Downloaded 34 times
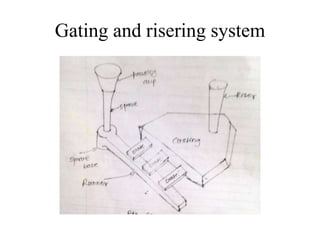
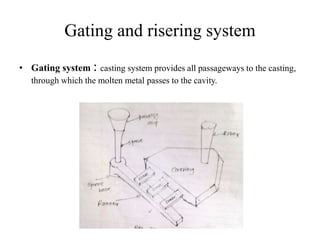



The document discusses various casting processes and defects. It describes the functions of gating systems which include providing uniform feed of molten metal to the mould cavity. It also explains the components of gating systems such as pouring basins, sprues, runners and gates. Risering systems are discussed as are common casting defects like shifts, warpage, swell and blowholes along with their causes and remedies. Shell moulding, die casting, and centrifugal casting processes are also summarized.



































































