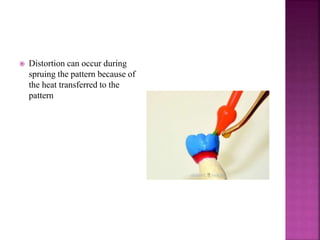
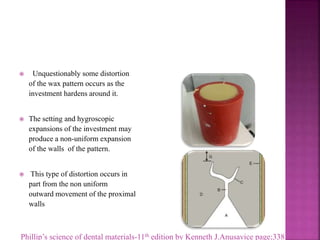
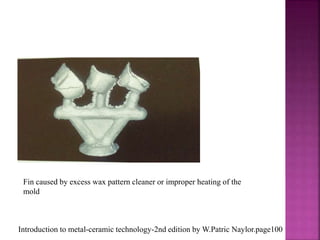
This seminar discusses casting defects in dentistry. It begins with an introduction to casting and defines casting as forming an object from a mold using a molten material. It then discusses common casting defects like distortion, surface roughness, porosity, and incomplete casting. Specific causes of each defect are explained like distortion occurring from wax shrinkage or investment expansion. Prevention methods are also provided, such as slow heating of investments to avoid surface roughness from cracking. Overall, the seminar provides an overview of casting defects and their causes and prevention in dental prosthodontics.