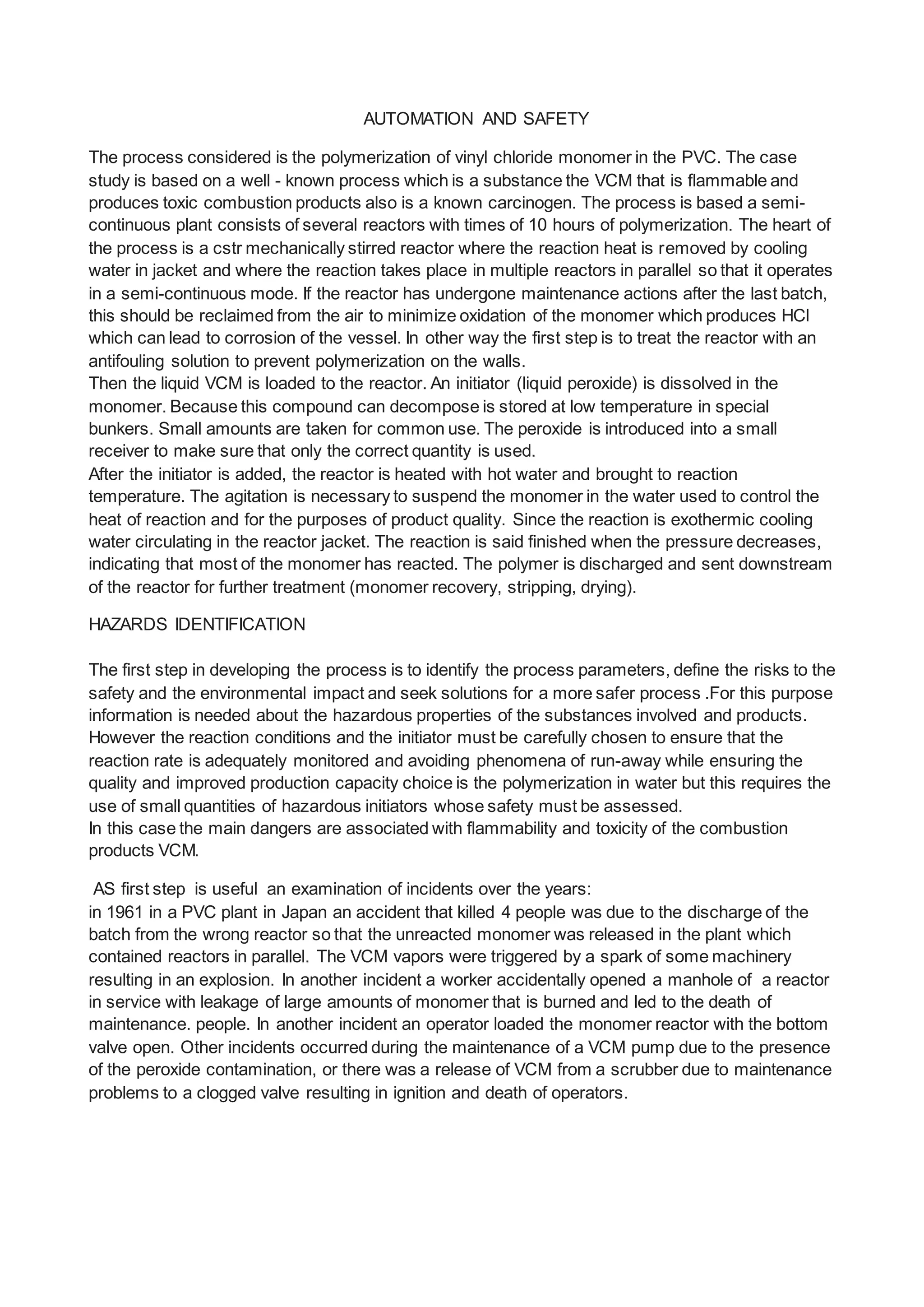
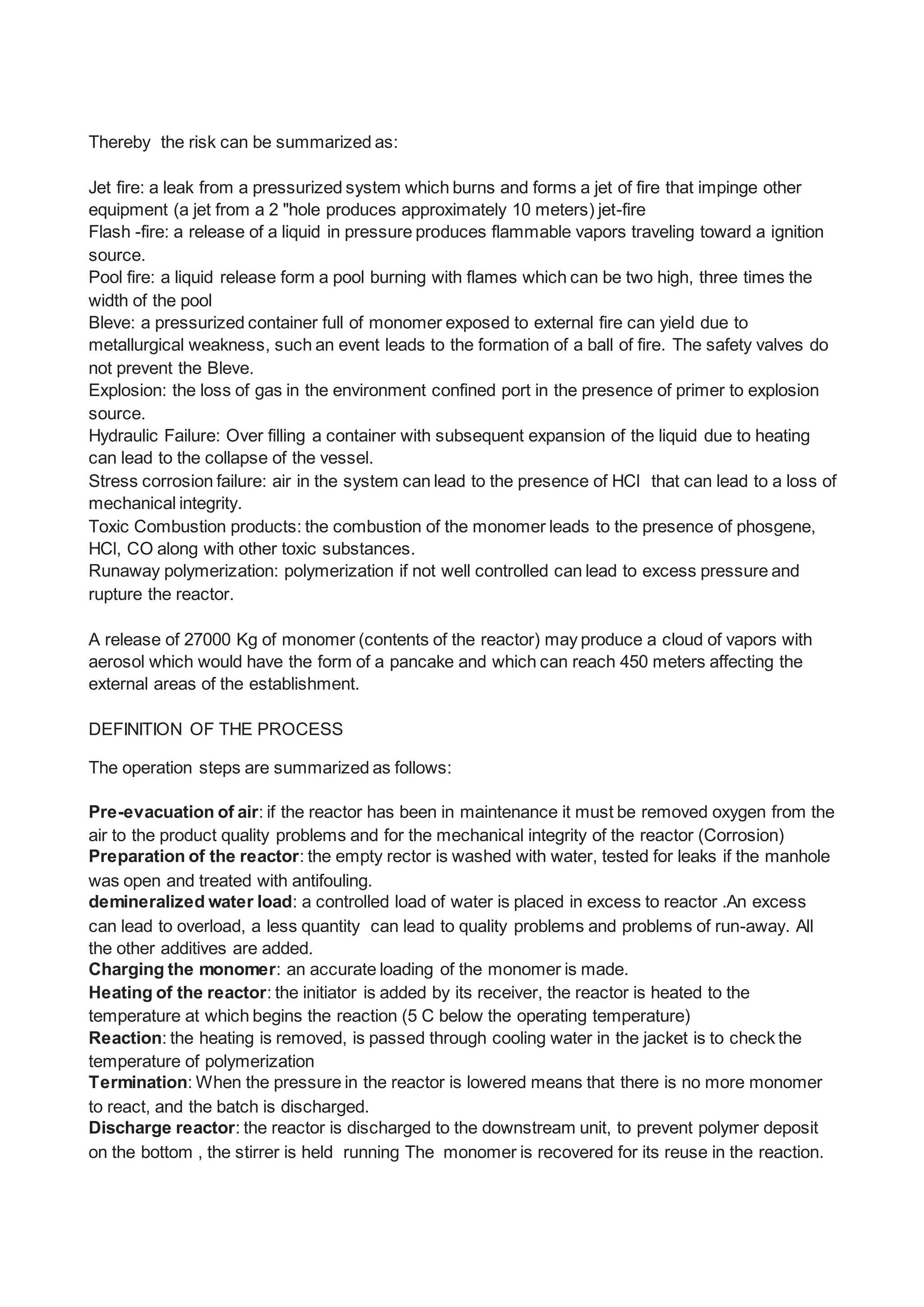
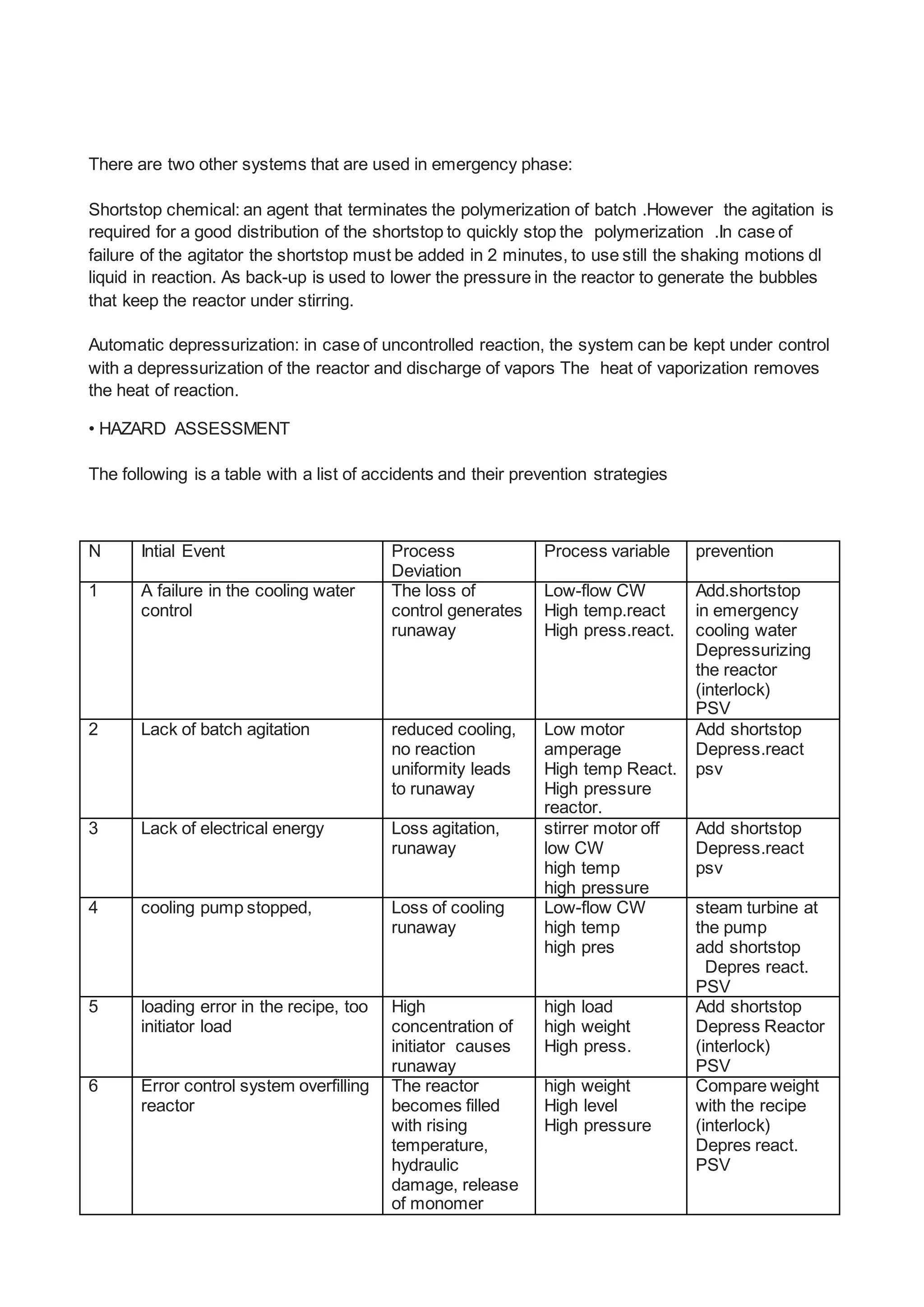
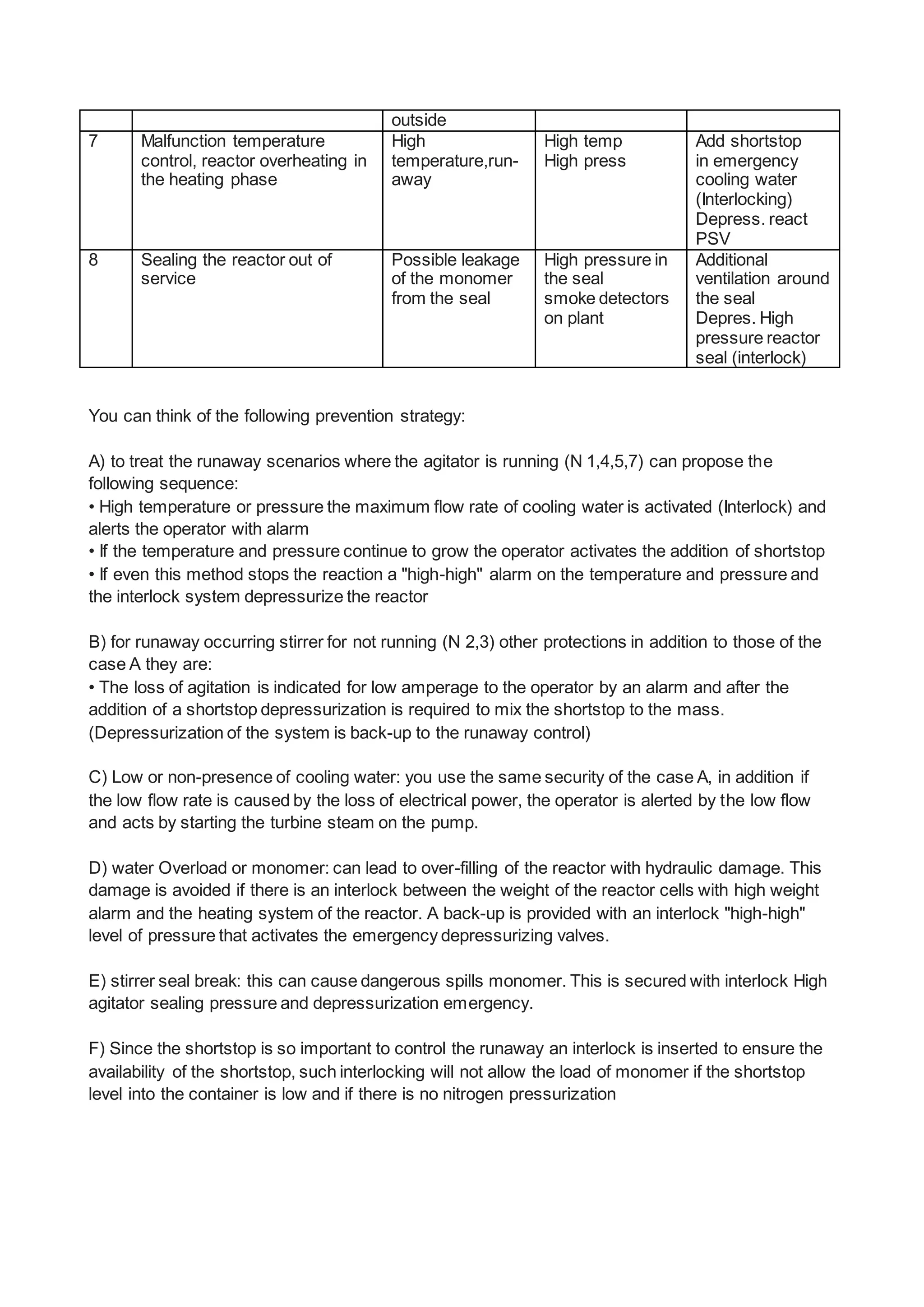
The document discusses automation and safety considerations for the polymerization of vinyl chloride monomer (VCM) in polyvinyl chloride (PVC) production. VCM is flammable and toxic, and the exothermic polymerization reaction must be carefully controlled to prevent runaway reactions. Hazards include fires, explosions, and toxic emissions. A hazard assessment identifies scenarios like cooling failure, overfilling, and loss of agitation that could lead to runaway. Prevention strategies include alarms, addition of chemical inhibitors, and automatic depressurization of reactors in emergencies.