Vacuum Pressure Distribution
•Download as DOCX, PDF•
1 like•604 views

COnt..

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (18)
Similar to Vacuum Pressure Distribution
Similar to Vacuum Pressure Distribution (20)
More from NED University of Engineering and Technology
More from NED University of Engineering and Technology (20)
Recently uploaded
Recently uploaded (20)
Vacuum Pressure Distribution
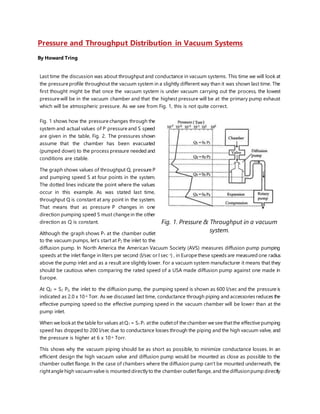
- 1. Pressure and Throughput Distribution in Vacuum Systems By Howard Tring Last time the discussion was about throughput and conductance in vacuum systems. This time we will look at the pressure profile throughout the vacuum system in a slightly different way than it was shown last time. The first thought might be that once the vacuum system is under vacuum carrying out the process, the lowest pressure will be in the vacuum chamber and that the highest pressure will be at the primary pump exhaust which will be atmospheric pressure. As we see from Fig. 1, this is not quite correct. Fig. 1 shows how the pressure changes through the system and actual values of P pressure and S speed are given in the table, Fig. 2. The pressures shown assume that the chamber has been evacuated (pumped down) to the process pressure needed and conditions are stable. The graph shows values of throughput Q, pressure P and pumping speed S at four points in the system. The dotted lines indicate the point where the values occur in this example. As was stated last time, throughput Q is constant at any point in the system. That means that as pressure P changes in one direction pumping speed S must change in the other direction as Q is constant. Although the graph shows P1 at the chamber outlet to the vacuum pumps, let’s start at P2 the inlet to the diffusion pump. In North America the American Vacuum Society (AVS) measures diffusion pump pumping speeds at the inlet flange in liters per second (l/sec or l sec-1) , in Europe these speeds are measured one radius above the pump inlet and as a result are slightly lower. For a vacuum system manufacturer it means that they should be cautious when comparing the rated speed of a USA made diffusion pump against one made in Europe. At Q2 = S2 P2, the inlet to the diffusion pump, the pumping speed is shown as 600 l/sec and the pressure is indicated as 2.0 x 10-6 Torr. As we discussed last time, conductance through piping and accessories reduces the effective pumping speed so the effective pumping speed in the vacuum chamber will be lower than at the pump inlet. When we lookat the table for values atQ1 = S1 P1 atthe outletof the chamber we see thatthe effective pumping speed has dropped to 200 l/sec due to conductance losses through the piping and the high vacuum valve, and the pressure is higher at 6 x 10-6 Torr. This shows why the vacuum piping should be as short as possible, to minimize conductance losses. In an efficient design the high vacuum valve and diffusion pump would be mounted as close as possible to the chamber outlet flange. In the case of chambers where the diffusion pump can’t be mounted underneath, the rightangle high vacuumvalve is mounted directlyto the chamber outletflange, and the diffusionpump directly Fig. 1. Pressure & Throughput in a vacuum system.
- 2. below the valve. In some case a cold trap is mounted between the high vacuum valve and the diffusion pump. (Cold traps will be discussed in a month or two.) Returning to position 2, the inlet to the diffusion pump, and following the pressure line into the diffusion pump we see the following. There is a slight pressure drop towards the top jet of the jet assembly, which is the lowest pressure shown in this representation. Then, as the gas stream passes the top jet, it is compressed to a higher pressure between the two jets. At the second jet there is another small pressure drop as the gas molecules become entrained in the oil vapor jet and then the vapor jet compresses the gas stream to the pressure at which it is exhausted towards the primary pump. At this point the graph shows Q3 = S3 P3. From the table the value of S3 is shown 0.06 l/sec (or 3.6 l/min) and the pressure is now up to 2.0 x 10-2 Torr. Pressure P3 is about what would be expected in the foreline of the primary vacuum pump. The next section of the pressure line indicates a gradual pressure drop in the foreline until the gas stream reaches the inlet of the primary pump, position 4. In most heat treating furnaces the primary pump will be either an oil sealed rotary piston or rotary vane pump. Depending on the size of the furnace these pumps may also have a Roots design vacuum booster mounted on the inlet. The vacuum booster pump develops a very high pumping speed in the pressure range from about 30 Torr to 10-2 Torr. This is the pressure range where most of the water vapor is released from the chamber, hot zone and product surfaces. At position 4, where Q4 = S4 P4, the pumping speed S4 is shown in the table as 1.2 l/sec (72 l/min) and pressure P4 is shown as 1.0 x 10-3 Torr. This would indicate that the pump used in this example is a two stage rotary vane pump rather than a single stage rotary piston pump that has an ultimate vacuum of about 1 x 10-2 Torr (10 microns). The final part of the pressure line then shows an initial pressure drop on the inlet side of the rotary vane pump as the gas expands into the void between the rotor and stator, and then a pressure rise as the gas is isolated, compressed up to atmospheric pressure and expelled from the pump on the outlet side of the mechanism. Following through these steps shows that there are a number of pressure changes through the system as the gas molecules are pumped from the vacuum chamber to atmospheric pressure at the primary pump exhaust. References: The two figures used in this discussion are taken from the textbook “Modern Vacuum Practice” (3rd edition, page 70) written and published in the UK by Nigel Harris. Both have been slightly modified to show Torr units. Howard Tring / Tel: (610) 792-3505 / E- mail: HowardT@VacuumAndLowPressure.com / Web:www.vacuumandlowpressure.com Howard Tring is the owner of Vacuum and Low Pressure Consulting, a company that supplies vacuum pump accessories such as reconditioned inlet traps and exhaust filters and new replacement elements for exhaust filters. Howard also offers on-site vacuum technology and oil sealed vacuum pump repair training and Fig. 2. Pressure and Pumping Speed table.
- 3. consulting services, customized to the needs of the client. Howard is a member of ASM International and the Heat Treat Society, the AVS, the SME, the SVC and the American Society for Training and Development. Copyright December 2013, Tring Enterprises LLC - Comments on this article are welcome. I do not profess to know everything about any specific vacuum related subject. However, I have worked in the vacuum pump industry a long time and have seen good, bad and ugly. Please contact me with any comment or question. All messages related to the content of the article will be answered. Share this post Conductance and Throughput in Vacuum Pipelines By Howard Tring Last month we discussed Gas Molecules and Gas Flow and at the end of the article mentioned the term Conductance. This time we will talk a bit more about conductance in vacuum system piping and why it has to be taken into consideration in the design of a typical vacuum furnace or similar vacuum system. Firstly though, we will discuss Throughput. Throughput Have you ever wondered why vacuum pipes and connections are of several different sizes on any vacuum system? I would suggest that most users don’t really give it any thought. It is what it is. So let’s look at the sections of a vacuum system and again try to visualize those gas molecules, which are so tiny we can’t see them, and understand the conditions at different places in the system. Pumping speed of large mechanical vacuum pumps is usually indicated in cubic feet per minute. That can be denoted in several ways; cfm, cu ft /min or ft3 min-1. This is also shown in metric terms as cubic meters/hour, liters/min and l/min also shown as m3 hr-1and l min-1. Although the last terms are the most modern, in training I tend to use “cfm” and “l/min” as easy terms to write, and not to use negative powers of ten. In this case the “-1” denotes that time is the divisor, under the line, in the written equation or formula, i.e. per unit time, but some students who are new to vacuum technology or engineering terms thinkofnegative powers oftenas a vacuumor a reading ofpressure lowerthanatmospheric pressure. So pumping speed units indicate the volume of gas being pumped in a certain time, but they do not relate that pumping speed to any pressure term. If the pressure term is added then we can determine the mass of gas that is flowing at that point in the system. The formula for throughput is Q = P V / t = PS Where Q = throughput, P = pressure, V = volume, S = pumping speed and t = time Fig. 1. Throughput in a Vacuum Furnace.
- 4. Throughput is a constant at any point in the vacuum system, during normal operation. (Fig. 1) In this example I have assigned a pumping speed “S” for the diffusion pump of 8000 l/sec. That makes the diffusion pump inlet diameter about 20 inches (about 500 mm). The vacuum chamber pressure “P” is shown as 1 x 10-6 Torr which is a typical pressure for manyvacuumapplications. (Remember that1 x 10-6 represents a 1 millionthpartof1 Torr) At position 1, the high vacuum pump inlet, the product of P and S show a throughput Q of 4.8 x 10-1 Torr l/min. At position 2, in the backing line at the exhaust of the diffusion pump, the pump has compressed the gas to 5 x 10-2 Torr, because we know that Q is constant at 4.8 x 10-1 Torr l/min we can calculate P which is 9.6 x 100 l/min. At position 3, the gas from the backing line has been compressed through the mechanical vacuum pump to atmospheric pressure 760 Torr, and as Q is 4.8 x 10-1 Torr l/min, P is calculated to be 6.3 x 10-4 l/min. The gas, in the vacuum chamber at 1 x 10-6 Torr, (position 1) is in molecular flow, where the gas molecules move in a random direction and collide more frequently with surfaces inside the chamber than they do with other molecules. The pumping speed is entirely dependent on the inlet size of the diffusion pump; the larger the pump inlet, the more gas molecules will enter the pump. As the gas molecules pass through the vapor jets of the diffusion pump they are compressed to a smaller volume and higher pressure, as shown in the backing line (position 2). At a pressure of about 5 x 10-2 Torr the gas molecules are now in transition from molecular flow to viscous or continuum flow. (This backing line may have a 3 to 6 inch diameter depending on the combination of diffusion and mechanical pumps used.) The gas molecules in transitional flow now move down the pipeline to the lower pressure generated at the inlet of the mechanical backing pump where they are compressed again, up to atmospheric pressure, and exhausted from the system (position 3). From this example we learn a bit more about gas molecules moving through the vacuum furnace system. At a low pressure in the vacuum chamber a huge volume ofgas is first compressed in the diffusion pump by a factor of about 10,000 times, from 1 x 10-6 up to 1 x 10-2 Torr. That gas is then compressed about another 15,000 times in the mechanicalpump allowing itto be exhausted into the air at760 Torr. Neither vacuumpump cancompress the gas from the vacuum chamber pressure up to atmospheric pressure on its own, but working as two pumps in series it can be done successfully. The example shown starts at an already low pressure in the vacuum chamber. If we look at another set of numbers with the vacuum chamber pressure at around 1 x 10-3 Torr, throughput Q would be 1000 times larger at 4.8 x 102 which is 480 Torr l/min. Because P will remain in the same range at position 2 and the same at position3, calculations showthe pumping speed S also about1000 times higher atthose places inthe pumping system. Conductance The conductance between two points in a vacuum system is expressed as the quantity flow rate of gas flowing through a device divided by the resulting pressure drop. C per meter = Q / P1- P2 and is expressed in liters per second (l/sec) Therefore, ifthe pipe being considered hasa lengthof2 meters, the conductance fromthe chartinFig.2 is divided by 2 to give the total conductance. There are differentformulae forcalculating valuesofconductance inviscous andmolecularflow. Inthis discussion we are looking at the roughing line conductance which for the most part will be in transitional flow conditions.
- 5. Although the conductance can be calculated, it is easier to read the conductance (per meter) off the graph in Fig. 2 for the example we are looking at. Conductance values are used to determine the “effective” pump speed at the vacuum chamber, which can be quite different from the “rated” pump speed of the vacuum pump at its inlet connection. This knowledge is used to select the correct size of mechanical vacuum pump to rough out the vacuum chamber in the required time. The roughing line shown in Fig. 1 runs horizontally from the side of the vacuum chamber and then an elbow turns it downwards to run to the mechanical vacuum pump inlet. There is always a roughing valve in this pipeline to allow the roughing line to be opened and closed as needed. The valve has its own conductance rating and some manufacturers will show that in their valve literature. For this simple example we will ignore the valve conductance and only consider the pipeline which may have a total length of 2 meters or 3 meters depending on the system design. We will look at both options to see the difference. If the mechanical roughing and backing pump is similar to a Stokes 212, having a rated pumping speed (Sp) of 150 cfm, it will have an inlet size of 3 inches. That is close to the 70 mm pipe size shown on Fig. 2 so we will use the values of conductance for the 70 mm pipe size on that graph. To complete the calculation we have to express the pump speed (Sp) in l/sec. We multiply 150 cfm by the factor shown in Fig.3 which is 0.472 to give a pump speed of 70.8 l/sec. The conductance varies with pressure so we need to compare different pressures to try to visualize the “big picture” – of gas molecules that we can’t see. The pressure used is the “average pressure” in the pipeline being studied. The first pressure to consider is 1 Torr as it is close to the highest pressure on the Fig. 2 chart. (At pressures above 1 Torr the higher values of conductance allow lots of gas flow and the pump speed loss is much lower.) At an average pressure of 1Torr the 70 mm diameter pipe shows a conductance of 3,000 l/sec (per meter). [Fig.2 black arrows] The formula for calculating the effective pump speed (Se) is: Se = Sp x C / Sp + C so it is quite simple now to fill in the relevant numbers and obtain the answer. Make sure that the units used all match, you can’t mix cfm and l/sec. So, at 1 Torr, for a 1 meter pipe, the formula becomes: Se = 70.8 x 3000 / 70.8 + 3000 That becomes: Se = 212,400 / 3070.8 Fig. 2. Conductance in pipes. Fig. 3. Pump speed conversions.
- 6. And the effective speed at the chamber is: Se = 69.18 l/sec or 146 cfm. So, if the roughing line is 70 mm bore and 1 m long, the effective pump speed Se at the chamber has only dropped 4 cfm from the rated pumps speed Sp. Now, looking at roughing lines of 2 m and 3 m length, we will see quite a difference. For a roughing line of 2 m length, Se is 146 / 2 = 73 cfm If the roughing line is 3 m long, Se is 146 / 3 = 49 cfm. If we do the same calculations for the roughing line at an average pressure of 1 x 10-2 Torr, a 100 times lower pressure, let’s see the results. The conductance for a 1 m length pipe at 1 x 10-2 Torr is 60 l/sec [Fig. 2 purple arrows] the calculation then shows: Se = 68.9 cfm For a roughing line of 2 m length, Se is about 35 cfm If the roughing line is 3 m long, Se is about 23 cfm. Either way, the results show a considerable loss of pumping speed at the chamber inlet from the pump inlet. These numbers are tabulated in Fig. 4 to make them easier to read. In another article we can look at how conductance may affect pumping speed above the oil diffusion pump and in the backing line. Conclusions For throughput: the pressures atdifferentpoints inthe systemshowthe veryhighcompressionratios developed bythe oil diffusionpump and mechanicalpump. Compare themto the compressionratio ofa typicalcar engine which is about 8 to 1. For conductance: as the roughing line pressure drops below about 1 Torr the effective rough pumping speed at the chamber is reduced considerably as the roughing line becomes longer, due to conductance losses in the piping. Roughing pipelines should be as short as possible, and as large a bore as practical. Note: If the roughing line has an oversized bore to increase the conductance, it also adds extra volume to the system that has to be evacuated. At some point the time needed to evacuate the added volume cancels out the increased effective pump speed at the chamber and no improvement is seen. Fig. 4. The effect of roughing line conductance.