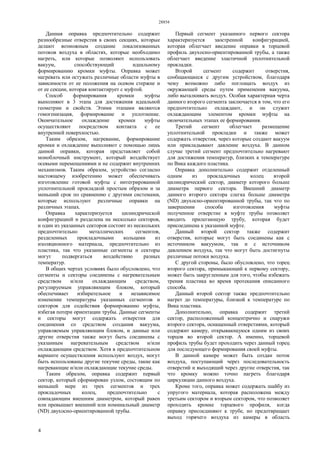
Документ описывает устройство и способ изготовления муфты для двухосно-ориентированных пластиковых труб с интегрированной уплотнительной прокладкой. Изобретение нацелено на сохранение механических свойств трубы при формировании муфты, используя специальную оправку с регулируемым нагревом и охлаждением для предотвращения потери ориентации. Предложенные технологии обеспечивают более эффективное и быстрое производство муфт в сравнении с существующими методами.