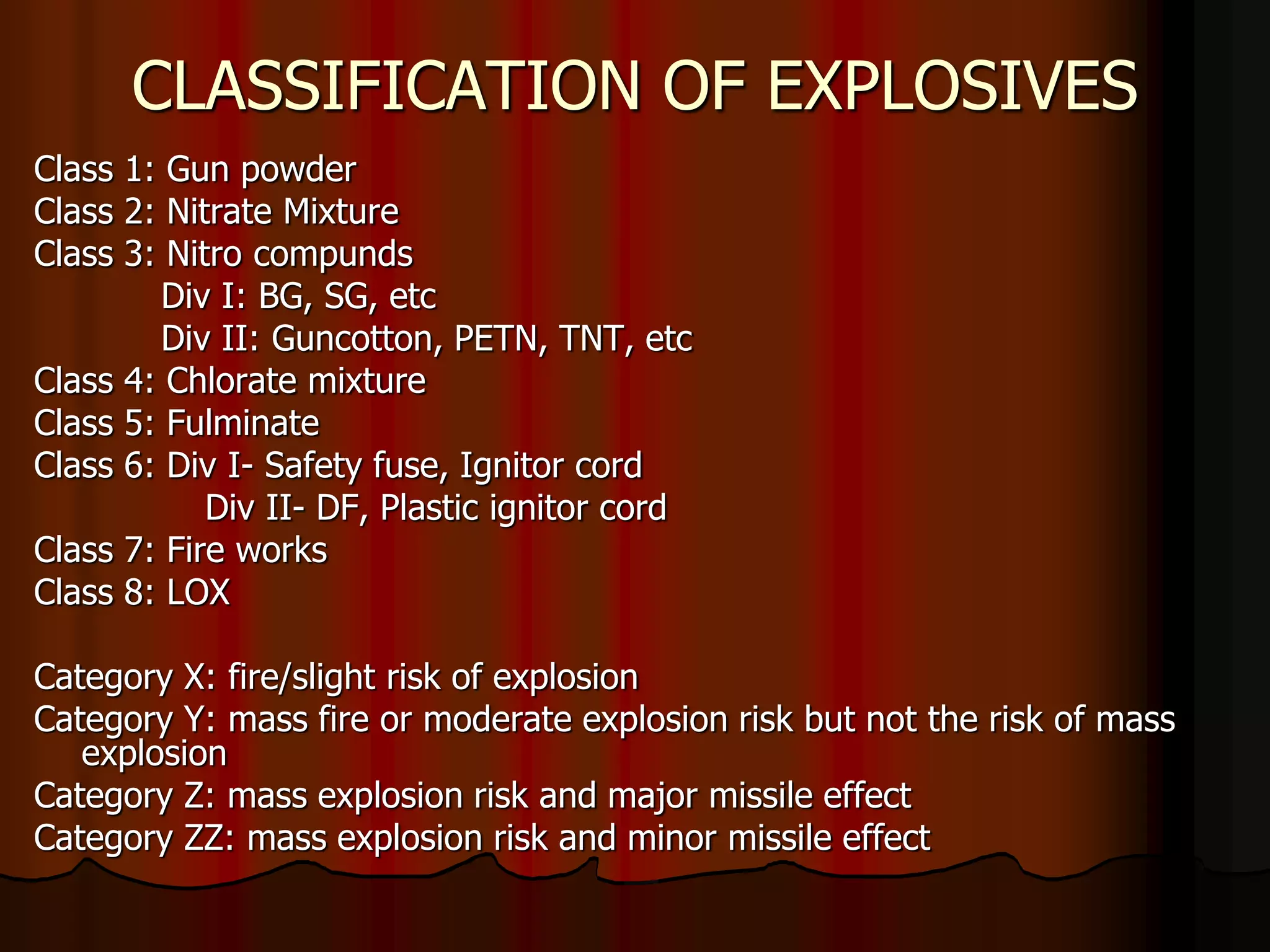
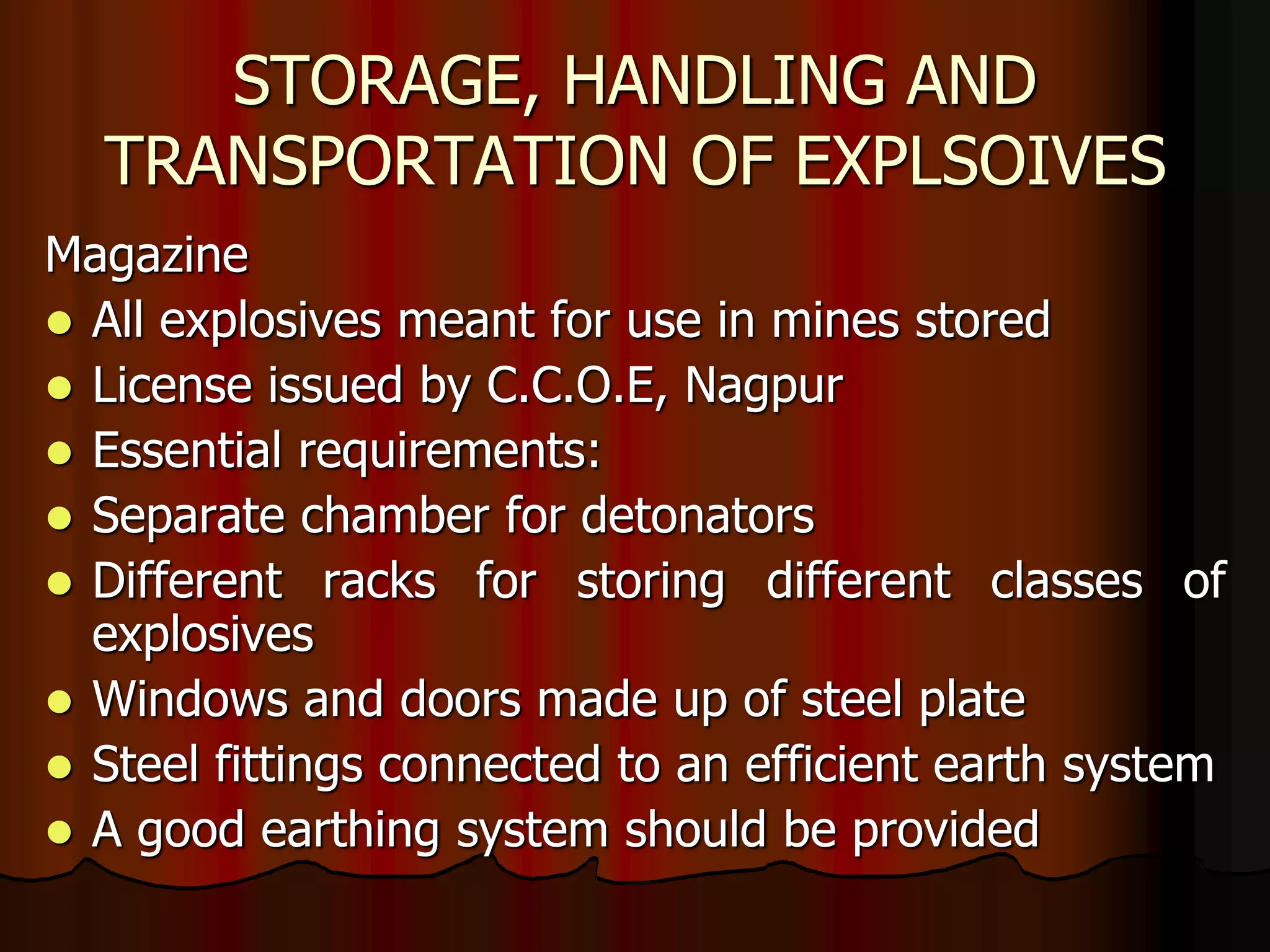
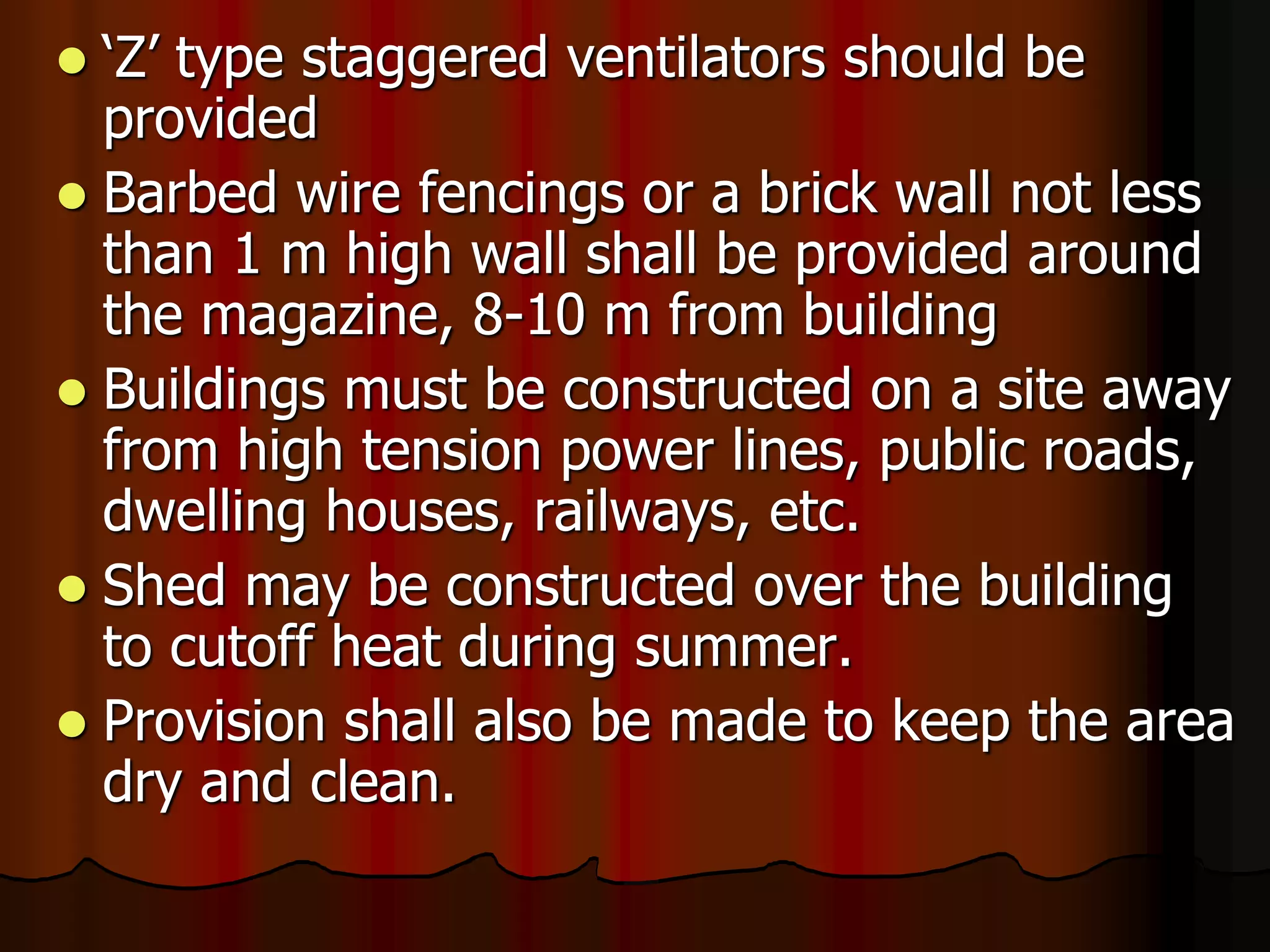
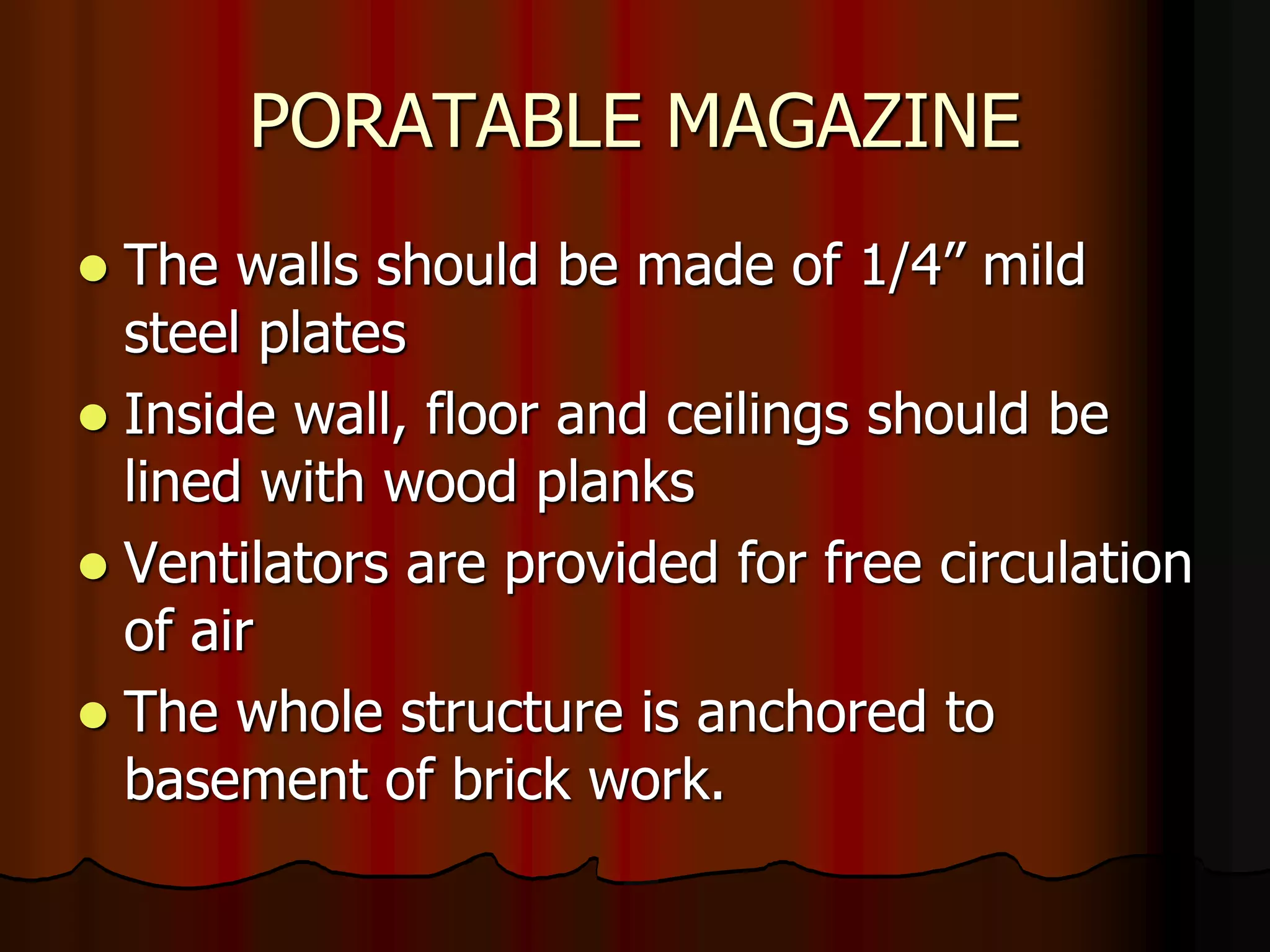
This document provides an overview of blasting in open cast mines, including the various types of explosives used. It discusses low explosives like gunpowder as well as high explosives like nitroglycerin, dynamite, ANFO, LOX, slurry, and emulsion explosives. The advantages and disadvantages of each type are outlined. The document also discusses the use of bulk explosives and various bulk delivery systems. Key conditions for safely using bulk explosives on site are described.