
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Milling machine
Similar to Milling machine (20)
More from nmahi96
More from nmahi96 (20)
Recently uploaded
Recently uploaded (20)
Milling machine
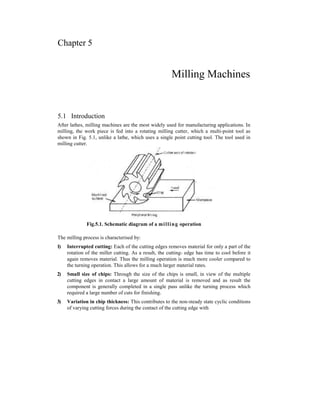
- 1. Chapter 5 Milling Machines 5.1 Introduction After lathes, milling machines are the most widely used for manufacturing applications. In milling, the work piece is fed into a rotating milling cutter, which a multi-point tool as shown in Fig. 5.1, unlike a lathe, which uses a single point cutting tool. The tool used in milling cutter. Fig.5.1. Schematic diagram of a milling operation The milling process is characterised by: 1) Interrupted cutting: Each of the cutting edges removes material for only a part of the rotation of the miller cutting. As a result, the cutting- edge has time to cool before it again removes material. Thus the milling operation is much more cooler compared to the turning operation. This allows for a much larger material rates. 2) Small size of chips: Through the size of the chips is small, in view of the multiple cutting edges in contact a large amount of material is removed and as result the component is generally completed in a single pass unlike the turning process which required a large number of cuts for finishing. 3) Variation in chip thickness: This contributes to the non-steady state cyclic conditions of varying cutting forces during the contact of the cutting edge with
- 2. 5.2 the chip thickness varying from zero to maximum size or vice versa. This cyclic variation of the force can excite any of the natural frequencies of the machine tool system and is harmful to the tool life and surface finish generated. A milling machine is one of the most versatile machine tools. It is adaptable for quantity production as well as in job shops and tool rooms. The versatility of milling is because of the large variety of accessories and tools available with milling machines. The typical tolerance expected from the process is about ± 0.050mm. 5.2 Types of Milling Machines To satisfy various requirements milling machines come in a number of sizes and varieties. In view of the large material removal rates milling machines come with a very rigid spindle and large power. The variety rigid spindle and large power. The varieties of milling machines available are: 1) Knee and column type a) Horizontal c) Universal b) Vertical d) Turret type. These are the general purpose-milling machines, which have a high degree of flexibility and are employed for all types of works including batch manufacturing. A large variety of attachments to improve the flexibility are available for this class of milling machines. 2) Production (Bed) type a) Simplex b) Duplex c) Triplex These machines are generally meant for regular production involving large batch sizes. The flexibility less in these machines, which is suitable for productivity enhancement. 3) Piano millers These machines are used only for very large work pieces involving table travels in meters. 4) Special type a) Rotary type b) Drum type c) Copy milling (Die sinking machine) d) Key way milling machines e) Spline shaft milling machines. These machines provided special facilities to suit specific applications that are not catered to by the other classes or milling machines.
- 3. Milling Machines 5.3 5.3 Knee and Column Milling Machines 5.3.1 Horizontal Knee and Column Type Milling Machines The knee and column type is the most commonly used machine in view of its flexibility and easier setup. A typical machine construction is shown in Fig. 5.2 for the horizontal axis. The knee houses the feed mechanism and mounts the saddle and table. The table basically has the T-slots running along the X-axis for the purpose of work holding. The table moves along the Y-axis on the guide ways provided on the knee. The feed is provided either manually with a hand wheel or connected for automatic by the lead screw, which in turn is coupled to the main spindle drive. The knee can move up and down (Z-axis) on a dovetail provided on the column. The massive column at the back of the machine houses all the power train including the motor and the spindle gearbox. The power for feed motor is provided for the gear, box as well. Fig.5.2. Horizontal knee and Column type milling machine While the longitudinal and traverse motions are provided with automatic motion, the raising of the knee is generally made manually. The spindle is located at the top end of the column. The arbur used to amount the milling cutters is mounted in the spindle and is provided with a support on the other end to take care of the heavy cutting force by means of an overarm with bearing. As shown in Fig.5.2 the overarm extends from the column with "a rigid design. The spindle nose has the standard morse taper of the suitable size depending upon the machine size. The milling cutters are mounted on the arbour at any desired position, the rest oi the length being filled by standard hardened collars of varying widths to fix the position of the cutter. The arbour is clamped in the spindle with the help of a cjraw bar and then fixed with nuts. Milling machines are generally specified on the following basis: 1) Size of the table, which specifies the actual working area on the table and relates to the maximum size of the work piece that can be accommodated. 2) Amount of table travel which gives maximum axis movement that is possible
- 4. 5.4 3) Horse power of the spindle, which actually specifies the power of the spindle motor used. Smaller machines may come with 1 to 3hp while the production machines may go from 5 to 50hp. 5.3.2 Vertical Knee and Column Type Milling Machine Another type of knee column milling machine is the vertical axis type. Its construction is very similar to the horizontal axis type, except for the spindle type and location. The spindle is located in the vertical direction and is suitable for using the shank mounted milling cutters such as end mills. In view of the location of the tool, the setting up of the work piece and observing the machining operation is more convenient. Another type of knee and column milling machine is flexible (Fig. 5.4) and suitable for machining complex cavities such as die cavities in tool rooms. Fig.5.3. Vertical Knee and Column Type Milling Machine Fig.5.4. Some of the milling operations normally carried out on vertical axis machine.
- 5. Milling Machines 5.5 The vertical head is provided with a swivelling facility in horizontal direction where by the cutter axis can be swivelled. This is useful for tool rooms where more complex milling operations are carried out. 5.4 Bed Type Milling Machine In production milling machines it is desirable to increase the metal removal rates. If it is done on conventional machines by increasing the depth of cut, there is possibility I of chatter. Hence another variety of milling machines named as bed type machines are used which are made more rugged and are capable of removing more material. The rugged is obtained as a consequence of the reduction in versatility. The table in the case of bed type machines is directly mounted on the bed and is provided with only longitudinal motion. The spindle moves along with the column to provide the cutting action. Simplex machines (Fig.5.5) are the ones with only one spindle head while duplex machines have two spindles (Fig.5.6). The two spindles are located on either side of a heavy work piece and remove material from both sides simultaneously. Fig.5.5. Simplex bed type milling machine Fig.5.6. Duplex bed type milling machine
- 6. 5.6 5.5 Universal Milling Machine It is the most versatile of all the milling machines. It is capable of performing most of the machining operations. It is similar to a plain milling machine and differs only in respect of the table movements. In a universal milling machine, in addition to three movements as incorporated in a plain milling machine, the table may have a fourth movement, i.e., the table can be swivelled in a horizontal plane. In this machine the saddle is made in two parts. The upper part with the work table fitted on it can be made free over the lower one and thus can be swivelled to any position M the horizontal plane. This special feature enables the work to be set at an angle with the cutter for milling helical and spiral flutes and grooves. 5.6 Size of Milling Machine The size of the column and knee type-milling machine is designated by the dimensions of the working surface of the table and its maximum length of longitudinal, cross and vertical travel of the table. The following are the typical size of a horizontal knee type-milling machine. Table length x width = 150 x 310mm. Power traverse = longitudinal x cross x vertical = 650 x 235 x 420mm. In addition to the above dimensions number of spindle speeds, number feeds, spindle nose taper, power available, net weight and the floor space required, etc. should also be stated in order to specify the machine fully. 5.7 Method of Cutting The milling operations are divided into two distinct methods. 5.7.1 Conventional or Up-Milling (Fig.5.7) The work is fed into the rotation of the cutter. The chip is of minimum thickness at the start of the cut and is so light that the cutter has a tendency to slide over the work until sufficient pressure is built up to bite into the work. This alternate sliding leaves marks on the milled surface. Fig.5.7. Conventional or up milling
- 7. Milling Machines 5.7 5.7.2 Climb or Down Milling (Fig.5.8) The work moves in the same direction as the rotation of the cutter. Full engagement of the tooth is instantaneous. There is no sliding action in this type of milling and hence better surface finish is obtained. The cutter presses the work down on the work table. This is the main advantage of climb milling. But it is not recommended on light machines or on large older machines that are not in top condition or fitted with an anti-backlash device to take up play. There should not be any play in the table. Also the work and holding device must be mounted securely otherwise there would be a danger of serious accident. 5.8 Milling Operations The following are the different operations performed in a milling machine. 1) Plain milling 2) Face milling 3) Form milling 4) Straddle milling 5) Angular milling 6) Gang milling 7) Profile milling 8) End milling 9) Helical milling 10) Gear cutting 5.8.1 Plain or slab or Peripheral milling It is the operation of production of a plain, flat, horizontal surface parallel to the axis of rotation of a plain milling cutter. The two types of peripheral milling are climb or down milling and conventional or up milling. In this operation the work and the cutter are secured properly on the machine. The operation is illustrated in Fig.5.9. Fig.5.9. Slab milling Fig.5.8. Climb or Down-milling
- 8. 5.8 5.8.2 Face Milling It is performed by a face-milling cutter rotated about an axis perpendicular to the work surface. It is carried out in a plain milling machine and the cutter is mounted on a stub arbor to produce a flat surface. The operation is illustrated in the Fig.5.10. *=? 1. Face milling Cutter. 2. Work. Fig.5.10. Face milling 5.8.3 Form Milling It is the operation of irregular contours by using cutters. The irregular contour may be convex. Concave or of any other shape. The form milling operation is illustrated in theFig.5.11. Fig.5.11. Form milling 5.8.4 Straddle Milling It is a milling operation in which a pair of side milling cutters are used for machining two parallel vertical surfaces of a work-piece simultaneously as shown in the Fig.5.12.
- 9. Milling Machines 5.9 Fig.5.12. Straddle milling 5.8.5 Angular Milling It is the milling process, which is used for machining a flat surface at an angle, other than i right angle to the axis of the revolving cutter. The cutter used may be a single or double angle cutter depending upon whether a single surface is to be machined or two mutually inclined surfaces simultaneously as shown in the Fig.5.13. 5.8.6 Gang Milling [is the operation of machining several surfaces of a work-piece simultaneously by feeding the table against a number of cutters having same or different diameters mounted on the arbur of 3 machine. This method saves much of ma- chining time and is widely used in repetitive work. The cutting speed of a gang of cutters is calculated from the cutter of the larges t diam- eter. The operation is illustrated in Fig. 5.14. 5.8.7 Profile Milling
- 10. Fig.5.13. Angular milling Fig.5.14. Gang milling Fig.5.15. Profile milling
- 11. 5.5 It is the operation of reproduction of an outline of a template or complex shape of a master die on a work piece. Different cutters may be used for profile milling. An end mill is one of the most-widely used milling cutter in profile milling work as illustrated intheFig.5.15. 5.8.8 End Milling It is the operation of production of a flat surface, which may be vertical, horizontal or at an angle in reference to the table surface. The cutter used is an end mill. A vertical milling machine is most suitable for end milling operation. The Fig. 5.16 illustrates the production of slots in a work-piece using end milling cutter. 5.8.9 Helical Milling It is the operation of production of helical flutes of grooves around the periphery of a cylindrical or conical work piece. The operation is performed by swivelling the table to the required helix angle and then by rotating and feeding the work against rotary cutting edges of a milling cutter. The production of helical milling cutters, helical gears, cutting helical grooves of flutes on a drill blank or a reamer are the examples of helical-milling. 5.8.10 Gear Cutting The gear cutting operation is performed in a milling machine by using a form- relieved cutter. The cutter may be cylindrical type or end mill type. The cutter profile corresponds exactly with the tooth space of the gear. Equally spaced gear teeth are cut in a gear blank by holding the work on a universal dividing head and then indexing it. The gear cutting operation by a formed cutter is illustrated the Fig.5.17. Fig.5.16. End milling Fig.5.17. Gear cutting
- 12. Milling Machines 5.11 5.9 Work Holding Devices A milling machine table comes with precision parallel T-slots along the longitudinal axis. The workpiece can therefore be mounted directly on the table using these T- slots. Alternatively a variety of work holding devices can be used for holding the workpiece, depending upon the type of workpiece and the type of milling to be done. Vice is the most common form of work holding devices used for holding small and regular work pieces. The vice is mounted on the table using the T-slots. A variety of vice jaws are available to suit different work piece geometries. Universal chuck is used for holding round work pieces for machining of end slots, splines, etc. Fixtures are the most common form of work holding devices used in production milling operations. They are used to reduce the set-up time and increase the locational accuracy and repeatability. For large and irregular work pieces, clamps in a variety of shapes are available as shown in Fig. 5.18. -fig.5.18. Common work holding methods in milling These clamps can be used in a number of ways. Some of the methods are shown in Fig. 5.19. However, care has to be taken to ensure that the work piece is not shifted under the action of the cutting forces. The clamping force should not be too high as this could distort the work piece.
- 13. Fig.5.19. Work holding principles in milling 5.10 Milling Machine Attachment Some classes of milling machine attachments are used for positioning and driving the cutter by altering the cutter axis and speed, whereas other classes are used for positioning, holding and feeding the work along a specified geometric path, the following are the different attachments used on standard column and knee type milling machine. 5.10.1 Vertical Milling Attachment A vertical milling attachment can convert a horizontal milling machine into a vertical milling machine by orienting the cutting spindle axis from horizontal to vertical for performing specific operations. The attachment consist of a right angle gear box which is attached to the nose of the horizontal milling machine spindle by bolting it on the column face. The attachment with the spindle can also be swivelled at any angle other than at right angles to the table for machining angular surfaces. 5.10.2 Universal Milling Attachment It is similar to the vertical milling attachment but it has an added arrangement for swivelling the spindle about two mutually perpendicular axes. This feature of the attachment permits the cutting spindle axis to swivel at practically any angle and machine any compound angular surface of the work. The attachment is supported by the overarm is bolted to the column and enables the cutters to be operated at speeds beyond the scope of the machine. 5.10.3 Slotting Attachment The attachment is bolted on the face of the column and can also be swivelled at an angle for machining angular surfaces. The length of stroke of the ram can also be
- 14. Milling Machines 5.13 adjusted. It converts the rotary motion of the spindle in to reciprocating motion of the ram by means of an eccentric ortcrank housed within the attachment. Thus a milling machine can be converted in to a slotter by accepting a single point slotter tool at the bottom end of the ram and is conveniently used for cutting internal or external keyways, splines, etc. 5.10.4 Universal Spiral milling Attachment The universal spiral milling attachment may be used in a plain milling machine or in a universal milling machine for cutting a spiral grooves on a cylindrical work piece. The attachment is bolted on the face of the column and its spindle head may be swivelled in a vertical or horizontal plane. While using on a plain milling machine, the cutter mounted on the attachment may be swivelled to the required helix angle for cutting a spiral similar to the swivelling of the table of a universal milling machine. 5.10.5 Rack Milling Attachment A rack milling attachment is used for cutting rack teeth on a job mounted on the table. The attachment consisting of a gear train enables the spindle axis to be at right angles to the machine spindle in a horizontal plane. The successive rack teeth are cut by using a rack indexing attachment. The slanted rack teeth or a skew rack may be machined when the attachment is mounted on a universal milling machine where the table may be swivelled to the required helix angle. 5.10.6 Circular Milling Attachment A circular milling attachment is bolted on the top of the machine table. It. provides rotary motion to the work piece in addition to the longitudinal cross and vertical movements of the table. The attachment consist of a circular table having T-slots mounted on a graduated base. The circular table may be rotated by hand, and in special cases by power by linking the rotary table driving mechanism with the machine lead screw. The surface of any profile of a work piece can be generated by combining three or four moments of the table and rotary movement of the attachments. In some of the circular milling attachments an index plate is provided on the horizontal worm shaft for milling equally spaced slots or grooves on the periphery of a work piece. 5.10.7 Dividing Head Attachment A dividing head attachment is bolted on the machined table. The work may be mounted on a chuck fitted on the dividing head spindle or may be supported between a live and a dead centre. The dead centre is mounted on a footstock. The attachment is principally used for dividing the periphery of a work piece in equal number of divisions for machining equally spaced slots or grooves. The worm and worm gear driving mechanism of the attachment can be linked with the table lead screw for cutting equally spaced helical grooves on the periphery of a cylindrical work piece. I
- 15. 5.14 5.11 Milling Cutters The milling cutter is a multi-point revolving tool. It has a cylindrical body and rotates on its one axis. It is provided with equally spaced teeth, which engages the work piece intermittently and remove material by relative movement of the work piece and the cutter. The teeth of the milling cutter can be straight or parallel to the axis of the rotation or at an angle known as "helix angle". The helix angle may be right hand or left hand and the direction of rotation of the cutter for performing the cutting operation depends on this helix angle. Further, a milling cutter may be made of single piece (solid cutter) or having the cutting portion welded to a tough shank (tipped solid cutter) or having removable cutting teeth inserted in a solid body (inserted teeth cutter). The milling cutters are classified according to their use as 1) Standard milling cutters 2) Special milling cutters. 5.12 Standard Milling Cutters There are many different types of standard milling cutters. They are further classified according to the shape of teeth as a) Plain milling cutters b) Side milling cutters c) Metal slitting cutters d) Angular milling cutters e) End milling cutters f) T-slot milling cutters g) Wood-ruff key slot milling cutter h) Fly cutter i) Formed cutters 5.12.1 Plain Milling Cutters These cutters have straight or helical teeth cut on the periphery of a cylindrical surface. These are used to mill flat surfaces parallel to the cutter axis. If the cutter is too long it is then called as slab milling cutter. The plain milling cutters are of different categories such as light duty plain milling cutter. These cutters are available in diameters from 16 to 160mm and width of the cutters range from 20 to 160mm. The Fig. 5.20 illustrates a slab-milling cutter. These cutters are made to have either fine pitch or coarse pitch. The fine pitch teeth cutters are used for light and finishing work and called as light duty cutters. The coarse pitch teeth cutters are called as heavy duty slab milling cutters. They carry less number of teeth having a steep helix angle. These are commonly used where heavy cuts are to be employed since they are capable of removing more material with less power consumption.
- 16. Fig.5.20. Slab milling Cutter The Fig. 5.21 illustrates a helical plain milling cutter with coarse pitch. The helix angle of the teeth of the cutter ranges from 45° to 60°. This cuter is useful in profile milling work due to smooth cutting action and is adopted for taking light cuts. Fig.5.21. Helical milling cutter 5.12.2 Side Milling Cutters These cutters have teeth on the periphery and also on one or both sides of the tool. These are usually saw tooth shape as shown in the Fig. 5.22. They are available in the following types. Fig.5.22. Side milling Cutter 5.12.2.1 Plain Side Milling Cutters These have teeth cut on periphery and on both sides of the tool. Their width very from 4.75 to 25.4mm and diameters up to 200mm. Two or more of these cutters may be mounted on the arbor and the different faces of the work piece may be machined simultaneously. Milling Machines 5.15
- 17. 5.16 5.12.2.2 Staggered Teeth Side Milling Cutters These cutters are mostly used for milling deep slots as. They have teeth with alternate helix. 5.12.2.3 Half Side Milling Cutter These cutter are available as left or right hand cutters having teeth on their periphery and on any one side. These cutters are used in straddle milling. 5.12.2.4 Inter Locking Side Milling Cutter These cutters are similar in design to the side milling cutters but are used as a unit consisting of two cutters joined together such that their teeth interlock. These cutters can be adjusted to the required width by inserting spacers between the cutters. These cutters are used for milling a slot of standard width to the exact size. They can also be used in gang milling. 5.12.3 Metal Slitting Cutters These cutters resemble a plain milling cutter or a side-milling cutter in appearance but they are of very small width. These are used for cutting-off and slotting operations and are somewhat similar to the circular saw blades as shown in the Fig.5.23. Fig.5.23. Metal Slitting Saw The different types of metal slitting cutters (saw) are described below. 5.12.3.1 Plain Metal Slitting Cutter These cutters teeth of saw tooth with both sides slightly concave to provide clearance while cutting. They are available in width up to 4.7mm and are used for fine slitting operation. 5.12.3.2 Staggered Teeth Metal Slitting Cutters These cutters resemble a staggered teeth side-milling cutter. These cutters have to their teeth staged at the periphery with alternate helix. But the width of the cutter is limited to 65 to 7mm. These cutters are used for heavy sawing in steel. 5.12.3.3 Side Teeth Slitting Cutters These cutters are used for cutting off wider material or for making a deep slot.
- 18. Milling Machines 5.17 5.12.4 Angular Milling Cutters These cutters may be single or double angle cutters for milling standard surfaces at 45° to 60°. There are two types of angular milling cutters that are in use. 5.12.4.1 Single Angular Milling Cutter As shown in the Fig. 5.24 the single angle cutters have their teeth either only on angular face or on both the angular face and side. The latter type enables milling of both the flanks of the included angular groove simultaneously. Fig.5.24. Single Angular Milling 5.12.4.2 Double Angular Milling Cutters These cutters differ from the single angular cutters in that they have two angular faces which join together to form V-shaped teeth as shown in the Fig.5.25. This included angle is either 45°, 60° or 90° and the angle of both the faces of the cutter is not necessary equal. These cutters are mainly used for spiral grooves. Fig.5.25. Double angular milling cutters 5.12.5 End Milling Cutters The cutters have cutting teeth on the end' as well as on the periphery of the cutter. These are of two types, (i) Those having the shank known as shank type cutters and (ii) Others, which do not have the shank, called as shell type cutters. In shank type cutters the cutter body works as a shank where as in shell type cutters the body and shank are separate.
- 19. 5.18 Shank type and milling cutters are of two types, (i) Taper shank milling cutter (ii) Straight stand end- milling cutters. 5.12.5.1 Taper shank End Milling Cutter These cutters have teeth on end of the taper shank and the tang is like the drill spindle to fit in a collet. 5.12.5.2 Straight Shank Milling Cutter These cutters have a straight cylindrical shank. They can have teeth at one or both ends. Their teeth may be straight or helical. 5.12.5.3 Shell End Milling Cutter These cutters are made in larger sizes than solid mills. These cutters have a hole at one end and a slot milled at the other end to fit the tang on the arbor. The cutter is held on the arbor by a_cap screw. These cutters are used for facing, slotting and side milling operations. A type of shell end milling cutter is shown in the Fig.5.26. Fig.5.26. Shell end milling cutter 5.12.6 T-slot Milling Cutter It is a single operation Cutter, which is used only for cutting T-slots. In smaller sizes the shank is made integral with the cutter as shown in the Fig.5.27. The large size cutter are mounted on a separate shank. The teeth are provided on the periphery as well as on both sides of the cutters. Fig.5.27. T-slot milling cutter 5.12.7 Wood Ruff Key Slot Milling Cutter It is a small standard cutter similar in construction to a thin small diameter plain milling cutter. It is intended for the production of woodruff key slots. This cutter is provided with a shank and may have straight or stagged teeth as shown in the Fig.5.28.
- 20. Fig.5.28. Wood reff key slot milling cutter 5.12.8 Fly Cutter It is a single point tool. It is either mounted on a cylindrical body held in a stab orbor or held in a bar exactly in the same way as a boring bar as shown in the Fig.5.29. Fig.5.29. Fly Cutter The cutting edge may be formed to reproduce contoured surface. It is generally used for experimental purpose when the standard cutters are not available. 5.12.9 Formed Cutters These cutters have irregular profile on the cutting edge in order to generate an irregular out line of the work. The different types of standard formed cutters are 1) Convex milling cutter and 2) Concave milling cutter. 5.12.9.1 Convex Milling Cutter This cutter has teeth curved outwards on the circumferential surface to form the contour of a semicircle. The produces a concave semicircular surface on a work piece. The diameter of the cutter ranges from 50 to 125mm and the radius of the semicircle varies from 1.6 to 20mm. The Fig. 5.30 illustrates a convex milling cutter. Milling Machines 5.19
- 21. Fig. 5.30. Convex milling cutter 5.12.9.2 Concave Milling Cutter This type of cutter has teeth curved in wards on the circumferential surfaces to form the contour of a semicircle. The concave milling cutter produces a convex semicircular surface on a work piece. The diameter of the cutter ranges from 56 to 15mm and the radius of the semicircle varies from 1.5 to 20mm. The Fig.5.31 illustrates a concave milling cutter. Fig.5.31. Concave milling Cutter 5.13 Cutters Materials The milling cutters may be made of 1) High speed steel 2) Super high speed steel 3) Non-ferrous cast alloys or cemented carbide tipped. In normal work high speed steel cutters are more common in production shops. Carbide tipped cutters are used as they last long and yield high production. The tips of carbide are brazed on the high carbon steel body of the cutter. 5,13.1 Teeth Forms of a Milling Cutter A milling cutter have teeth of three forms (i) Saw tooth
- 22. Milling Machines 5.21 (ii) Form tooth and (iii) Inserted tooth. 5.13.2 Nomenclature of a Milling Cutter |The nomenclature of a milling cutter is illustrated in the Fig. 5.32. Fig.5.32. Nomenclature of a milling cutter (i) Body of Cutter The part of the cutter left after exclusion of the teeth and the portion to which the teeth are attached. (ii) Cutting Edge The edge formed by the intersection of the teeth and the circular land or the surface left by the provision of primary clearance. (iii) Face The portion of the gash adjacent to the cutting edge on, which the chip impinges as its cut from the box. (iv) Fillet The curved surface at the bottom of the gash which joins the face of one tooth to the back of the tooth immediately a-head. (v) Gash The chip space between the back of one tooth and the face of the next tooth. (vi) Land The part of the back of the tooth adjacent to the cutting edge, which is relived to avoid interference between the surface being machined and cutter.
- 23. 5.22 (vii) Lead The axial advance of the helix of the cutting edge in one complete revolution of the cutter. (viii) Outside Diameter The diameter of the circle passing through the peripheral cutting edge. (ix) Root Diameter The diameter of the circle passing through the bottom of the fillet. 5.14 Cutter Angles 5.14.1 Relief Angle The angle in a plane perpendicular to the axis, which is the angle between the land of the tooth and tlje tangent to the out side diameter of the cutter at the cutting edge of that tooth. 5.14.2 Primary Clearance Angle The angle formed by the back of the tooth with a line drawn tangent to the periphery of the cutter at the cutting edge. 5.14.3 Secondary Clearance Angle The angle formed by the secondary clearance surface of the tooth with a line drawn tangent to the periphery of the cuter of the cutting edge. 5.14.4 Rake Angle The angle measured in the diameter plane between the face of the tooth and radial line passing through the tooth cutting edge. It may be positive, negative or zero. 5.14.5 Axial Rake Angle The angle between the line of peripheral cutting edge and the axis of the cutter when looking radially at the point of intersection. 5.14.6 Lip Angle The included angle between the land and, the face of tooth or alternately the angle between the tangent to the back at the cutting edge and the face of the teeth. 5.14.7 Helix Angle The cutting edge angle, which a helical cutting edge makes with a plane containing the axis of a cylindrical cutter.
- 24. Milling Machines 5.23 5.15 Indexing In many milling operations, the job is required to be rotated correct to the fractions on minutes, such as in milling gear teeth, splines, grooves slots, hexagonal or square heads, of bolts and nuts, etc. the operation of rotating the job through the required angle between the two successive cuts is called indexing. This angle between the two successive cuts is called indexing. This is accomplished with the help of the indexing head or dividing head. 5.16 Methods of Indexing The principle methods of indexing are as follows. 1) Direct indexing 2) Simple or plain indexing. 3) Compound indexing 4) Differential indexing 5) Angular indexing. 5.16.1 Direct Indexing Direct indexing is accomplished by using the index plate attached to the work spindle. The index plate has 24 divisions, and can be divided in to 2, 3, 4, 6, 8 and 12 equal parts directly. It is engaged by a plunger pin on the head, and can be turned the required amount by hand. The use of worm and worm wheel is avoided. This method of indexing limited only to those divisions that are factor or 24. It is a quick method of indexing and used when only a few cuts are required in a revolution. 5.16.2 Simple or Plain Indexing It is accomplished by turning the crank a number of turn to rotate the work the desired amount, the indexing plate being held in a fixed position. Different index plates with varying number of holes are used to increase the range of indexing. 1 With a ratio of 40 to 1, on revolution of the crank will rotate the work -—of a 40 revolution. Hence to cut a gear with 40 teeth the crank would be locked the plate by the index pin and a cut would be made. After one cut, the handle would be turned one revolution and another cut taken and so on. To cut a gear with 20 teeth would require 2 turns of the handle. The cut 8 flutes on a reamer, 5turns of the handle would be made. As long as the number of cuts to be taken is factor of 40, it is a simple matter to calculate the number of handle turns. By following these simple calculations, we conclude the following rule:
- 25. If 24 teeth are to be cut on a gear blank, then First, select a circle on the index plate that is divisible by 3. If a 24-space circle is available, then the worm is to be rotated by the handle through one complete rotation and 16 spaces of 24 space circle. In setting the arms, space and not holes should be counted. Fig. 5.33. Simple indexing mechanism 5.16.3 Compound Indexing It is accomplished on the same principle as the simple indexing, but the only difference is that is used two different circles of one plate and hence also sometimes referred to as hit and trial method. The principle of compound indexing is to obtain the required division by two stages. (i) By rotating the crank or handle in useual way keeping the index plate fixed. (ii) By releasing the back-pin and then rotating the index plate with the handle. Let 27 teeth are to be cut on a gear blank, Thus, for each tooth, rotate the worm by 12 spaces of 18 space circle with the help of crank and then rotate the index plate by 22 spaces of 27 space circle. 5.24 s
- 26. Milling Machines 5.25 5.16.4 Differential Indexing Plain indexing is sometimes limited to a certain extent due to the available number of index plates with different space circles. If the work is to be turned an amount that cannot be obtained by plain indexing the differential indexing is adopted. In such a case, the index plate is unlocked and connected to a train of gears, which receive their motion from the worm gear spindle. As the handle is turned, the index plate also turns, but at a different rate. Its movement depends on these gear used to drive it. After the gears are set up, the operation is similar to simple indexing. By the method of indexing, the work may be rotated by any fraction of revolution with the usual indexing plates. The following relation is used for calculating the necessary gears to be placed between the spindle and the worm shaft. and a crank movement Where N = no. of divisions to be indexed and P = a no. of slightly more or less than N. The equation (5.1) gives the gear ratio to be placed on the spindle (driver) and the worm shaft (Driven). The arrangement of gears may be simple or compound train depending upon the suitability. If (n-N) is positive, then rotate the index plate in the direction in which crank is rotated. If it is negative, then rotate the index plate in opposite direction to that of the crank. 5.16.5 Angular Indexing Sometimes the work is to be rotated through a certain angle instead of rotating it through certain division of its periphery. Angular indexing gives the rotation of work through certain angle. Since the crank and spindle ratio is 40:1 by moving the crank 1 through one revolution, the spindle or the work move through —lh of revolution. i.e. -rr- = 9 degrees. Example 5.1 Find the indexing movement need for milling the sides of (a) square nut (b) hexagonal nut. Solution (a) using the relation,
- 27. /0.34 5.17 Cutting Speed, Feed and Depth of cut 5.17.1 Cutting speed The speed of milling cutter is its peripheral linear speed resulting from rotation. It is expressed in meters per minute. The cutting speed can be derived from the formula: where, V = The cutting speed in m per min d = The diameter of the cutter in mm. n = The cutter speed in r.p.m. The spindle speed of a machine is selected to give the desired peripheral speed of the cutter. The average values of cutting speed for different materials are given in table 5.17.2 Feed The feed in a milling machine is defined as the rate with which the work piece advances under the cutter. The feed is expressed in a milling machine by the following three different methods. 1) Feed Per Tooth (Sz) The feed per tooth is defined by the distance the work advances in the time between engagement by the two sucessive teeth. It is expressed in millimeters per tooth of the cutter. 2) Feed Per Cutter Revolution (Srev) The feed per cutter revolution is the distance the work advances in the time when the cutter turns through one complete revolution. It is expressed in millimeters per revolution of the cutter. 3) Feed Per Minute (SJ The feed per minute is defined by the distance the work advances in one minute. It is expressed in millimeters per minute. The feed per tooth, the feed per cuttter revolution, and the feed per minute are related by the formula which is given below. Sm = n x Srev = Sz x Z x n .........................................(5.3)
- 28. Milling Mach ines 5.35 where, Z = number of teeth in the cutter and n = the cutter speed in r.p.m The average values of feed are given in Table. Table: 5.1 Averge cutting speed and feed of different materials. Face milling Tool steel h.s.s Tool steel h.s.s Work material Cuttin 8 speed Feed mm/ min Cuttin g speed Feed mm/m in Cuttin g speed Feed mm/m in Cuttin g speed Feed mm/min Mild steel 37 kg/mm2 . 7.2-18 150-15 24-42 300-30 7.2-18 50-10 18-36 80-15 Grey cast iron 6-15 250-15 18-36 250-25 6-15 60-20 15-30 100-30 Mild steel 50 kg/mm2 7.2-15 150-15 18-36 250-25 7.2-15 40-10 15-30 70-15 Bronze or brass 18-36 200-20 42-72 300-30 18-36 100-20 36-60 180-30 Cutting speed is in m/min. 5.17.3 Depth of cut The depth of cut in milling is the thickness of the material removed in one pass of the work under the cutter. It is the perpendicular distance measured between the original and final surface of the work piece, and is expressed in min, 5.18 Calculation of Machining Time The time required to mill a surface for any operation can be calculated from the formula: Where T = The time required to complete the cut in minutes. L = The length of the table travel to complete the cut in mm. Sz = The feed per tooth in mm Z = The number of teeth in the cutter n = The r.p.m. of the cutter.
- 29. 5.36 In Fig. 5.37 the length of the table travel 'L' is composed of two parts: the length of the work 'C and the approach length A' is the distance through which the cutter must be moved before the full depth of cut is reached. Fig.5.37. Approach length for plain milling cutter. Approach length for Plain Milling Cutter The approach A for a plain milling cutter can be calculated from the equation: or where, A = The approach in mm. B = The depth of cut in mm D = The diameter of the cutter in mm. Approach length for face milling cutter Referring to the Fig.5.38 the approach length for a face milling cutter can be calculated from the equation. where A = The approach length in mm D = The diameter of the cutter. t
- 30. Milling Machines 5.37 B = The width of the work Putting the value of 'C in the equation Fig.5.38. Approach length for face milling cutter