

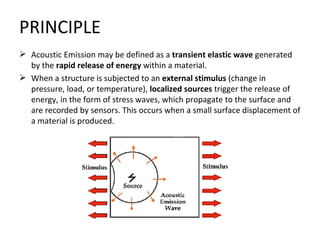
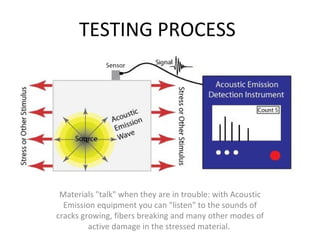
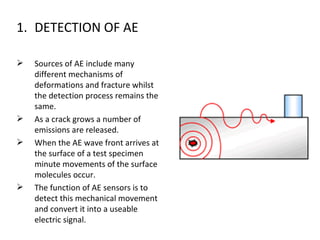


Acoustic emission testing (AET) is a non-destructive testing method that detects transient elastic waves generated by energy release within materials, often indicating structural issues. Historically, AET has roots in ancient pottery and has evolved to monitor various structures, such as bridges and aerospace components, using advanced sensors to capture and analyze sound emissions caused by cracks and deformations. Key advantages of AET include high sensitivity, rapid defect detection, and the ability to monitor structures in real-time without major disruptions.



































































