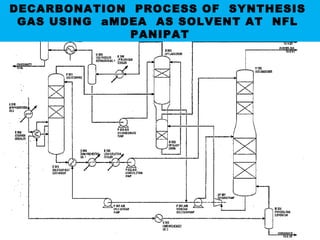
This document discusses the aMDEA process for removing carbon dioxide from process gas. It begins with an introduction and table of contents, then covers the need for CO2 removal, desirable solvent properties, commercially available processes, differences between physical and chemical absorption, selection criteria for processes, and an overview of the aMDEA process including constituents and reactions. It also discusses why the Rectisol process is not suitable, favorable absorption and regeneration parameters, common problems encountered, handling precautions, process interlocks, and problems and mistakes to avoid.








![HSSs are formed in the presence of acids which are substantially
stronger than CO2 . These acids are formed from amine
degradation product which are mostly resulted from the
overheating in case of CO2 stripper or from the impurities present
in synthesis gas.
For example, if formic acid is produced, it will react with MDEA to
form a formate HSS
Absorber reaction :
R3N + HO2CH → (R3
NH)+
+ (O2CH)-
[amine plus acid → salt]
Regenerator reactions :
(R3NH)+
+ (O2CH)-
+ Heat → No Change
Thus HSSs typically promote corrosion in the systems because
they lower the pH and increase the conductivity of amine
solutions. This can decrease the efficiency of CO2 capture
because of the irreversible reaction with the amine.](https://image.slidesharecdn.com/amdeanewbyvivek-180917182720/85/Activated-MDEA-solution-aMDEA-30-320.jpg)









































![[Chemical and process engineering] pdu scale experimental results of co2 remo...](https://cdn.slidesharecdn.com/ss_thumbnails/chemicalandprocessengineeringpdu-scaleexperimentalresultsofco2removalwithamppzsolvent-180705065926-thumbnail.jpg?width=640&height=640&fit=bounds)
































