



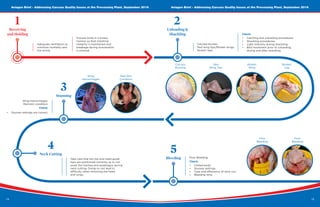
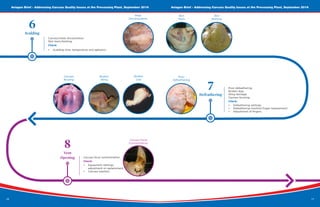
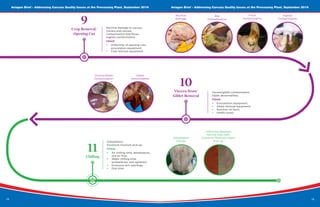


This document provides an overview of key areas of focus for addressing carcass quality issues at the processing plant, including transport, receiving, live-hang, stunning, bleeding, scalding, defeathering, evisceration, and chilling. Specifically: - Transport time should be minimized to reduce bruising, and birds should arrive at the plant 8-12 hours after feed removal. - Receiving areas should provide airflow and protection from temperature extremes while birds await processing. - Live-hang areas require low-light and careful handling to avoid injuries. - Stunning and bleeding must be properly conducted to ensure humane treatment and minimize meat quality issues. - Scalding and defeather






















































































