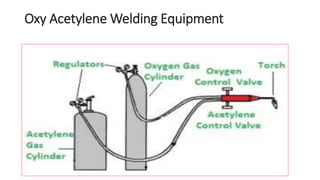
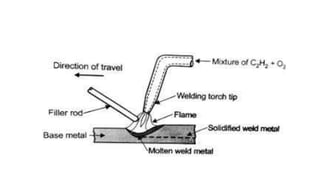
Gas welding involves burning a combustible gas like acetylene or hydrogen with oxygen to heat and melt metals for joining. Oxy-acetylene welding uses oxygen and acetylene gases to produce a flame reaching 3000-3500°C, melting a filler material and parent metals to join workpieces. Equipment includes gas cylinders, regulators, welding torches, and non-return valves. It has advantages of low cost, ability to weld various metals, and adjustable flame intensity, but disadvantages of lower temperature than arc welding and lack of flux shielding.

































![Getting Started with Apache Spark: Big Data Made Simple [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/apachesparkgettingstarted-260203175547-8361bcc3-thumbnail.jpg?width=640&height=640&fit=bounds)














