Downloaded 59 times





![EXPERIMENT NO. 1 ECC (3351905)
Prepared By VHH Page 8 of 12
4. Volume of Part-D =
𝜋
4
x d2
x l
=
3.14
4
x (2.5)2
x 15
= 73.593 cm3
5. Total Volume of Step Pulley = Volume of Part [A + B + C –D]
= [883.12 + 392.5 + 98.125 – 73.593]
= 1300.157 cm3
6. Weight of Step Pulley = Volume of Pulley X Density Cast Iron
= 1300.157 X 7.2
= 9361.13 grams
= 9.361 Kg.
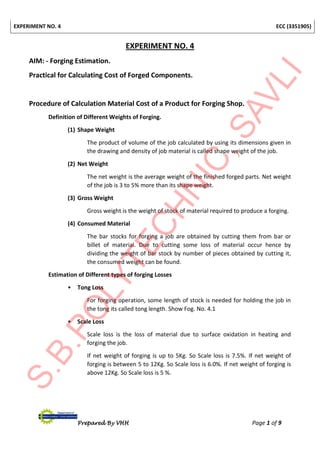
Exercise Example No. 1.1
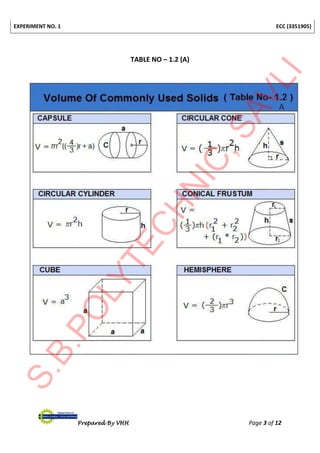
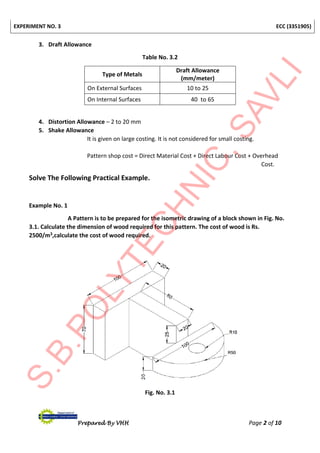
Determine the weight of material of Aluminium pulley shown in (Following) Fig.
No. 1.5. Assume the Density of Aluminium is 2.60 grams/cm3.
Fig. No. 1.5](https://image.slidesharecdn.com/3351905ecclabmanual-180731132700/85/3351905-ecc-lab_manual_prepared-by-vhh-10-320.jpg)
![EXPERIMENT NO. 1 ECC (3351905)
Prepared By VHH Page 9 of 12
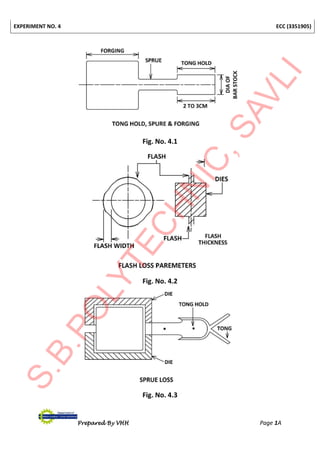
Solution:
1. Volume of Part-A =
𝜋
4
x d2
x l
= ________________
= ________________
2. Volume of Part-B =
𝜋
4
x d2
x l
= ________________
= ________________
3. Volume of Part-C =
𝜋
4
x d2
x l
= ________________
= ________________
4. Volume of Part-D =
𝜋
4
x d2
x l
= ________________
= ________________
5. Total Volume of Step Pulley = Volume of Part [A + B + C – D]
= ________________________
= ________________
6. Weight of Step Pulley = Volume of Pulley X Density Cast Iron
= ________________
= ________________
= ________________](https://image.slidesharecdn.com/3351905ecclabmanual-180731132700/85/3351905-ecc-lab_manual_prepared-by-vhh-11-320.jpg)











![EXPERIMENT NO. 3 ECC (3351905)
Prepared By VHH Page 8 of 10
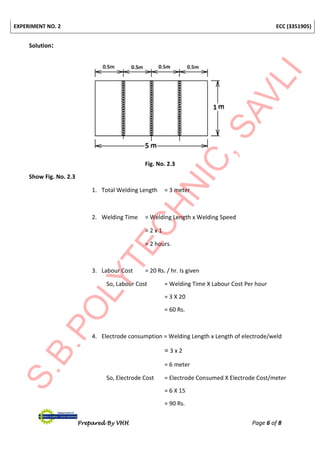
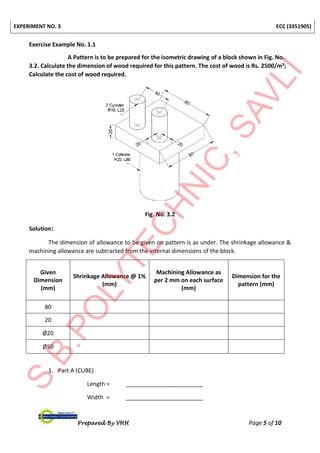
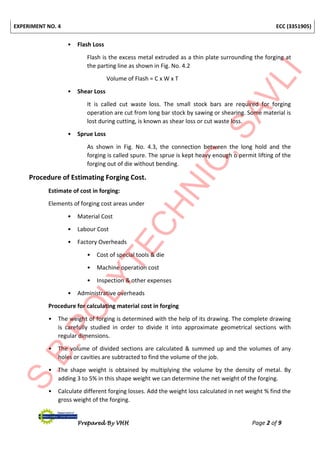
Fig. No. 3.3
Solution:
The Volume of pulley after adding 2 mm machining allowance (Show Fig. No. 3.4) on each
side can be calculated as under.
Fig. No. 3.4
1. Volume of Pulley = Volume of (Part-A + Part-B + Part-C – Part-D)
=[
𝜋
4
x dA
2 x lA] + [
𝜋
4
x dB
2 x lB] + [
𝜋
4
x dC
2 x lC] - [
𝜋
4
x dD
2 x lD]
=[
𝜋
4
x (28.4)2 x (5.4)] + [
𝜋
4
x (20.4)2 x (5.2)] + [
𝜋
4
x (12.4)2 x (5.2)]
- [
𝜋
4
x (4.6)2 x (5.8)]
= [3419.00] + [1698.76] + [627.64] - [96.34]
= 5646.0614 cm3](https://image.slidesharecdn.com/3351905ecclabmanual-180731132700/85/3351905-ecc-lab_manual_prepared-by-vhh-30-320.jpg)
![EXPERIMENT NO. 3 ECC (3351905)
Prepared By VHH Page 9 of 10
2. Weight of Pulley = Volume of Pulley x Density of Casting
= 5646.0614 x 7.2
= 40651.6420 grams
= 40.651 Kg.
3. Material Cost of Pulley = Wt. of Pulley (Kg.) x Cost of metal/Kg.
= 40.651 x 25
= 1016.2910 Rs.
4. Labour Cost of Pulley =
𝑊𝑎𝑔𝑒𝑠 𝑜𝑓 𝑀𝑜𝑢𝑙𝑑𝑒𝑟
𝑁𝑜.𝑜𝑓 𝑀𝑜𝑢𝑙𝑑𝑠 𝑃𝑟𝑒𝑝𝑎𝑟𝑒𝑑 𝑝𝑒𝑟 𝐷𝑎𝑦 𝑝𝑒𝑟 𝑚𝑜𝑢𝑙𝑑𝑒𝑟
=
150
30
= 5 Rs.
5. Melting Charge = 15% of Material Cost
= 1016.2910 x
15
100
= 152.4436 Rs.
6. Overhead Charges = 10% of Material Cost
= 1016.2910 x
10
100
= 101.6291 Rs.
7. Total Cost Of Pulley= [Material Cost + Labour Charges + Melting Chagres + Overhead]
= [1016.291 + 5 + 152.4436 + 101.6291]
= 1275.36 Rs.
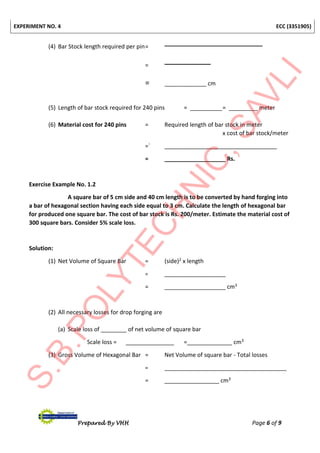
Exercise Example No. 2.1
Find the cost of Product shown in Fig. No.3.2. Calculate the cost from use of
following Data.
1. Cost of Metal Rs. 25/Kg.
2. Wages of Moulder Rs. 150/Day
3. Overhead Charges 10% of Material Cost
4. Melting Charge 15% of Material Cost
5. Nos. of Mould Prepared 30 / Day / Moulder
6. Density of Casting 7.2 gms / cm3](https://image.slidesharecdn.com/3351905ecclabmanual-180731132700/85/3351905-ecc-lab_manual_prepared-by-vhh-31-320.jpg)
![EXPERIMENT NO. 3 ECC (3351905)
Prepared By VHH Page 10 of 10
Solution:
The Volume of product after adding 2 mm machining allowance on each side can be
calculated as under.
1. Volume of Product = Volume of (Part-A + Part-B + Part-C]
= _______________________
= _______________cm3
2. Weight of Pulley = Volume of Product x Density of Casting
= _______________________
= ______________ grams
= ______________ Kg.
3. Material Cost of Pulley = Wt. of Product (Kg.) x Cost of metal/Kg.
= _______________________
= ______________ Rs.
4. Labour Cost of Pulley =
𝑊𝑎𝑔𝑒𝑠 𝑜𝑓 𝑀𝑜𝑢𝑙𝑑𝑒𝑟
𝑁𝑜.𝑜𝑓 𝑀𝑜𝑢𝑙𝑑𝑠 𝑃𝑟𝑒𝑝𝑎𝑟𝑒𝑑 𝑝𝑒𝑟 𝐷𝑎𝑦 𝑝𝑒𝑟 𝑚𝑜𝑢𝑙𝑑𝑒𝑟
= ______________
= ______________ Rs.
5. Melting Charge = 15% of Material Cost
= ______________
= ______________ Rs.
6. Overhead Charges = 10% of Material Cost
= ______________
= ______________ Rs.
7. Total Cost Of Pulley= [Material Cost + Labour Charges + Melting Chagres + Overhead]
= ____________ + ____________ + ____________ + ____________
= ____________ Rs.](https://image.slidesharecdn.com/3351905ecclabmanual-180731132700/85/3351905-ecc-lab_manual_prepared-by-vhh-32-320.jpg)






















This document provides information and examples for estimating welding costs. It includes: - Formulas for calculating the cost of welding electrodes, labor, power, overhead costs, and finishing/post-welding treatment. - A table with standard data for electrode consumption, welding time and power consumption based on plate thickness. - An example problem that calculates the welding cost for a lap joint between two 1m steel plates based on given data like current, voltage, welding speed, labor rates, and electrode consumption and cost. - Practice exercises are provided to help learners calculate material weights, volumes and costs for different shapes and examples.