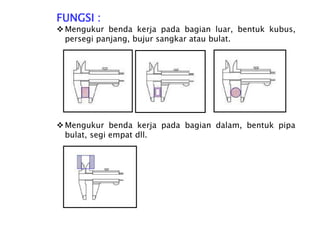
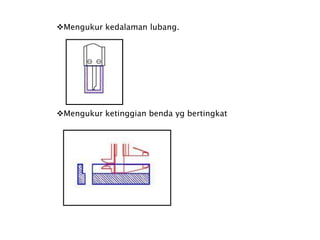
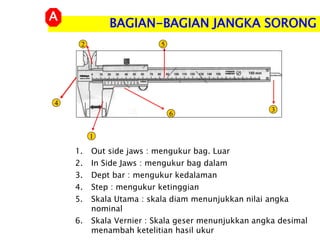
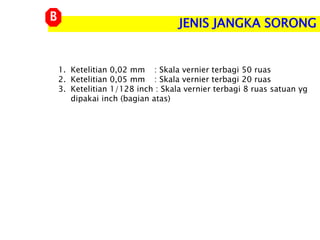
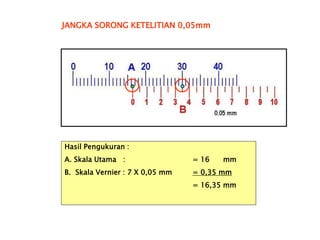
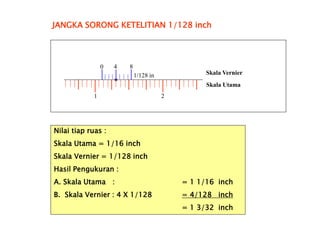
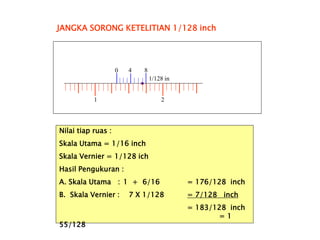
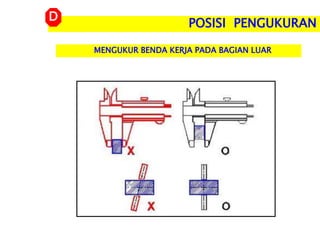
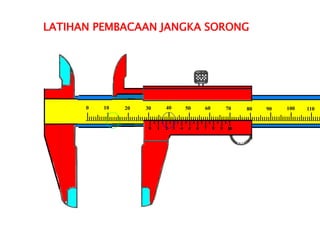
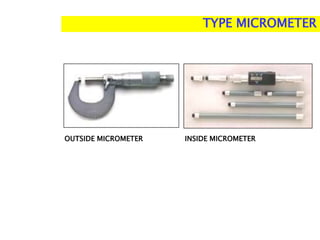
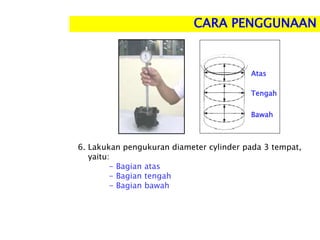
Dokumen ini membahas pelatihan mekanik tingkat II tentang penggunaan alat ukur seperti jangka sorong, micrometer, dial gauge, dan cylinder gauge. Peserta diharapkan dapat mengoperasikan dan menganalisis hasil pengukuran dengan benar sesuai spesifikasi teknik. Pokok bahasan mencakup fungsi, cara pembacaan, serta perawatan setiap alat ukur yang diajarkan.