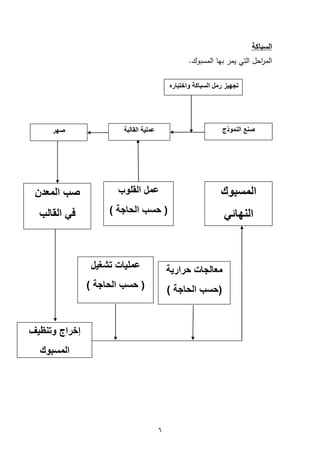
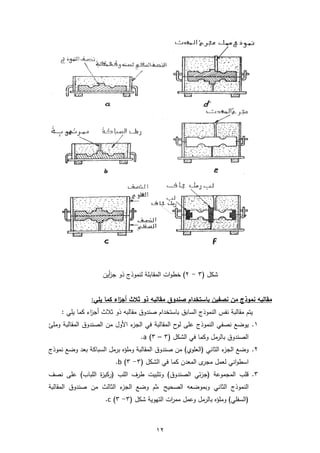
يتناول هذا الوثيقة متطلبات التصنيع لنماذج الصب في عمليات الصناعة الثقيلة، موضحًا أهمية اختيار المواد ونوعية النماذج المطلوبة. يشمل الشرح آليات تشكيل المعادن وخصائص الخشب المستخدم في صناعة النماذج، بالإضافة إلى التحديات المرتبطة بدقة الأبعاد وتكاليف العملية. كما يتناول التحسينات الممكنة في العمليات اليدوية لتسهيل وإنجاح عملية الصب.