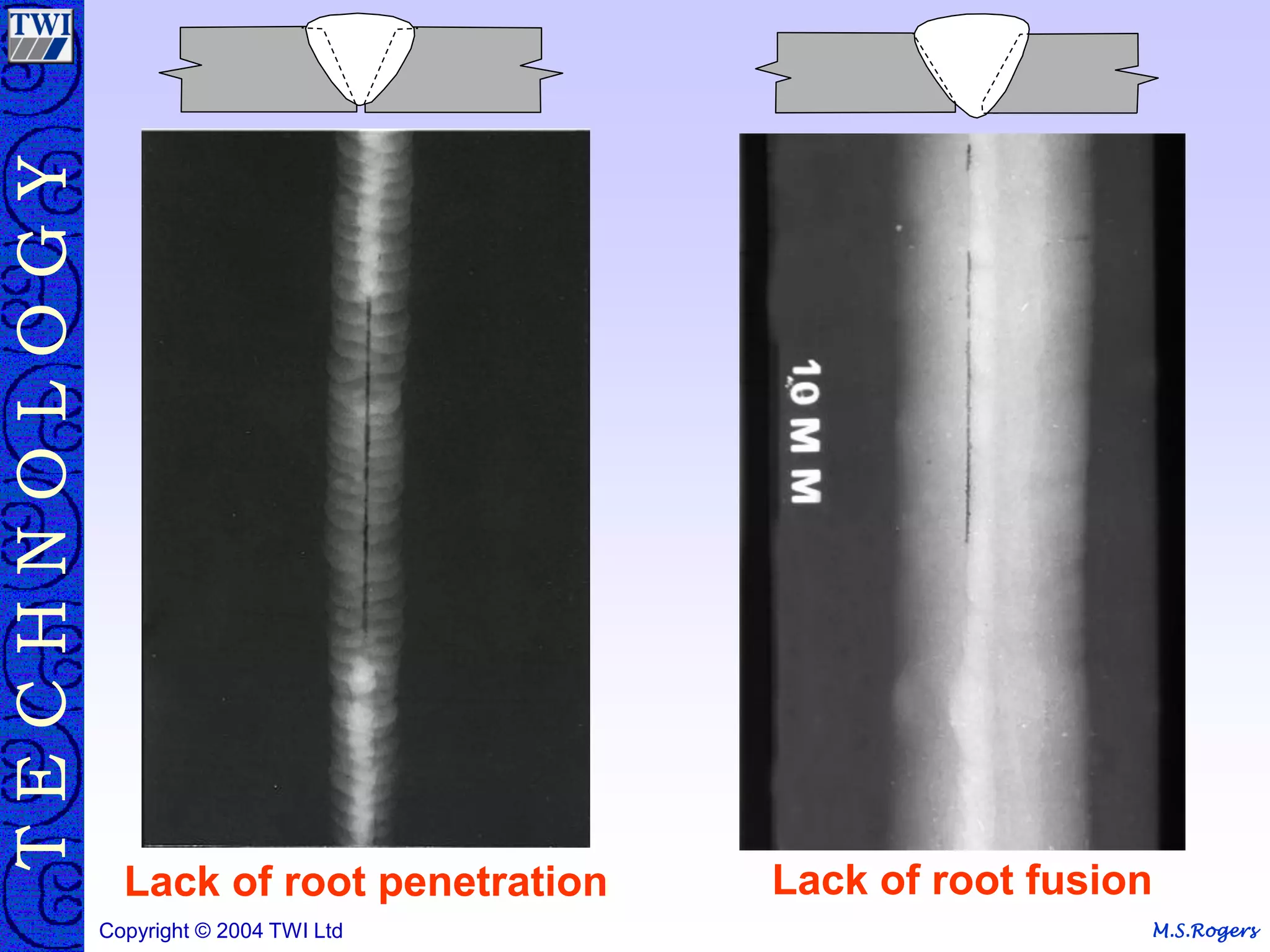
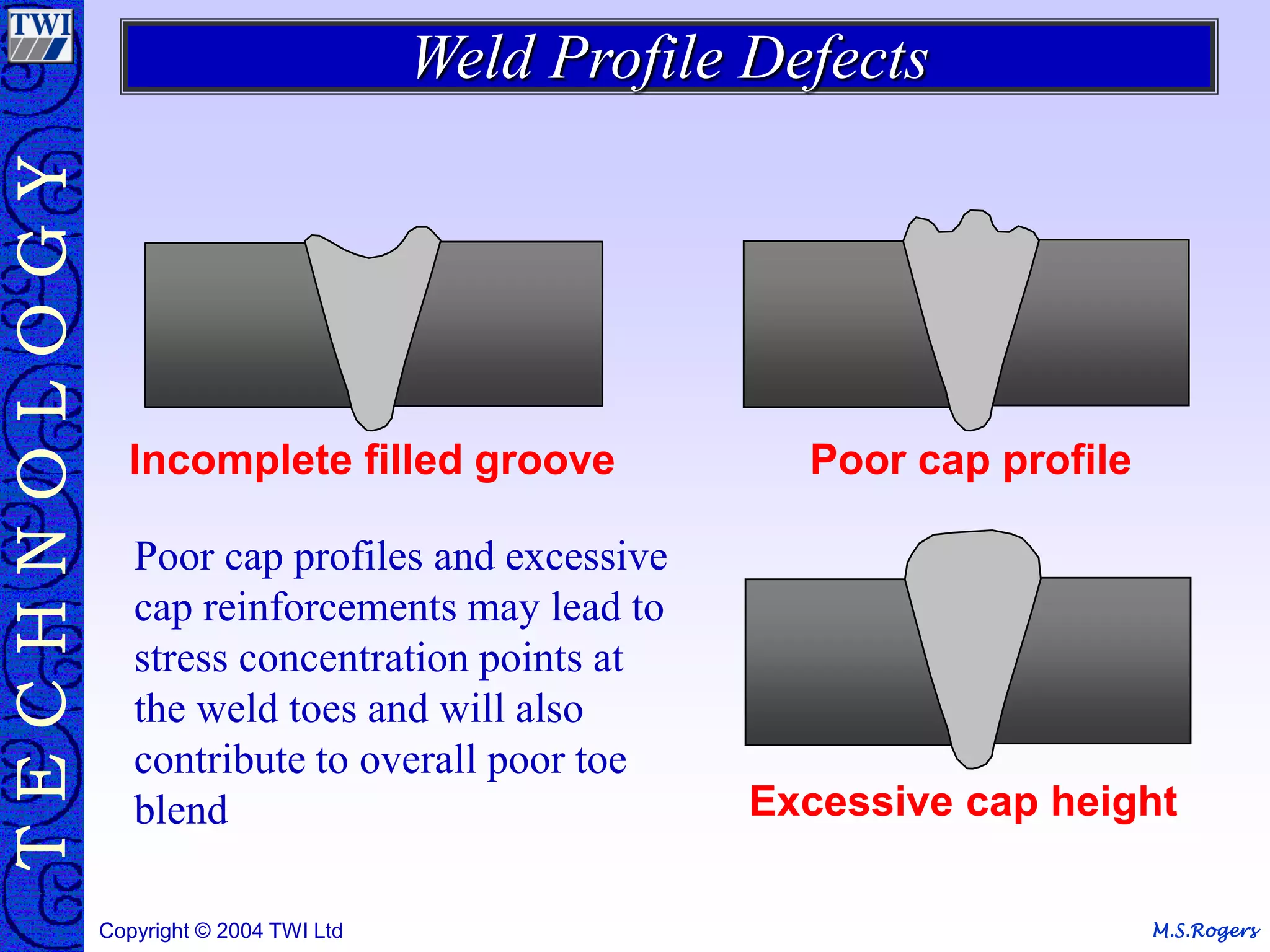
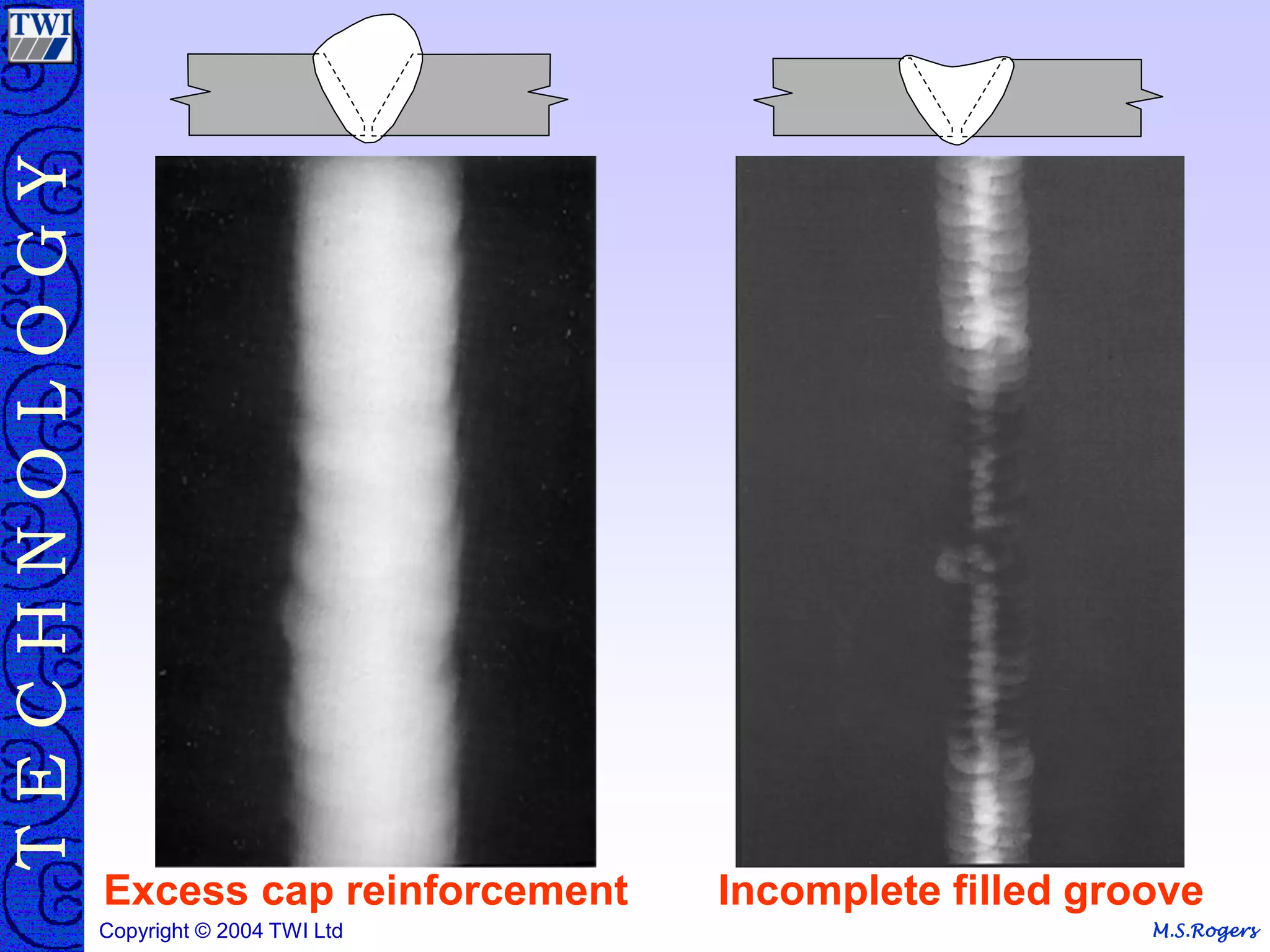
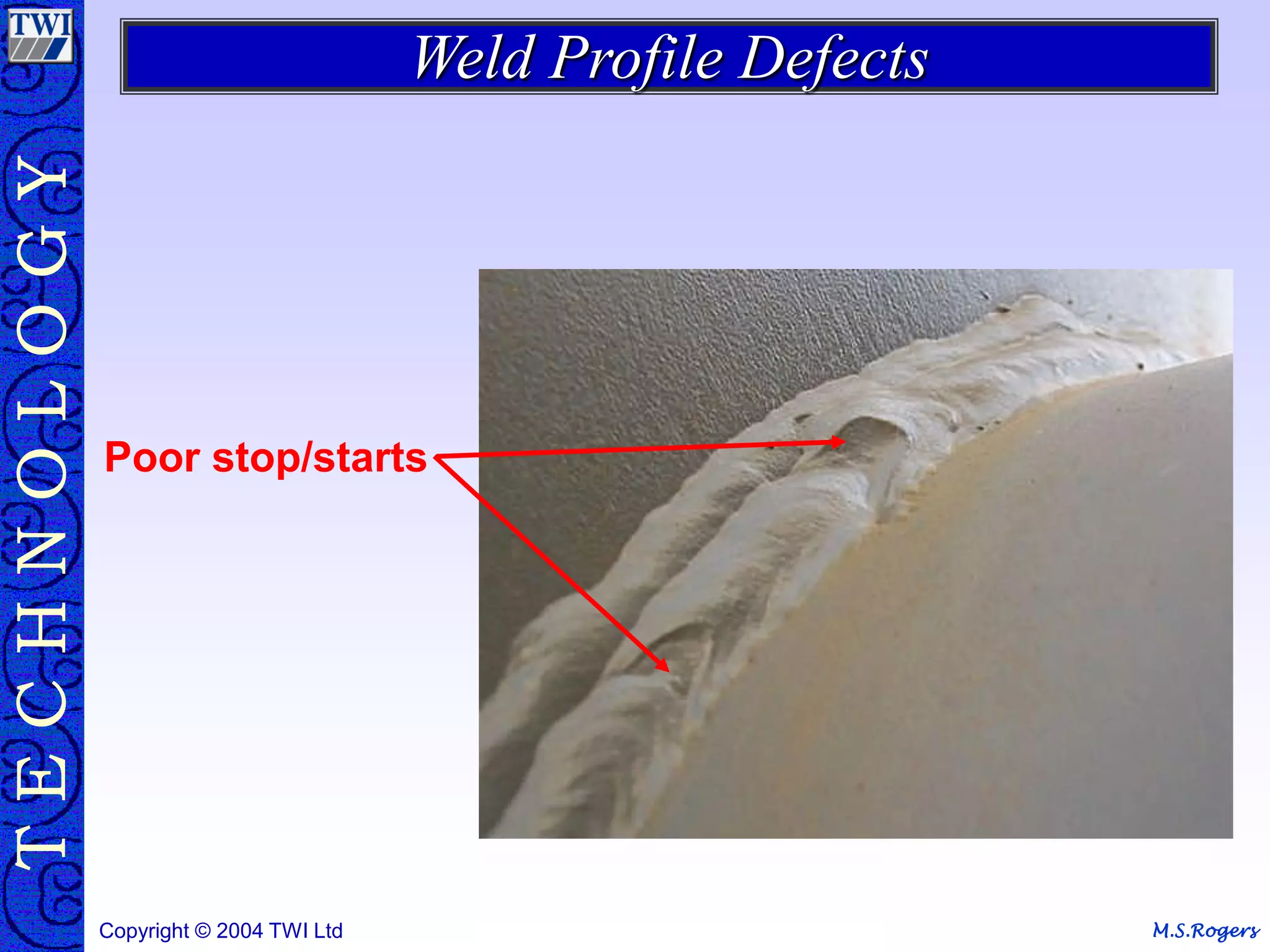
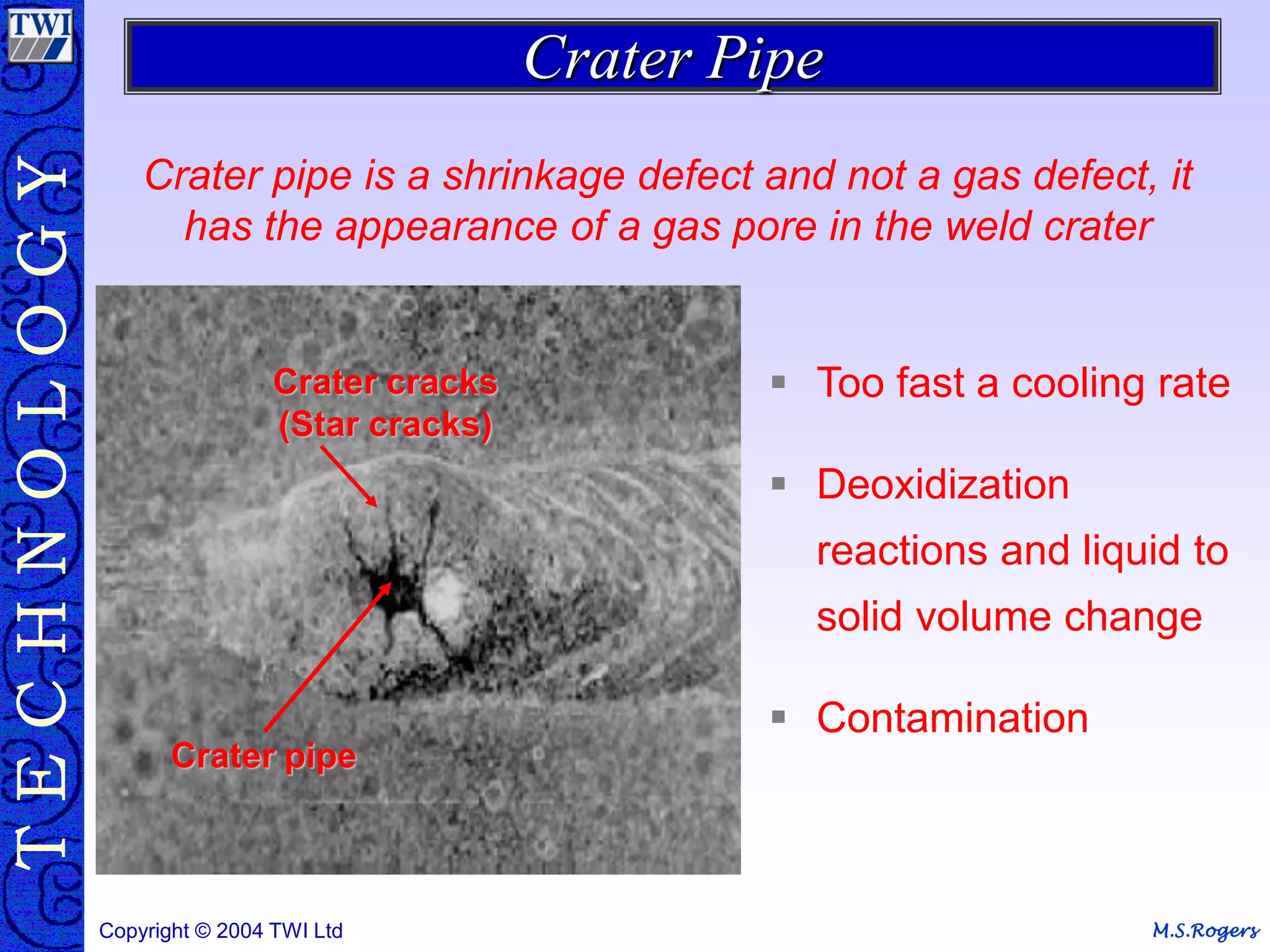
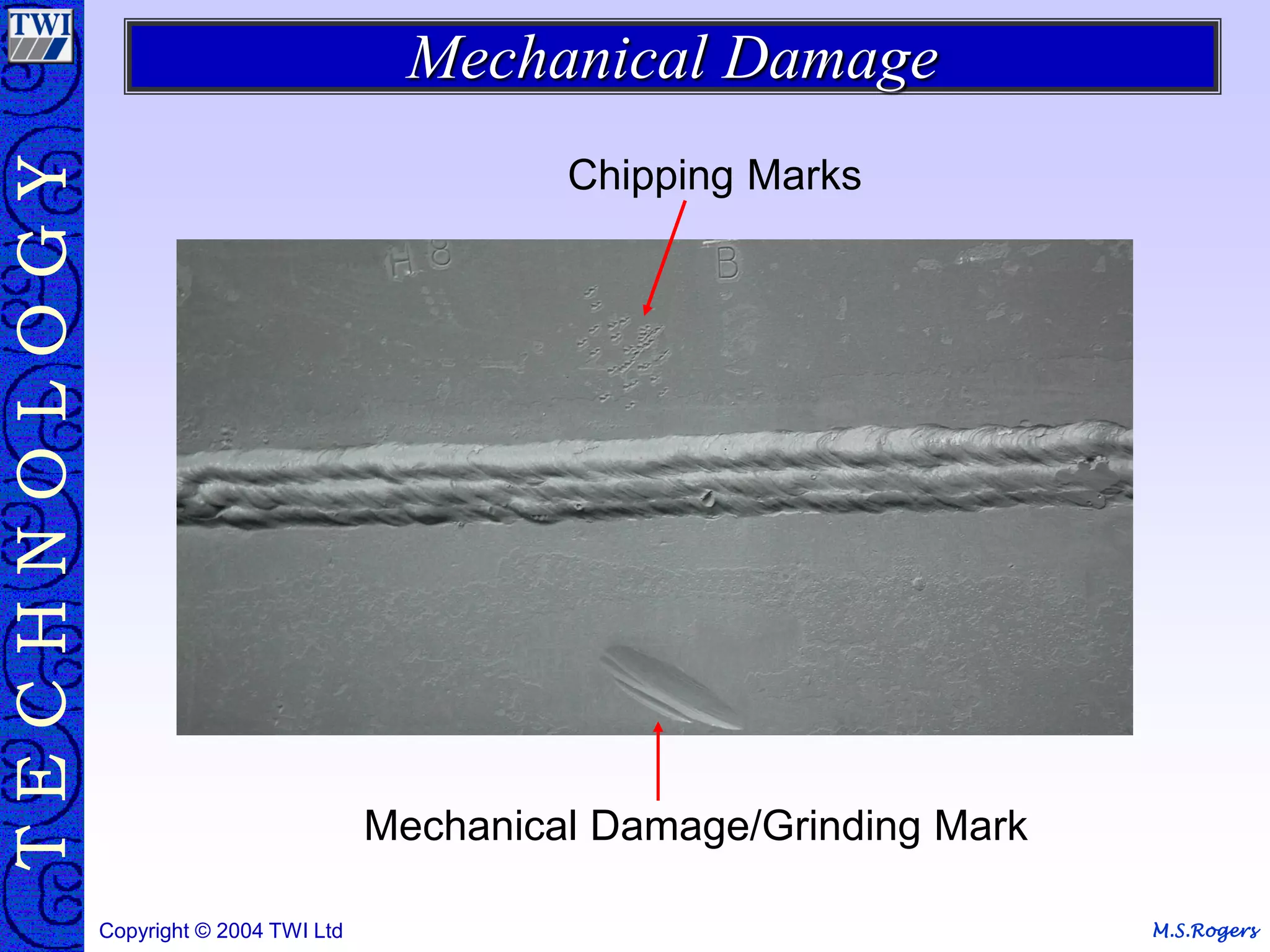
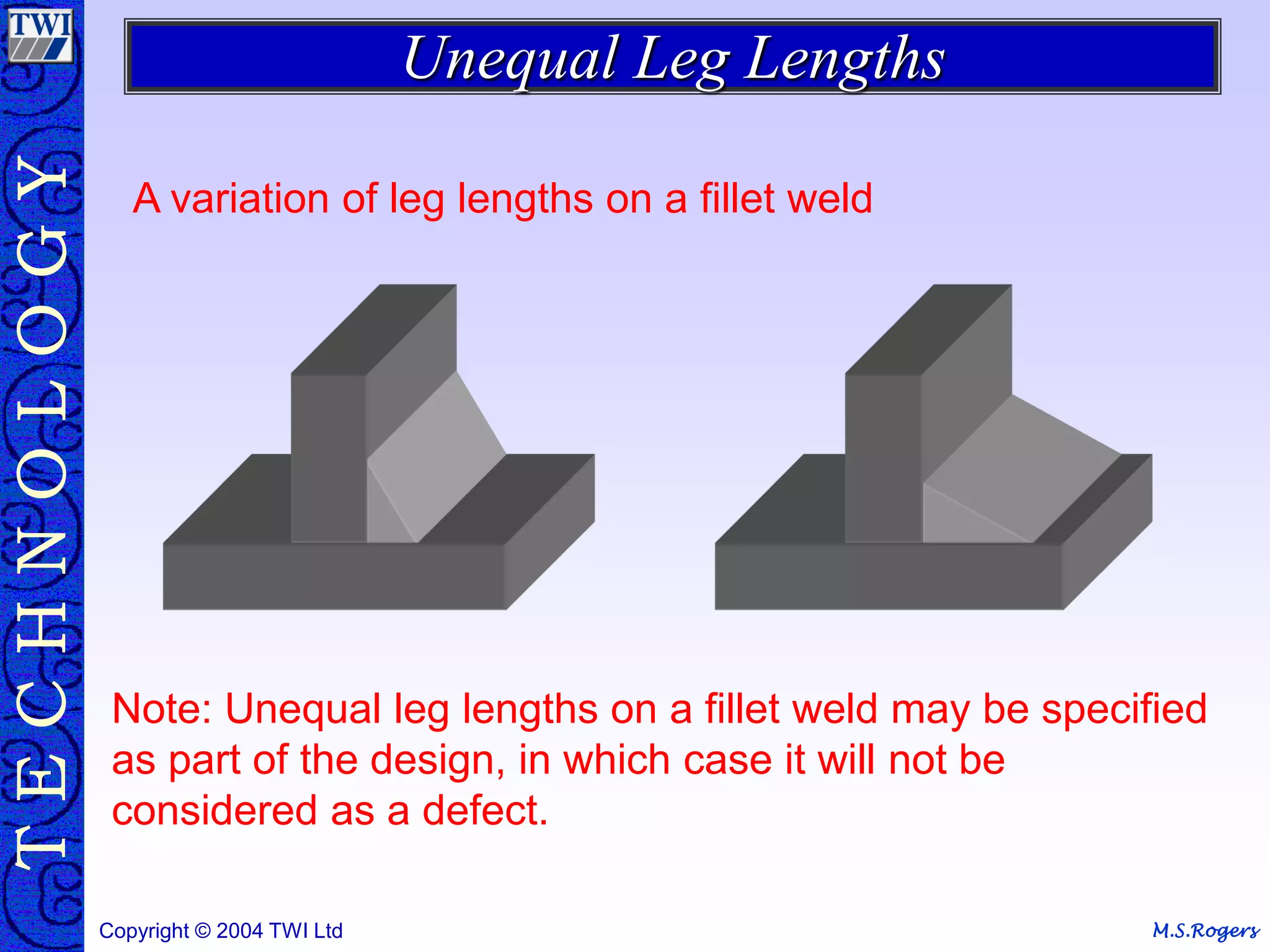
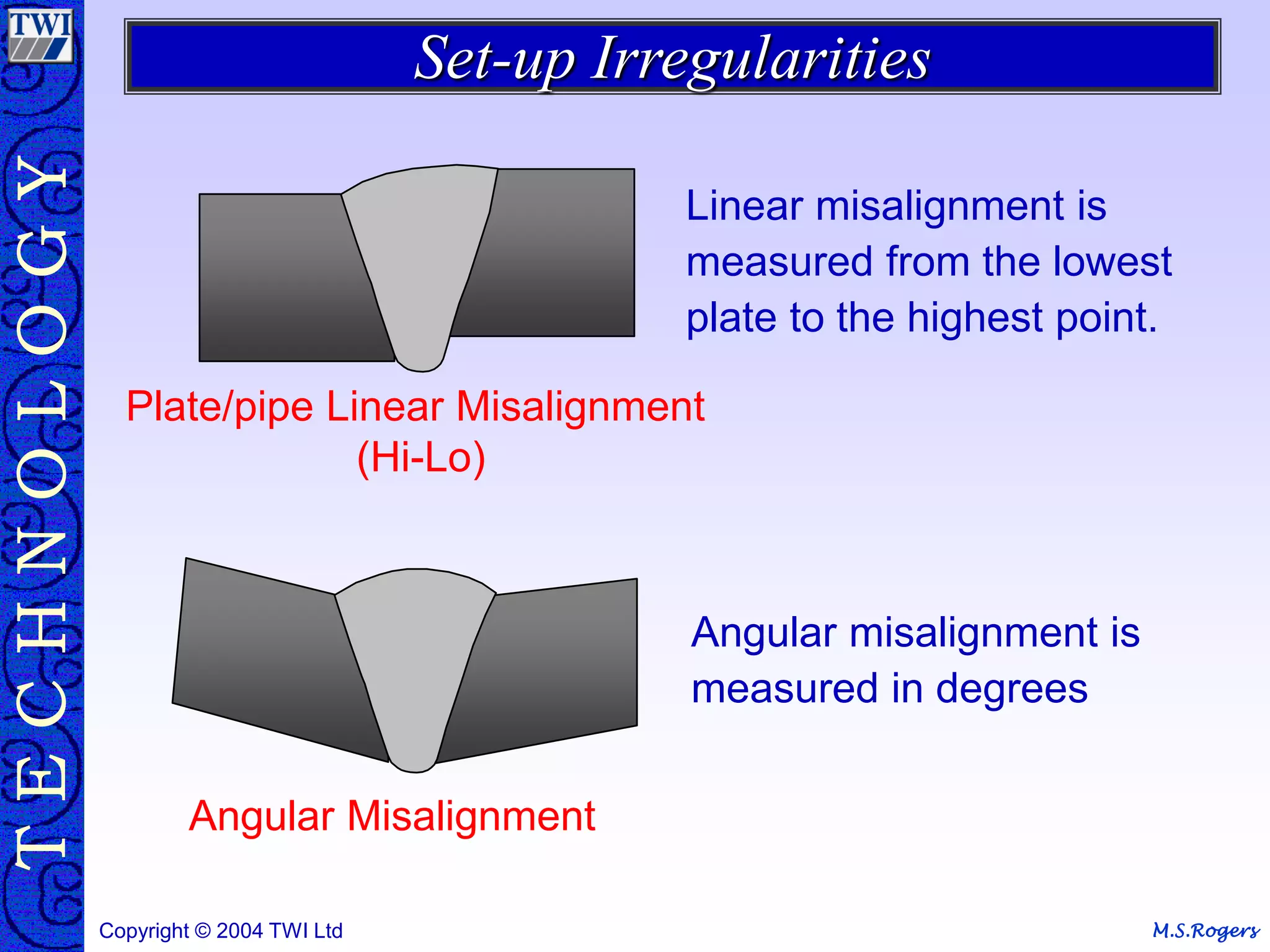
This document provides information on welding defects that can be detected through visual inspection. It discusses various types of defects like cracks, inclusions, lack of fusion, porosity issues, profile irregularities, and more. For each defect type, it describes possible causes and examples. It also covers defects in welded joints and repairs. In summary, the document is a reference manual on visual welding defects, their classification, potential causes, and repair considerations.