Downloaded 424 times



![ Solution :
Net volume of forged component =
π/4[ (5)2 ×3 + (4)2 × 3.5 + (3)2 × 3 + (2)2 × 5]
=π/4(178)
= 139.73 cc
Net weight = 139.73 × 7.86 = 1098 gms
= 1.098 kg](https://image.slidesharecdn.com/242-181122074604/85/cost-calculation-on-forging-14-320.jpg)
![Losses:
• Scale loss = 6 percent of net weight
= 6/100× 1098
= 65.88 gms = 0.065 kg
Taking flash width = 20 mm
Flash thickness = 3 mm
Flash loss = (periphery of parting line) × 2
× 0.3 × 7.86
= [2 (3 + 3.5 + 3 + 5) + 2 + (3 – 2) + (4 – 3) +
(5 – 4) + 5] × 2 × 0.3 × 7.86
= 39.0 × 2 × 0.3 × 7.86 = 183 gms = 0.183 kg](https://image.slidesharecdn.com/242-181122074604/85/cost-calculation-on-forging-15-320.jpg)

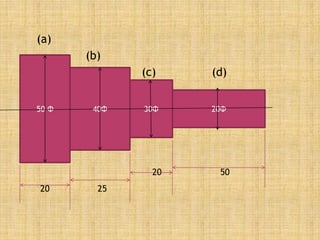
Product cost estimation in forging involves determining costs like material, labor, tools, and equipment based on the forging design and process. Key factors in cost estimation include determining the forging volume to select the proper equipment and estimate material losses from flash, scale, and sprues. A computer software has been created to aid in forging cost estimation.