This document describes a method for manufacturing casting molds and press dies using powder metallurgy. The method involves placing steel powder in a mold and compressing it before pressing a pattern or master shape into the compressed powder and sintering it. This allows for molds and dies of greater strength and more uniform density to be produced in complex shapes compared to prior methods. The document provides details on the steps of the method and options for further improving the strength and properties of the resulting molds and dies.
A "File Trademark" is a legal term referring to the registration of a unique symbol, logo, or name used to identify and distinguish products or services. This process provides legal protection, granting exclusive rights to the trademark owner, and helps prevent unauthorized use by competitors.
Visit Now: https://www.tumblr.com/trademark-quick/751620857551634432/ensure-legal-protection-file-your-trademark-with?source=share
ALL EYES ON RAFAH BUT WHY Explain more.pdf46adnanshahzad
All eyes on Rafah: But why?. The Rafah border crossing, a crucial point between Egypt and the Gaza Strip, often finds itself at the center of global attention. As we explore the significance of Rafah, we’ll uncover why all eyes are on Rafah and the complexities surrounding this pivotal region.
INTRODUCTION
What makes Rafah so significant that it captures global attention? The phrase ‘All eyes are on Rafah’ resonates not just with those in the region but with people worldwide who recognize its strategic, humanitarian, and political importance. In this guide, we will delve into the factors that make Rafah a focal point for international interest, examining its historical context, humanitarian challenges, and political dimensions.
Military Commissions details LtCol Thomas Jasper as Detailed Defense CounselThomas (Tom) Jasper
Military Commissions Trial Judiciary, Guantanamo Bay, Cuba. Notice of the Chief Defense Counsel's detailing of LtCol Thomas F. Jasper, Jr. USMC, as Detailed Defense Counsel for Abd Al Hadi Al-Iraqi on 6 August 2014 in the case of United States v. Hadi al Iraqi (10026)
NATURE, ORIGIN AND DEVELOPMENT OF INTERNATIONAL LAW.pptxanvithaav
These slides helps the student of international law to understand what is the nature of international law? and how international law was originated and developed?.
The slides was well structured along with the highlighted points for better understanding .
In 2020, the Ministry of Home Affairs established a committee led by Prof. (Dr.) Ranbir Singh, former Vice Chancellor of National Law University (NLU), Delhi. This committee was tasked with reviewing the three codes of criminal law. The primary objective of the committee was to propose comprehensive reforms to the country’s criminal laws in a manner that is both principled and effective.
The committee’s focus was on ensuring the safety and security of individuals, communities, and the nation as a whole. Throughout its deliberations, the committee aimed to uphold constitutional values such as justice, dignity, and the intrinsic value of each individual. Their goal was to recommend amendments to the criminal laws that align with these values and priorities.
Subsequently, in February, the committee successfully submitted its recommendations regarding amendments to the criminal law. These recommendations are intended to serve as a foundation for enhancing the current legal framework, promoting safety and security, and upholding the constitutional principles of justice, dignity, and the inherent worth of every individual.
Car Accident Injury Do I Have a Case....Knowyourright
Every year, thousands of Minnesotans are injured in car accidents. These injuries can be severe – even life-changing. Under Minnesota law, you can pursue compensation through a personal injury lawsuit.
1. * GB785238 (A)
Description: GB785238 (A) ? 1957-10-23
Improvements relating to beer engines
Description of GB785238 (A)
PATENT SPECIFICATION
Date of filing Complete Specification: March 26, 1956.
Application Date: March 24, 1955 No 8549155.
Complete Specification Published: Oct 23, 1957.
Index at Acceptance -Class 116, B 4.
International Classification:-A 47 i.
COMPLETE SPECIFICATION.
Improvements relating to Beer Engines.
I, FREDERICK SIMPSON, of Cornwallis Foundry, Cheetharn Street,
Nechells, Birmingham 7, a British Subject, do hereby declare the
invention, for which I pray that a patent may be granted to me, and
the method by which it is to be performed, to be particularly
described in and by the following statement: -
This invention has reference to improvements relating to beer engines.
it is the general practice to connect the "pull" lever of a beer
engine to the associated piston rod through the medium of a connecting
means or "sling" as it is termed, 1,5 which has a pivotal connection
to a trunnion pin associated with an arm of the "pull" lever and with
a trunnion pin carried by a bracket fixed to the piston rod.
As constructed heretofore, however, the construction of the connecting
means aforesaid is such that when it is required to disconnect the
said connecting means a considerable degree of dismantling is
required.
The present invention has for its object the provision of an improved
connecting means which is simple in construction, efficient in
operation and which can be speedily and readily dismantled and
reassembled as and when required.
Accordingly the invention consists of a beer engine in which the
"pull" lever is connected to the piston rod thereof by a sling
comprising a pair of bars, each of which is provided at each end with
2. a bearing adapted to engage the relevant trunnion pins, said sling
being provided also with a distance piece for spacing the said bars
apart and removable means for securing the bars to the said distance
piece in spaced relationship.
The invention also resides in a beer engine in which the "pull" lever
is connected to the piston rod through the medium of a connecting
means or "sling" which is conlPrice 3 s 6 d l structed, arranged and
adapted for use substantially as will be described hereinafter.
An embodiment of the invention will now be described with particular
reference to the accompanying drawing which illustrates the invention
in its application to a beer engine which as to its general features
is of conventional construction.
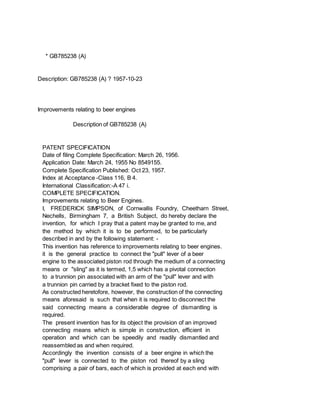
In the drawings:Figure 1 is a front elevation of a beer engine
constructed in accordance with the invention; Figure 2 is a side
elevation of Figure 1; and Figure 3 is a fragmentary view showing
separated the components of the connecting means employed in the beer
engine illustrated in Figures 1 and 2.
In the drawings, where desirable, like numerals of reference indicate
similar parts in the several views.
As illustrated in the drawing, the lowermost arm 101 of the pull lever
10 is provided with laterally projecting trunnion pins 102 whilst the
piston rod 11 has secured thereon by means of collars 12 and cotter
pins 13 a sleeve 14 which also is provided with laterally projecting
trunnion pins 141.
The pull lever 10 aforesaid which is fulcrummed to brackets 15 secured
to the support 16 in accordance with known practice is connected to
the piston rod 11 by a connecting means comprising two separately
formed bars 17 conveniently formed as brass castings each of which is
provided at each end with a bearing 171 adapted to be engaged with one
or other of the trunnion pins 102, 141 aforesaid by an endwise sliding
movement.
Substantially midway in their length each bar 17 is provided with a
hole 172 and through these holes are passed the screw threaded reduced
portions 181 of a 785,238 785,238 shouldered cylindrical distance
piece 18, the said distance piece being of a length such that when the
bars are in abutment with the shoulders 182 the bars 17 are spaced
apart at the required distance.
The reduced screw threaded end portions 181 of the distance piece 18
are engaged by nuts 19.
The cylindrical portion of the distance I fl piece 18 is of
substantially the same length as the length of the sleeve 14 which
also is substantially the width of the lower arm 101 of the pull lever
10 so that when the connecting means is assembled the bars 17 are i i
parallel.
3. For assembly purposes one of the nuts 19 is removed from the
associated screw threaded end portion 181 of the distance piece 18,
thus permitting of the removal of 2 ', the bar 17 held thereby.
The bearings in the other bar are then slidden over the respective end
portions of the relevant trunnion pins 102, 141.
The bearings in the detached bar 17 are .i slidden over the trunnions
102, 14 1 to be engaged thereby and the central hole 172 threaded over
the presented reduced screw threaded end portion, 181 of the distance
piece 18, whereupon the nut 19 is re-engaged 21 with the said end
portion and tightened until the bar 17 is in firm abutment -with the
presented shoulder of the distance piece 18.
When it is desired to detach the connecting means, removal may be
effected by un:2; screwing either nut 19 as may be preferred.
The means for connecting the "pull" lever of the beer engine to the
associated piston rod 14 hereinbefore described is simple in
construction, efficient in operation and admits of ready and speedy
dismantling and assembly as and when required.
* Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785239 (A)
Description: GB785239 (A) ? 1957-10-23
A method of manufacturing casting moulds and press dies
Description of GB785239 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
4. particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
PATENT SPECIFICATION
Date of Application and Filing Complete Specification: April 5, 1955.
785,239 No 9903/55.
St I Application made in Germany on April 5, 1954.
Complete Specification Published: Oct 23, 1957.
Index at Acceptance:-Classes 82 ( 1), YI, Y 2 (AI: K: M: Z 3: Z 5: Z
9: Z 12); and 83 ( 2), International Classification:-B 23 n, p
COMPLETE SPECIFICATION
A method of manufacturing Casting Moulds and Press Dies.
We, LICENTIA PATENT-VERWALTUNGSG.m b H of 31-32 Hohe Bleichen, Hamburg
36, Germany, a German Company, do hereby declare the invention for
which we Spray that a patent may be granted to us, and the method by
which it is to be performed to be particularly described in and by the
following statement: -
The invention relates to the manufacture of moulds and dies from
powdered steel or metal by the powder-metallurgy technique.
In the normal manufacture of machine parts and articles in this
manner, a measured amount of powder is placed in the die and moulded
into the shape of the machine part or article under high pressure The
part thus obtained is then ejected from the die and sintered at a more
or less elevated temperature.
Generally it is a question of machine parts or articles of a simple
shape such as gearwheels, levers, cams, sleeves and plain bearings
Parts which are hollow in shape can only be manufactured in a very
simple form because the moulding pressure acts predominantly only in
the direction of pressing In order to obtain in articles which are
long a uniform density in the direction of pressing, both the plunger
and die are removed Nevertheless the size of the machine parts and
articles which can be produced is limited.
In the manufacture of moulds and dies, which are necessarily larger in
dimensions, since they surround the machine part or article to be
manufactured therewith, particular care therefore has to be taken both
in design and in construction, and if necessary the known methods have
to be amplified or modified Thus, in the manufacture of moulds it has
been proposed to add to the iron powder a reducible binding agent,
which binds the powder to form a solid body during the sintering
process, and to omit the application of pressure On the other hand, it
is known to produce dies for metallurgical manufacture by pressing out
a master shape, made of carbon or graphite, with the simultaneous use
of pressure and temperature The die thus obtained now serves in 5 turn
for the manufacture of the article by the metallurgical process,
5. though care has te be taken that the sintering temperature during the
moulding process remains considerably lower than during the
manufacture of S% the die so as to prevent deformation of the latter
The grain size of the powder used for the die is so large that the
abrasion resistance of the die is so low in comparison with the
article manufactured with it, that 60 it can be removed by
shot-blasting.
The moulds or dies manufactured by these known methods have little
strength; they can only be used for the said purposes, but not as
moulds and dies in general, e g 65 for the injection moulding or
die-casting of parts consisting of synthetic material or metal; nor is
their density sufficiently uniform Moreover, narrow limits are imposed
on the configuration of the machine parts or 70 articles.
It is the object of the invention to provide a mould or die which has
greater strength, more uniform density and allows more freedom in
respect of shape and configuration 75 of the articles to be produced,
and which can more generally be used in the whole casting and moulding
technique.
According to the method of the present invention, the steel powder, or
the powder 80 mixture with non-metallic components is placed in a
pressure cylinder or in a corresponding die and is then subjected to a
preliminary compression, then the pattern or master shape is pressed
into the powder, and 85 the so obtained shaped body is subjected to a
sintering process If desired, after the preliminary compression, the
compressed powder may be partially or fully sintered before the
pattern or master shape is pressedd 90 785,239 in; if a partial
sintering is used, the final sintering is performed after the shape
has been formed by the impression of the master piece or pattern.
Which of the two methods can be used to the greater advantage in any
particular case depends on the size and shape both of the mould or die
and on the article or machine part which is to be manufactured
therewith.
If the article is comparatively simple in shape, e g a mould for the
injection-moulding of a plate of synthetic material, it is advisable
to press out the pattern in the fully sintered body, that is to say to
apply the method of stamping with the difference that instead of the
pattern being pressed in, the future mould is pressed over the
pattern.
The purpose of this method is to increase the strength in the marginal
zones of the mould thus produced.
If the article is not so simple in shape, however, and if it has
comparatively large dimensions in the direction of pressing, the
pattern is preferably forced into the powder after its preliminary
compression, i e without having been sintered In this case it may be
6. an advantage to apply heat while the master shape is being pressed in,
the heat application may be carried out at constant temperature or
progressively even up to the sintering temperature For this purpose,
the pressing operation may be prolonged accordingly and extended over
the period of the rise in temperature The heating may also be limited
in place and time, e g by inductive heawing with high-frequency
currents, so as to obtain a density and pressure distribution adapted
to the configurwaion of the master shape or pattern through the
various stages of the sintering process, with the object of obtaining
the same strength and density all over the finished mould or die,
which is re-sintered if necessary.
Since the powders do not flow plastically during the pressing
operation, they become compressed predominantly in the direction of
the pressure application In order to obtain an improved lateral
compression and hence an extended field of application as regards the
shape of the machine parts and articles, it is further proposed
according to the invention that vibrations of a suitable frequency and
amplitude e g ultrasonic, should be superimposed on the pressing
operation during the moulding or the forcing in of the pattern, or
should precede the moulding operation The moulding operation may
likewise be slowed down so as to obtain a more prolonaed action of the
vibrations and hence a more uniform and areater compression of the
powder Particular attention should then be paid to the natural
frequency of the whole system because at it the effects are at their
stroncest.
As a further means for increasing the uniform density of the future
mould or die it is proposed, according to a further development of the
invention, that while the master shap_ is being forced into the
sintered powder, a resilient ineans for holding dovxn the 70 powder
should be used in addition to the press plunger, which means surrounds
laterally the pattern at the sides and presents the powder from rising
when the pattern is forced in By the use of this device, it is 75
prevented that the upper layer of powder.
which has already been subjected to preliniinary compression becomes
loosened again when master shapes of large dimensions are impressed 80
In general, the complete mould or die ill consists of two parts, a
lower part and an upper part Only with more intricate or complicated
machine parts or vw-ork pieces will the mould or die be composed of
more 8 s parts it tollovw-s that the master shape or pattern, which is
used to produce the individual parts of the mould or die, only
corresponds to a portion of the machine part or article to be
manufactured in the mould or 90 die.
The manufacture of casting and moulding dies by powder rmctallurey
produces the porous steel mould in contrast to the known sand mould As
7. in sand casting, it is gas-95 perrnieo' the oinvent N otfier bhe au
iitional advantage that, by the selection of the grain size and shape,
of the compnsition of the povwier mix'ures, if necessary with the
additior ou ceramic p c lers, e g of chain 100 ote, porce'a n or of
coal or graphite and of the pressure, the sintering time and the
sintering termp Lrature, it is nossible to de ermine this Gas
permeability as desired and to adapt it to the particular require-105
ments Finally, by arranging powder mixture of different compositions
in layers, different porosities can be obtained at different regions
of the mould.
If gas-permeability is not required, how ll G ever, the mould or die
according to the invention may be rendered gastight by subsequent
impregnation with metals which are easily melted, such as copper,
zinc, and aluminium, and the strength of the mould or ii die is
frequently increased as a result.
Although a considerable increase in strength can be obtained by means
of a higher carbon content and by alloying additions to the iron
powders, by increased com 120 pression pressure, and if necessary by
means of a higher or more prolonged sintering temperature as well as
by means of subsequent hardening or anneal Inc of such products made
from sintered steel, neverthe 125 less the tensile strength which can
be obtained is not always sufficient to withstand stresses which occur
in certain cases such as for moulds for injection and compression
moulding in the processing of synthetic 130 materials.
785,239 In order to meet these requirements it is proposed to place
the moulds or dies, after their manufacture, in steel containers and
to fill the spaces between the mould or die and the container by
casting into these spaces metallic or ceramic materials in order to
increase the resistance to pressure.
The steel container then takes up the higher stresses which arise when
the mould is used for injection moulding or compression moulding
Instead of placing the finished mould or die in the container, simple
moulds or dies may be produced in the container.
1 S In the other hand, for medium stresses and simple shapes,
strength-increasing inserts may be used, such as angle-irons, hooks,
anchors or bands inserted in the powder during manufacture For
example, in simple, substantially cylindrical moulds or dies, spiral
coils or wires having a high tensile strength may be pressed in during
the moulding to take up the tensile stresses.
Since a glass-hard surface can also be obtained with sintered steel by
means of surface hardening by one of the usual casehardening
processes, and the surface can be polished, nickel-plated or
chromium-plated, the wear-resistance can be adapted to the particular
requirements.
8. * Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785240 (A)
Description: GB785240 (A) ? 1957-10-23
Protecting finger tab and ripper for adhesive tapes
Description of GB785240 (A)
COMPLETE SPECIFICATiON
Protecting Finger Tab and Ripper for Adhesive Tapes.
We, ETAP,LISSEME,NT EXPLORA, of 33
Hauptstrasse, Vaduz in the State of Liechtenstein, a corporate body
constituted in accordance with the laws of Liechtenstein, do hereby
declare the invention, for which we pray that a patent may be granted
to us, and the method by which it is to be performed, to be
particularly described in and by the following statement:
The present invention relates to a protecting finger tab and ripper
for adhesive tapes.
The conventional adhesive tapes available on the market are usually
supplied in rolls for utilization in combination with various types of
dispensing devices which permit of the attachment of more or less
accurate lengths of the tape required for various purposes. Most of
these devices are usually designed for insertion of the roll from
which desired lengths of the tape may be unwound and torn off by means
of a cutting member incorporated in the dispensing device and having a
serrated edge. Such devices, however, are usually relatively
complicated and therefore expensive. In most instances it is moreover
difficult to detach a specific required length of the tape with clean
ends without the additional use of scissors or any other cutting
device.
9. Furthermore, adhesive tape dispensers designed for office use are
unsuitable for carrying compactly, e.g., in a document case or in a
pocket of an article of clothing.
The present invention comprises the combination of a roll of adhesive
tape and a finger tab having at least one smooth face by which the tab
may be attached to the adhesive face of the tape to enable the tape to
be drawn off the roll by gripping the tab with the tape and having at
least one ripping edge so that the tab after withdrawal from the tape
can serve as a ripper and be re-attached. The tab preferably has at
least one serrated ripping edge. It may be distributed for sale
attached to the end of the tape by the adhesive thereof so as to be
ready for use.
A preferred form of tab for use in the combination aforesaid is in the
form of a rectangular plate which has been pressed ox moulded of
non-metallic material and has a smooth surface and opposed parallel
finely serrated, bevelled, ripping edges and which is attachable by
way of its said smooth surface to the end portion of the adhesive face
of the tape to form the finger tab fos drawing tape from the roll and
which has parallel non-serrated side edges whereby it can be readily
gripped and stripped off the adhesive face of the tape, the dimensions
oS the tab being as hereinafter given. Nevertheless various other
forms of the tab may be used in the combination as for example are
hereinafter described and illustrated.
The foregoing and other objects of the present invention will be
evident from the disclosure in the specification and the accompanying
drawings, wherein:
Fig. 1 is a perspective view of a conven- tional roll of adhesive
tape, showing the novel protecting and ripping tool stuck to the free
end portion of the tape. Figs. 2, 2a and 2b are views of the tab.
Fig. 3 is a plan view showing another forin of the novel finger tab
and ripper according to the present invention,
Fig. 4 is a side elevation of a conventional roll of adhesive tape and
showing how to use the tab to detach an unwound specific length of
tape from the roll.
Figs. 5 to 13 inclusive, are plan views, showing further convenient
forms of the novel finger tab and ripper.
Figs. 14 to 19 inclusive, represent front elevations and plan views of
still further possible forms.
The reference numeral 1 designates an adhesive tape, having one
surface coated with an adhesive substance, in the conventional,
commercially available form of the roll 2.
In a preferred embodiment of the present invention, the novel tape
protecting and ripping tool consists of a small plate 3 of celluloid,
or any other similar material of substantially rectangular shape
10. having at least one smooth surface and at least one straight and
preferably serrated ripping edge 4.
Normally, i.e. when no tape is to be used.
the smooth surface 4a of the tab 3 is made to adhere to the adhesive
coated surface at the free end portion of the tape l, as shown by Fig.
I. As may be most convenient, the tab 3 may be stuck transversely or
longitudinally. It will be apparent that for unwinding any required
length of the tape, its end may be seized by gripping the tab 3 which
avoids touching the adhesive surface with the fingers and prevents the
tape from getting dirty. It will also be appreciated that, in the
event of a specific length of tape being required to be stuck on a
base sheet of paper 5 or the like, for example from point A to point
B, the tab 3 enables accurate adjustment of the transverse edge of the
free end of the tape I to the initial point A first.
before fixing the said length to the base 5.
After detaching the tab 3 from the end of the tape 1 at A, it may be
placed across the tape at the terminal point B of the length
A-B, as shown by Fig. 4. and the tape torn off accurately along the
ripping edge 4 of the tab 3 by pulling at the roll 2, thereby avoiding
any waste of material.
The plate 3 is then fixed again in the manner already described at the
ne.Sr end of the tape 1.
The tab edges A, may be finely serrated in bevelled margins of the
tab.
A rectangular tab about l-'" long and -f" wide and having the features
shown in Figs.
2a and 2D serves well with about 30 serrations along each long edge.
The tab enables the adhesive tape to be drawn off the roll and severed
to specific lengths without the additional use of scissors or any
other cuttinb means, avoiding unnecessary waste and scrap.
It will be observed further, that the tab does not necessarily need to
consist of a flat rectangular plate, but may be angular or wedge-like,
and of circular or any other suitable contour, e.g. as shown in Figs.
to 19.
It will further be appreciated that the ta may be provided with
suitable advertise text and or some appropriate picture of indicia.
What we claim is:
1. in combination with a roll of adhesive tape a finger tab having at
least one smooth face by which the tab may be attached to the adhesive
face of the tape to enable the tape to be drawn off the roll by
gripping and pulling the tab with the tape and having at least one
ripping edge so that the tab after withdrawal from Qle tape can serve
as a ripper and be re-attached.
2. In the combination according to Claim 1, the feature that the tab
11. has at least one serrated ripping edge.
3. In the combination according to Claim 1 or 2, the feature that the
tab is attaches to the end portion of the adhesive face of the tape by
pressure and can be stripped off.
4. For use in the combjnation of Clairr 2 or 3 (insofar as appendant
to Claim 2) finger tab in the form of a rectangular plate which has
been pressed or moulded of nonmetallic material and has a smooth
surface and opposed parallel. finely serrated. be'.- elled, ripping
edges and which is attachable by way of its said smooth surface to the
end portion of the adhesive face of the tape te form the finger tab
for drawing tape from the roll and which has parallel non-senrated
side edges wherebv it can be readilv tripped and stripped off the
adhesive face of the tape, the tab being of the dimensions herein set
fort.
5. The combination of a roll of adhesive tape and a tab substantially
as herein described with reference to Fig. l of the accompan8ing
drawings or where the tab i modified according to anv one of Figs. ^
2b, 3 or 5 to 19 of the accompanvin drawings.
* GB785241 (A)
Description: GB785241 (A) ? 1957-10-23
Improvements in or relating to insulated wire
Description of GB785241 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
PATENT SPECIFICATION
Inventors: HANS DANNENBAUM and HANS JOACHIM BECK 785241 Date of
Application and filing Complete Specification: May 25, 1955.
12. No 15094/55.
Complete Specification Published: Oct 23, 1957.
Index at acceptance:-Classes 2 ( 5), R 3 D( 1: 2 A: 2 B: 2 C: 3:4:5:
8: 9 10: 11:16), R 3 T(I: 2), R 32 (D 1: D 2: D 5 E 8: G 2); 2 ( 6), P
4 A, F 4 D( 2 3 A: 3 X 8), P 4 K( 4: 7: 9: 11), P 4 Pl(B: C: El: E 3:
E 4: X), PIP( 5: 6 B: 6 D: 6 X), P 4 T( 1 X: ZA), P 7 A, P 7 D 2 A( 1:
2 A: 21: 4), P 7 K( 4: 9), P 7 PA(B: C: El: E 3: E 4: X), P 7 P( 5: 6
B:
6 D: 6 X), P 7 T(l X: 2 A), P 9 A, P 9 D(Bl:B 1 103: 2: 3: 8), P 9 K(
4: 6: 7: 9: 1 l), P 9 P 1 (B: C: El: E 3: E 4: X), P 9 P( 5: 61: 6 D:
6 X), P 9 T(IX: 2 A), P 11 A, PI 1 D( 2 A: 6), Pll K( 4: 9), P 11
PI(B: C: El: E 3 E 4: X), PIIP( 5: 6 B: 6 D:
6 X), Pll T( 1 X: 2 A); and 95, B 43.
International Classification:-B 05 CO 8 f, g.
COMPLETE SPECIFICATION
Improvements in or relating to Insulated Wire We, DR BECK & Co
GESELLSCHAFT MIT BESCHRANKTER HAFTUNG, a German Company of Eiselensweg
7, Hamburg 28, Germany, do hereby declare the invention for which we
pray that a Patent may be granted to us, and the method by which it is
to be performed, to be particularly described in and by the following
statement:-
This invention relates to processes for producing insulated wire.
It has long been known to protect wires, such as are employed in the
manufacture of coils, lead-in conductors and windings of all kinds by
coating with an insulating lacquer for the purpose of protecting them
from all disadvantageous effects such as short-circuits, current
leakage and damage due to contact.
This art is now highly developed and constitutes a large independent
industry.
Even the highest-quality insulating lacquers hitherto employed have
disadvantageous properties Such lacquers consist of a resin compound
which amounts to about 30-60 % of the total mass, and of volatile
solvents The latter constituent is very troublesome from both the
economic and the industrial viewpoints The application of a film of
lacquer of a given thickness necessitates a number of repeated
coatings which number increases in proportion as the solid content of
the lacquer is lower The removal of the solvent vapours requires an
effective suction device and causes considerable difficulty in the
regulation of the temperature The presence of volatile solvents is
also highly detrimental to the lacquer films, from which they can only
be removed in an incomplete manner and with great difficulty.
The solvents employed are generally highly inflammable and their
vapours explosive, so that they always constitute a source of danger.
Since these solvents are very rarely recovered, they considerably
13. increase the price of the lacquer and thus set definite limits on the
quality of the product.
The invention consists in a process for producing wire insulated with
synthetic resin wherein a mixture of a liquid unsaturated
polymerisable polyester resin with a copolymerisable monomer, having a
lower molecular weight than the resin and temporarily acting as a
solvent for the resin, is applied one or more times to the surface of
a travelling bare or fibre-covered wire in the usual manner, but
without the use of a volatile conventional lacquer solvent, and
wherein after each application each layer is polymerized on the
travelling wire in one or more heating zones, under the influence of
heat and a peroxide catalyst.
The lacquer applied by a process in accordance with the invention
therefore differs considerably from the known type of wire lacquers
The polymerisable polyester-resin is dissolved in a liquid of
unsaturated and therefore still polymerisable character, which
temporarily acts as a solvent The polymerisable solvent is
copolymerised, and thus solidified on the surface of the wire coated
therewith, with the polyester resin, uinder the influence of the
catalyst and the oven temperature, so that the insulating layer of
synthetic resin is formed only on the surface of the wire The
substance serving initially as a solvent is chemically combined in the
synthetic resin film formed and is thus itself employed almost
completely as a synthetic resin The degree to which the ideal case of
% utilisation of the material is approached depends upon various
factors.
2 785,241 It has been found that the most favourable results are
obtained if systems having the lowest possible vapour pressure and the
highest possible speed of polymerisation are used.
It has further been found that a process in accordance with the
invention may be improved if the following conditions ( 1) and ( 2)
are observed:1) The unsaturated polyester resins employed should have
the lowest possible volatility, should be highly thermostable and
highly suitable for the formation of mechanically high-grade, strongly
adhering lacquer films, and should contain interspersed double bonds,
from which the cross-linking with the copolymerisable monomers may
proceed.
Experiments have shown that readily obtainable substances suitable for
this purpose are those of the unsaturated long-chain ester type, which
may be produced from a mixture of a saturated or unsaturated
polyhydric alcohol and a polybasic saturated or unsaturated acid There
is an extremely wide range of such starting materials available more
especially with regard to the factors which have proved to be
specifically valuable for wire resins (inclusion of long-chain,
14. elasticising components), and many variations are possible in the
method of applying themn LO the wire There may be mentioned by way of
example as representative of the polyhydric alcohols substances such
as glycol, the isomeric butanediols, hexanediol, and if desired to
some extent the known triols (glycerine, hexanetriol and
trimethylolpropane) or the rnonoethers thereof As acids, in addition
to saturated compounds (for example the dicarboxylic acids such as
succinic acid, glutaric acid, adipic or sebacic acid, or tricarboxylic
acids such as citric acid, or aromatic acids such as the phthalic
acids) there are used unsaturated compounds, for example such as
maleic or fumaric acid, itaconic acid, and aconitic acid The resins
are generally so prepared that elongated chains are formed, in which
the numbers of esterified OH and -COOHgroups are equal to one another
and which contain between 2 and 4 double bonds upon an equivalent
weight of 1000.
2) It has further been found that a definite quantity of ether oxygen
is essential in thz unsaturated polyester resin if non-sticky, smooth
lacquer surfaces resistant to ageing are to be produced The
introduction of ether oxygen can be effected in various ways Thus,
polyhydric alcohols may be employed in the form of their ethers, for
example by using compounds of the polyglycol series corresponding to
the following general formula:
HO-(CH, CH -O)11-H (n=at least 2).
In such cases, carbon-oxygen chains of considerable length may be
introduced which produce the numerous ether bridges having a high
elasticising effect, that is to say, precisely what is particularly
desired in wvire lacquers.
Alternatively, for example, glycerine monoethers or ether-carboxylic
acids may be employed, for example the known diglycollic acid:
HOOC-CH 0-COHN-COOH or, for example, HOOC-CH,-0-C Ad -Cat-O 1 _-o, -'
-0-CH 2-COOH.
In addition to the polyester resin produced with due regard to the
factors mentioned under 1) and 2), unsaturated compounds of lower
molecular weight than the resin are employed in the process in
accordance wi-th the invention Preferably the molecular weight of
these compounds lies between 100 -and500 These compounds are intended
to perform a double function They are intended on the one hand to
serve temporarily as solvents, or diluents, or flow-regulating media
for the unsaturated polyester resins, until the instant when the
system produced from the polyesteresin and said unsaturated compound
is applied to the wire, and on the other hand to enter the lacquer
film as a resin component after the application to the wire, by
copolymerisation with the unsaturated polyester resin.
It has been found that readily polymerisable compounds having high
15. boiling points may be used with particular advantage for the purposes
of the present invention, since the losses due to volatiliration are
the lowest therewith Therefore, styrene will with advantage be
replaced by vinyl toluene or dichlorostyrene, and to some extent also,
for example, by vinyl carbazole, or by unsaturated esters derived from
mono or polyr-hydric alcohols and mond 6 or poly-basic acids, such for
example as maleic acid, citric acid, aconitic acid, or allyl alcohol,
or by mixed esters such as those of glycols, dicarboxylic acids and
allyl alcohol The range of such compounds is extremely varied and is
limited in practiccnly by economic considerations or by the technical
properties which it is desired to develop in each case.
It has furthermore been found that it is possible to produce, in
addition to the aforesaid exceptional wide range of variation from the
viewpoint of synthesis and raw materials, a further improvement of the
material, which amounts substantially to a refinement The unsaturated
polyester resins produced always contain a quantity of free OH and
COOHSO s O 7 $ 5,241 They themselves contain an ample quantity of
ether oxygen and are capable of drying (in the sense in which this
term is used in the lacquer art) and of transmitting this drying to
other systems They thus resemble in this 70 respect the compounds with
ether oxygen mentioned under point 2) Finally, they are apparently
capable of reacting with double bonds and therefore of additionally
providing cross-linkages which constitute an intensifica 75 tion of
the effects attainable by polymerisation Since such resins are in
addition readily obtainable and cheap, their use affords a
considerable economic advantage.
In a conventional wire-lacquering machine, 80 the wire coated with
liquid lacquer enters a horizontal or vertical lacquering tunnel, in
the gas chamber of which temperatures between 300 C and over 400 C may
obtain.
The travelling wire naturally does not by any 85 means reach these
temperatures, but peak temperatures of up to about 2500 C may be
expected on its surface.
The lacquer systems employed in processes in accordance with the
invention, which are 90 intended to form a film on the surface of the
wire, reach their optimum state only as a result of a chemical
reaction taking place on this surface, which reaction requires, in
addition to heat, the presence of catalysts It has 95 been found that
particularly suitable catalysts for the purposes of the invention are
those of the organic peroxide type.
Regard must be had to the fact that the conditions existing on the
surface of a travel 100 ling wire lacquered in accordance with the
invention are different from those existing, for example, in casting a
resin also having a polyester resin base A particular difference is
16. that in the case of the casting resin a time of 105 possibly many
hours, is available for completing the polymerisation, although at
substantially lower temperatures, while the present process must be
completed in a very short time on the wire The transit time of a point
110 on the surface of the wire normally amounts only to about 15-30
seconds Therefore, a relatively high catalyst concentration must be
used and contain peroxides which are to some extent thermally stable
and do not imme 115 diately decompose It must here be borne in mind
that only a small fraction of the radicals formed is utilised in each
case for exciting a polymerisation process, this fraction being
smaller in proportion as the double bond 120 concentration decreases
In addition, the wire undergoes a temperature drop in the normal oven,
that is to say, it passes through a series of temperature zones
merging gradually one into the other If the evaporation of the 125
monomers takes place substantially more rapidly than the
polymerisation occurs at the beginning, considerable losses of monomer
must be expected.
It has been found that these disadvantages 130 groups, partly as end
groups and partly as residual impurities These give rise to
disadvantages such as increased sensitivity to water, corrosion on
metal surfaces (e g.
S formation of verdigris), and unfavourable dielectric behaviour, such
for example as considerable dependence of the loss factor upon heat
and moisture, low destructive strength and the like.
In cases where such impurities emanate from uncombined residues of raw
materials, they are relatively easy to remove, for example by simple
emulsification in an ample quantity of warm water, which washes out
the residues of water-soluble glycols and acids Absorbed or adhering
water is separated off and removed at moderate temperature in vacuo In
addition, free carboxyl groups may be removed by neutralisation Since
a quantity of particular metals having an activating action, such as
cobalt or manganese or lead, e g as soaps, may in any case be
desirable in the subsequent polymerisation and is introduced therein,
the introduction of these metals may be effected at this stage, by
emulsifying in the acid-containing resin melt, with careful exclusion
of air, readily decomposable compounds of these elements, such as
finely pulverised carbonates, hydroxides or acetates, and removing
water, carbon dioxide or acetic acid in vacuo and under heat Such "
siccativated" polyester resins are particularly active.
Another convenient method resides in reacting the resins, the
disturbing residualgroup content of which has previously been
analytically determined, with isocyanate compounds As is known, the
isocyanate group rapidly reacts with OH or COO 1 groups with the
formation of urethane groups or (with evolution of carbon dioxide) of
17. acid amide groups, all the OH residues disappearing.
It has been found that it is particularly advantageous to use modified
isocyanates prepared from the readily obtainable isocyanates by
partial reaction with unsaturated polymerisable mono-or-poly
hydroxylic compounds Thus, for example, a reaction product consisting
of 1 mol of toluylene-diisocyanate and 1 mol of allyl alcohol is
highly suitable for eliminating the troublesome residual groups
present, by exchanging them for the polymerisable allyl group.
A further possible method is the reaction of residual COOHgroups with
synthetic resins, which can readily be obtained from hydrocarbons, for
example xylene, and formaldehyde with acid catalysis, and which have
become known in literature under the name XF-resins (Angewandte Chemie
AUSGABE A 1948, Part 4, pp 88 et seq) These very reactable substances
can readily be reacted with acid groups with formation of benzyl
esters and are thus capable of reducing high acid indices to extremely
low levels.
785,241 are avoided if the catalyst substance employed is not a single
peroxide, but a mixture of peroxides of (a) the type which decompose
at relatively low temperatures and therefore initiate the
polymerisation at the very beginning of the temperature increase, and
(b) of the type which remain "live" at high temperatures, that is to
say, which do not emit radical streams until shortly before, or at,
the time when the peak temperatures are reached.
For example, a mixture of benzoyl peroxide (decomposes about 80 C),
dicyclohexyl peroxide ( 1200 C) and tertiary butylperbenzoate ( 160 C)
may be employed Of this mixture, each constituent is only active when
its "response temperature" (bracketed values) is reached This system
has in addition the advantage that the activated lacquer is much more
highly stable and much easier to process at room temperature than when
only one -catalyst responding at medium temperature is employed.
The choice of the particular method of polymerisation which is to be
applied also depends upon the nature of the monomer chosen It is
readily apparent that monomers which polymerise with difficulty
necessitate the use of large quantities of catalyst or else relatively
large losses result As has already been stated above, the
polymerisation process may also be assisted by the addition of
activating metals, such as cobalt and manganese.
Finally, it has been found that the best results are achieved if a
modification is also made to the known lacquering machines The object
of this modification is to give the polymerisation a sufficient start
over the evaporation, that is to say, to apply a corresponding
temperature drop This can be simply achieved by connecting on the
input side of the usual heating duct a pre-heating oven, the
temperature of which is in each case adjusted to such a low level that
18. only a very small evaporation can occur, but that the polymerisation
commences For this purpose, temperatures of 200 C + 50 C are generally
sufficient Such an oven may with advantage be provided with ultra-red
radiation which heats mainly the surface and therefore leads to a
rapid closing of the surface The preheated and initially polymerised
wire then leaves this pre-heating oven and enters the actual heating
duct, in which its hardening is completed Thus the complete final
polymerisation is effected in a number of successive elevated
temperature zones through which the travelling wire passes.
The types of lacquer employed in accordance with the invention exhibit
moderate sensitivity to excessive room warmth In addition, the danger
exists that if a relatively large quantity of lacquer is present it
may polymerise by spontaneous heating (heat of reaction) or become
inspissated or even solid.
L' a relatively large quantity of wire lacquer was introduced into a
storage tank without special precautions, and was circulated between
the machine and the storage tank, this would be disadvantageous
However, these 70 difficulties may be avoided in various ways, for
example by introducing catalysts having the highest possible response
temperature or by addition of inhibitors, such as polyvalent phenols
or small quantities of quaternary 75 ammonium salts, or by providing a
cooling device which manitains the activated liquid mixture at a
temperature below 20 C and by feeding only a small proportion of the
mixture to a bath heated to the lacquering 80 temperature immediately
before it enters the lacquer container of the machine In addition, it
is expedient to exclude the air from relatively large storage
containers, for example by the introduction of carbon dioxide gas 85
The advantages of processes in accordance with the invention are very
considerable The entire technical and financial burden of the volatile
solvents, with the high-performance exhaust fans necessary therewith
and the 90 constant danger of ignition, is eliminated.
The replacement of the readily combustible and highly volatile
components, such as hydrocarbons and alcohols, by very sparingly or
extremely sparingly volatile monomers 95 considerably increases the
safety of operation in the wire lacquering department The raw
materials employed are utilised to a high degree, storage space is
saved, and dispatch and transport are substantially more economi 100
cal The quality of the lacquered wires produced in accordance with the
invention is outstanding The films adhere excellently to the metal,
are highly resistant to heat and oxygen (resistant to ageing), are
proof against 105 surface leakage currents and exhibit good electric
insulating properties, while having good to satisfactory surface
hardening and resistance to abrasion The sensitivity of the films to
water and solvents is low A further 110 advantage resides in that the
19. new type of lacquer adheres particularly strongly to glass fibres,
more especially to glass fibres free from alkali, and is therefore
particularly suitable for the lacquering of wires covered with 115
glass fibres.
It is furthermore possible to modify the polyester components employed
for the lacquer bath by the introduction of silicone groups The high
temperature resistance 120 especially important in lacquered wires is
thereby produced This effect can be heightened by the addition of
special monomers, for example polymerisable cyanuric acid esters.
Finally, it has been found that lacquered 125 wires produced in
accordance with the invention, more especially fibre-covered wires,
may be Improved by a thermal after-treatment (tempering), for example
by storage for several hours at temperatures between 80 and 1500 130
785,24 1 maleic acid compounds, which are deposited on all the colder
parts of the installation, is observed-as: also, in, Part 1 a) After
somre time, the product is cooled under a vacuusi and then under
carbon dioxide and is dissolved 70 with a monominer (for example
corresponding to Part 2) together with a stabiliser, for example 005 %
by weight (calculated on tihe total quantity') of hydroquinone.
In Parts a) and b), as in motst other caises, 75 it is advantageous
to' choose the smallest possible quantity of monomers, normally about
tol 40 % by weight The condensation should generally be carried so far
that acid indices beloow 30, and as far as possible of 80 about 10 to
15, and OH-equivailents as far as possible of about 2,000 or' more,
are obtained.
c) In the same apparatus as described under a), 74 g of anhydrous
lyceine anld 224 g of dehydrated castor 'oil fatty acid are 85 first
mixed and this mixture is slowly eated under the protection: of CO,
to, a femperature of 1800 to 2000 C Some water (max 14 cc) is split
off and is removed with the ilowing protective gas The heating is
continued until 90 the acid index hasi fallen h Mlow 10, the product
is cooled and purified by 'extraction till 142 g remain therein This
dehydrated castoi oil fatty acid monoglyceride ( O 4 mol) is mixed
with 198 g of 1 4-butanediel ( 2 1 mol), 95 240 g of triethyleneglycol
( 1 6 ntol), 296 g.
of p'hthalic acid anhydride and 196 g of maleic acid anhydride The
furthe 2 r procedure is as describled in the preceding parts: the
product is first heated for 1 5 hours at 1500 to 100 1600 C under
reflux, whereafter the temperature falls to 1400 toi 1300 C, a slight
separation of water immediately commences: and then the apparatus is
changped over to distillation and the water which continues to be
split 105 cef is driven off under constantly flowing protective gas:
(GO,) The temperature rises slowly to, 2000 C anld after four hours is
tem, porarily loweredi to: 1300 C, a first water extraction, being
20. effected under a moderate 110 vacuum: (about 80 to'100 mm') During the
next three hours, the temperature is raised to between 2000 anld 210 C
and during the last two, hours first a moderate vacuuuml and then a
high vacuum is applied Finally, the product 115 i: cooled under carbon
dioxide, g of very finely plowdered hydroquinone is added at about
120:0 C fcr tirc purpose of stabilisationt, and the brownish: and
almbost limpid resin, which has meanwhile become somewhat vis 120
cons, is finally tapped off (yield 950 g) When copolymerised with one
of the monomers mintioneld bblew it give a definitely scfter and more
elastic resin than: the types free from fatty acid 125 PART 2
PRODUCTION OF SYNTHETIC MONOMERS.
A condensation apparatus as described in Part 1 (a) of the Example is
employed for the C or by a brief passage through a heating zone, for
example an infra-red duct Such after-treated wires have particularly
good thermal stability and exhibit particularly high S dielectric
values.
EXAMPLE.
PART 1 PRODUCTIONOF UNSATURATED POLYESTER RESINS.
a) In a condensation apparatus: provided with an agitating mechanisms
a reflux condenser, a distillation cooler and a calibrated receiver'
or a calibrated water separator, 250 g.
of ethylene glycol, 660 a g of trielthylesne glycol, 390 g of maleic
acid, anhydride: and 590 g oe phthalic acid anhydride are first heated
at 1502 to 16 Y' C under reflux An increasing separation of water
immediately occurs with temperature reduction After two hours, the
reflux initially used is changed over ta distillation and the
tempwrature is gradually raised to 200 C within another four hours
From the beginning, the installation is; maintained completely free
from oxygen by constant flushing with carbon dioxide After thes four
homurs, the temperature is allowed to: drop to; between 850 and 900 C
and the apparatus is vigorously evacuated for about 30 minutes.
A considerable quantity of waver is thus removed whereaft Ler the
temperature is again raised to between 2000 and 2100 C, initially
without' a vacuum This temperature is first maintained foer one hour
under CO and thereafter under a constantly increasing vacuum: fcr 3
further hours Coc Eng is thereafter effected in vtacvou and theq Vac
Uum is remioved with CO, at about 1000 C One of the monomers described
in the following Part 2 is run into the still warm melt with an J
addition of a stabilising age nt, for example hydroquinone or pyricatp
eohin (about 005 %) The viscous condensation preduct is immediately
dissolved to form a clear, viscous very fluid resin system.
b) In the apparatus described under a) 440 g cf diethylene glycol and
250 g of ethylenie glycol are mixed and stirred with 395 g of maleic
acid anhydride and 595 g.
21. of phithalic acid anhydride The air is con-l plerely displaced fromn
the boiler by means of CO, whereafter the temperature is raised to
betweenr 1500 and 160 C, and an incipient separation of water and
lowering of the boiling temperature can: thein be observed After the
change-over to distillation, the temperature is gradually raised to
210 C and this temperature is maintained for 3 hours and then reduced
to 900 C, whereafter any remaining water is distilled off within about
45 minutes under a good vacuum The temperature is then raised to,
between 2000 and 2100 C still with the exclusion of oxygem-and heating
is effected first for one hour without a vacuum: and then for at least
thlee hours with the highest possible vacuuml An ample sublimation of
crystallised phtlhalic acid and 785,241 reaction, but the method of
esterification is somewhat differet and the op-ration is carried out
in solution The solvents emp.c yd-aromatic or halogeenated
hydrocarbons -here serve so remove the wvater of reaction, the
liberated water being deposited in known manner iu a water separator
The circulating scovent is preferably dried towards the end of the
reaction, as the esterification is thereby particularly promoted Here
again, the operation are always carried out with the exclusion of
oxygen or air This form of estzrification may alsoi be applied without
difficulty to the p oeiuction of the polyesters, but longer reaction
times are necessary for producing good products than in Parts la) to
lc).
a) 210 g of crystallised citric acid, 190 g.
ef allyl alcohol, 4 g c Q paratoluenesulphonic acid and 360 g of
toluene are heated to' boiling point in a glycerine batl A continuous
water separation immediately commences which finally leads within 15
hours to the separation of a total of 95 g of water, corresponding to
about 5 mol of water instead of the 4 mal initially calculated The
excess is due toi the fact that, in addition to the three msls, of
pure water of esterification and 1 mol of water of crystallisaticn, a
further mol of water is split off from, the citric acid molecule with
the formation or a new double bond.
When the separation of water has completely ended, the crude ester
formed is agitated intensively with dry magnesium carbonate at roomin
S temperature for some time in order to remove acid residues The
tsluene is r Len first distilled off at normal pressure and finally in
vacuo A gold-brown, thin liquid oil having an acid index of 5 to 7
remains and has a saponification number equivalent to that calculated
for an aconitic acid triallyl ester.
b) 130 g of allyl alcohol, 98 g of maleic acid anhydride and 200 g of
toluene are boiled under reflux for 8 to 14 hours in the presence of 2
5, of parateluene sulphonic acid and in the esterification apparatus
previously described, the circulating solvent being dried by means of
22. silica gel during the last two hours The mixture is then ccoled, the
tolluener solution of the crude ester thoroughlyagitated, (intensive
stirring for 1 hour) with g of magnesium carbonate (dry), and the
product is filtered and freed from toluene and residual allyl alcohol
in vacua The crude brownish wesr is purified in a vacuum column with a
free length of travel of 10 mim, under mmn Hg and with heating at 160
to 1800 C., by short-path distillason= and is obtained as a colourless
liquid ofl low viscosity, the acid index of which is 1 to 2 and the
saponification numtber of which conforms to the calculated value for a
maleic acid diallyl ester.
c) 150 g of dry triethylen' glycol are first heated for two hours
'aith 196 g of maleic acid anhydide at 1401 to 150 C under carbon
dioxide in the esterification apparatus previously described A viscous
honey-yellow liquid is formed 200 g of dry xylene, 130 g.
of allyl alcohol and 5 g of paratoluenesulphenic acid, and preferably
also a number of boiling stones, are added thereto and the mixture is
boiled with distillation-with the use of a silica gel drying cartridge
towards the end-and under carbon dioxide until the formation of water
has completely ceased.
After treatment with magnesium carbonate and filtering off of the
latter, the limpid brow 7,nish solution obtained is concentrated in
vacua with complete exclusion of oxygen, until all veoatile fractions
have been removed ( 15 mm Hg, bath temperature 150 to 160 C., 3 hours)
After cooling, a limpid or slightly misty, yellow liquid ef low
viscosity remains, which is made crystal clear by means of a Seitz
filter ard exhibits the saponification numbers calculated for mixed
rraleic acid triethyleneglycol diallyl esters.
PART 3 REFINING OF SYNTHETIC POLYESTER RESINS.
A specimen of a polyester produced in accordance with Part lb)
exhibited an acid index of 18 This number shows that there is one acid
COOH-group to one partial molecular weight of 3120, regardless of the
type of bond It is desirable to reduce this acid content.
a) Neutralisation with activating metal (by salt formation,):
625 g of the said polyester resin are mixed in a little b enzene with
an emulsion of 18 g 100 of freshly precipitated cobaltous hydroxide,
dried in vacua over blue gel, agitated and gradually heated to, 1805 C
under carbon dioxide, whereby benzen:e and a little moisture are
distilled off Finally, the heating is con 105 tin-ued in vacuo with
constant stirring, the temprerature being maintained at about 180 C
The cobalt compound is gradually dissolved The product is allowed to
cool under carbon dioxide and diluted, at about 800 C 110 with the
exclusion of air, with 300 g of styrene to which 05 g of hydro-quinone
has been added.
The resin thus produced exhibits the substantially lover acid index of
23. about 4 to 6 and 115 is; particularly suitable in order to, introduce
small quantities of cobalt into oether resins.
Since its metal content amounts to about 1 %, additions of this resin
amounting to between 1 and 2 % are sufficient for the activation of
120 other resins.
b) Blocking with isocyanate reactants:
The resin having an acid index of 18 mentioned in section a) of Part 3
also may exhibit an OH 1-equivalent of 2,000, that is to say, 125
there may be one OH-group (= 17) to 1 equivalent of 2,000 Toluylene
diisocyanate was 785,241 from the reaction mass within a further 30
minutes below 140 " C, the reaction mass at first fcanin g vigo rcusly
The mixture is then allowed to cool under carboni dioxide, and a
inixturz of 50 g, of maleic acid diallyl ester and 50 g ef traleic
acid tri-thylene glycol diallyl miixed ester is added at below 1000 C,
and the carefully colo Led mixture is used for the -wire lacquering.
employed for the following reaction.
bl) 0 5 mole toluyler A -diisoicyanate (-87 g.) are required for each
2,000 g of the said resin in, order to, block the hydroxyl groups,
that is to say, 4 35 g toi each 100 g Also, a further 87 g are
required to each 3120 g in crder to' block the free carbloxyls, that
is to say at further 2 90 g to, each 100 g In round figures, a total
of 7 25 g of the said substance is added to, 100 g of resin If the
copolymerisable ronrier is not quite pure, further additions may be
necessary for this reason.
The monomer is first stirred into' a givent quanlitity of resin, for
example by mixing 1 kg.
of polyester resin with 500 ' g of maleic acid diallyl ester (see
section b') of Part 2 above), followed by stirrirg 72 5 g of thei diis
ozyan te ard-as inhibc against spontane Gus plc miezisatiorl-0 2 g b
nzcquinon e into' this mixture After standing for severall hours, the
resin mixture behco'n S cosiderably tiolter and mnore viscous A
peroxide catalyst is added and the further procedure is as describe I
below.
bi 2) 174 g of soluylene diisocyanate are dissolved in 250 g of pure
aconitic acid triaillyl ester (section a) of Part 2 above) and slowly
mixed with 58 g of dry distilled allyl alcohol with stirring and
coaling, air and moisture bieing excluded preferably by dry CO 0 1 g
of benzoquinone is added as inllibitor The temperature should not
exceed 250 G After standing over night, a' substantially 50 % solution
of toluylene -ionio-allylurethanzmonoissocyaniate is formezd, the
equivalent weight of which is 232 Therefore, to g of the above
polyester resin 38 4 g of this mixture (including 19 4 g of triester)
are introduced subsequent to' the addition of 30 6 g of the triester
to the resin, anid the whole carefully mixed, mcisture again being
24. excluded After at least six hours,,, the clearly thickened miixture is
capable of being worked up', and maay be worked ups after addition of
the catalysts.
c) Reaction' of polyester resin with hydrocarbons resin:
g of the polyester resin having an, acid index cf 18 are mixed in, a
three-neck flask provided with arn agitating mechanism, a carbon
dioxide feed duct, a distillation cooler and a condenser, with 20 g of
technical xylene-fornsald'hbiyde resin 30 mg of extrefmily finely
pulverised, anhydrous zinc chloride are added thereto and the mass is
slowly heated toi 135 -1400 C with constant stirring under carbon
dioxide, any overheating, and especially any temperature increase
above 1500 C, being carefully avoided This temperature is maintained
for about 30 minutes A light foaming and separation of water indicate
the conmmencement of a reaction Finally, an increasingly strong vacuum
is applied and all volatile fractions are removed PART 4
WIRE-LACQUERING OPERATION mi a horizontal lacquering mrachind with six
75 to seveni run 1 s, copper wire of the thickness to' bo lacquered is
iun, in andi preheated in a first run without lacquering, in the usual
manner.
A sufficient propoartioan of the lacquer to be applied, activat-d by
addition,of 1 % benzoyl 80 percoxidd ( 50 % dissolved in a softener of
phthaiate type), 1 % of cycloelixanione perexide ( 50 %, soltion in
cyclob 3 exanlicr) and 2 % of tter -buayl p'erbenzoate ( 50 %
solution:
in dimiethyl phthalate) and inhibited by addi 85 tion of 0 2 g pure
blerzquinone per kg liquid resin, mixture, is stored in a lacquer
trough, which is additional-ly provided with a small ccoling coil and
a control thermionlmeter The application of the cornmences ine 90
diately the oven 'has reached a temipieraiture of about 410-420 C, and
the temperature is lowered so far-with due re Sgardj to the adjusted
speed of travel-that the lacquered wire, after 5-7 rurns through the
oven, leaves 95 it in the ferm, 'of a brilliant, completely dry filml
withb the least possible darkening.
Since the growth of the film of lacquer is greater than in accordance
with the known processes, it may be possible toi omit the appli 100
cation of lacquer in the last run and to, pass the lacquered wire once
more through S the ovent for the purpose of after-tmpe ring By reason
of this step, the lacquering temperature as a whole may be soimewhat
lowered and 105 discoloration of the lacquered wire may be avoided.
A further temperature decrease or an increase in the lacquering speed
and at the same time an improvemrent in the yield are 110 obtained if
a second oven having approximlately the dimensions of the normal oven,
but at a temperature of 2000 C is disposed in front of the first oven,
so' that the moist, freshly coated wire is first subjected to an'115
25. initial piolymierisation and is finally polymerised in; thie miain
oven, As a result of this stepi, the evaporation losses are also'
considerably lower.
The initial 'oven may be replaced by a similar device, for example by
an infra-red installa 120 tion, it mecrely being necessary to ensure
that thie filmn) of resin is gelled before undesirably high
evaporation losses occur.
Copper wires of different thicknesses can thus be coated with a
surprisingly strongly 125 adhering and very extensible layer of
synmthetic resin having good film properties In addition to' gniod
electrical insulating proper785,241 ties, the rosin films thus
produced have the particular feature of excellent resistance to ageing
at te mperatures of abou L 150 ' C and go-d rsisance to hea L under
pressure, by ieason of which they canwithstand corresponeling tests at
temperatures of up tc, about 290 ' C.
* Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785242 (A)
Description: GB785242 (A) ? 1957-10-23
Improvements in or relating to compositions for treatment of the scalp and
the use thereof
Description of GB785242 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
26. up-to-date or fit for specific purposes.
COMPLETE SPECIFICATION Imlprovements in or relating to Compositions
for Treatment of the
Scalp and the use thereof
I, EUGENE ANTHomr PLANT, a British subject, of 33A, Green Lanes,
Palmers Green,
London, N.13, do hereby declare the invention for which I pray that a
patent may be granted to me, and the method by which it is to be
performed, to be particularly described in and by the following
statement:
This invention relates to compositions for application to the human
scalp for promoting or facilitating the growth of hair thereon.
According to the present invention a composition for application to
the human scalp comprises carbon disulphide, in carbon tetrachloride
as solvent therefor, and a humectant.
Carbon disulphide has been found to be a highly active agent in
promoting or facilitating the growth of hair. It cannot however be
applied to the human scalpl in pure form owing to its vesicant
properties. Moreover, it is a malodorous material and highly
inflammable. It has been found however that the dissolution of the
carbon disulphide in carbon tetrachloride masks the odour of the
carbon disulphide so that it is not seriously malodorous and the
solution is non-inflamma- ble and non vesicant However, such solutions
tend to have a drying effect on the scalp and it is therefore
necessary to include a humectant in the composition. The preferred
humectant according to the invention is glycerine but other humectants
well knawn in the cosmetic art may be equally employed e.g.
hydrophilic colloid materials.
The compositions may contain other hairgrowth promoting agents, e.g.
camphor and may contain perfume or other adjuvants suit- able for use
in scalp-treating preparations, e.g.
oils including essential oils such as neatsfoot oil; fatty oils such
as lanoline, cantharadini, tincture of mucuna and pilocarpine. The
compositions may also contain a diluent such as a volatile alcohol,
e.g. ethanol.
Generally the compositions will be in liquid form, but they may be
formulated alternatively as jellies, pastes or creams. To prevent
separation of the ingredients the compositions may contain dispersing
or emulsifying agents such as the well lmown fatty alkyl sulphates and
alkyl benzene sulphonates or both.
In the compositions of the invention the ingredients are preferably
present in the proportions 4
Parts
27. by weight
Carbon disulphide - - - 1 Carbon tetrachloride - - 6 to 12
Humectant (glycerine) - - 6 to 12 Camphor - - - - - 0 to 1
Ethanol 8 rol 12
The compositions of this invention are efficacious in promoting the
growth of hair on the human scalp and have some germicidal and
antiseptic effect. Whilst not being committed to any particular
theoretical explanation of their effect, the applicant believes that
the sebum normally exuded by the pores of the skin tends to settle and
harden over those areas of the scalp where the hair might be expected
to grow. The carbon disulphide acts as a solvent for this material
thus releasing the hair follicles and facilitating the growth of the
hair.
Practical experience with some 300 subjects has shown that the first
effect of the treatment is to induce a downy growth and this in time
grows to normal hair structure.
The following examples will serve to illustrate the invention but are
not to be regarded as limiting it in any way:-
EXAMFILE I
Carbon disulphide - 2 fluid ounces
Carbon tetrachloride - 24 fluid ounces
Glycerine - - - 24 fluid ounces
This composition was diluted with 24 fluid ounces of absolute ethyl
alcohol and the diluted composition applied to the scalp.
EXAMPLE II
Saturated solution of
camphor in carbon
tetrachloride - - 2 fluid ounces
Cantharadini - - 2 fluid ounces
Tincture of Mucuna 2-3 fluid drains Pilocarpine - - 1-2 grains
EXAMPLE II (cont.)
Carbon disulphide - 2-3 fluid drams
Glycerine - - - 2 fluid ounces
Neatsfoot oil or lano
lin - - - - 1 fluid ounce
Absolute ethyl alco
hol - - - - 1 fluid ounce
This composition was in condition for application to the scalp.
* Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015