Downloaded 141 times


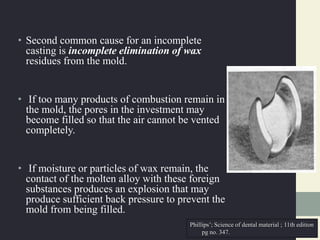



El documento detalla los defectos que pueden ocurrir durante el proceso de fundición dental, describiendo diversas causas como contracción, burbujas de aire y problemas de precisión. Se clasifican los defectos en categorías como distorsión, porosidad y descoloración, y se ofrecen soluciones para evitar estos problemas. Asimismo, se discuten los materiales de inversión utilizados y los diversos tipos de porosidad que pueden afectar la calidad del producto final.



















![Dental Casting alloys [DENTAL MATERIALS]](https://cdn.slidesharecdn.com/ss_thumbnails/castingalloysbp-200331155134-thumbnail.jpg?width=640&height=640&fit=bounds)

































































