Introduction to Heat Exchangers: Principle, Types and Applications
Ch-1 Cold Working, Recrystalization and Hot Working.pdf
1. 14-07-2015
1
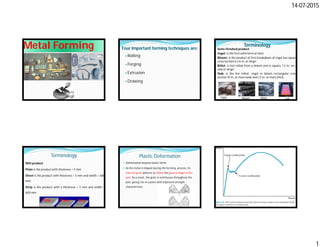
Metal Forming Four Important forming techniques are:
Rolling
Forging
Extrusion
Drawing
Terminology
Semi-finished product
Ingot: is the first solid form of steel.
Bloom: is the product of first breakdown of ingot has square
cross section 6 x 6 in. or larger
Billet: is hot rolled from a bloom and is square, 1.5 in. on a
side or larger.
Slab: is the hot rolled ingot or bloom rectangular cross
section 10 in. or more wide and 1.5 in. or more thick.
slab
Ingot Bloom Billet
Terminology
Mill product
Plate is the product with thickness > 5 mm
Sheet is the product with thickness < 5 mm and width > 600
mm
Strip is the product with a thickness < 5 mm and width <
600 mm
Plastic Deformation
Deformation beyond elastic limits.
As the metal is shaped during the forming process, its
internal grain deforms to follow the general shape of the
part. As a result, the grain is continuous throughout the
part, giving rise to a piece with improved strength
characteristics
2. 14-07-2015
2
Recrystallisation Temperature (Rx)
“The minimum temperature at which the completed
recrystallisation of a cold worked metal occurs within
a specified period of approximately one hour”.
Rx decreases strength and increases ductility.
If working above Rx, hot-working process whereas
working below are cold-working process.
It involves replacement of cold-worked structure by a
new set of strain-free, approximately equi-axed grains to
replace all the deformed crystals. Contd.
Rx depends on the amount of cold work a material has
already received. The higher the cold work, the lower
would be the Rx.
Rx varies between 1/3 to ½ melting point.
Rx = 0.4 x Melting temp. (Kelvin).
Rx of lead and Tin is below room temp.
Rx of Cadmium and Zinc is room temp.
Rx of Iron is 450oC and for steels around 1000°C
Finer is the initial grain size; lower will be the Rx
Contd.
Grain growth
Grain growth follows complete crystallization if the materials
left at elevated temperatures.
Heating beyond recrystallization temperature range causes
the size of the recrystallized grains to increase, some of the
grains grow by consuming others.
Grain growth lower the energy of solid because surface
energy is associated with grain boundaries.
In practical applications, grain growth is not desirable.
Incorporationof impurity atoms and insoluble second phase
particles are effective in retarding grain growth.
Grain growth is very strongly dependent on temperature.
Strain Hardening
When metal is formed in cold state, there is no
recrystalization of grains and thus recovery from
grain distortion or fragmentation does not take
place.
As grain deformation proceeds, greater resistance
to this action results in increased hardness and
strength i.e. strain hardening.
Malleability
Malleability is the property of a material whereby it can
be shaped when cold by hammering or rolling.
A malleable material is capable of undergoing plastic
deformation without fracture.
A malleable material should be plastic but it is not
essential to be so strong.
Lead, soft steel, wrought iron, copper and aluminium are
some materials in order of diminishing malleability.
3. 14-07-2015
3
Working below recrystalization
temp.
Cold Working Advantages of Cold Working
1. Better accuracy, closer tolerances
2. Better surface finish
3. Strain hardening increases strength and hardness
4. Grain flow during deformation can cause desirable
directional properties in product
5. No heating of work required (less total energy)
Disadvantages of Cold Working
1. Equipment of higher forces and power required
2. Surfaces of starting work piece must be free of scale and
dirt
3. Ductility and strain hardening limit the amount of forming
that can be done
4. In some operations, metal must be annealed to allow
further deformation
5. Some metals are simply not ductile enough to be cold
worked.
Hot Working
Working above
recrystalization temp
Advantages of Hot Working
1. The porosity of the metal is largely eliminated.
2. The grain structure of the metal is refined.
3. The impurities like slag are squeezed into fibers and
distributed throughout the metal.
4. The mechanical properties such as toughness,
percentage elongation, percentage reduction in area, and
resistance to shock and vibration are improved due to
the refinement of grains.
4. 14-07-2015
4
Dis-advantages of Hot Working
1. It requires expensive tools.
2. It produces poor surface finish, due to the rapid
oxidation and scale formation on the metal surface.
3. Due to the poor surface finish, close tolerance
cannot be maintained.
Micro-Structural Changes in a Hot
Working Process (Rolling)
•Annealing relieves the stresses from cold working – three
stages: recovery, recrystallization and grain growth.
•During recovery, physical properties of the cold-worked
material are restored without any observable change in
microstructure.
Annealing
Transition
state
Warm Forming
Deformation produced at temperatures intermediate to
hot and cold forming is known as warm forming.
Compared to cold forming, it reduces loads, increase
material ductility.
Compared to hot forming, it produce less scaling and
decarburization, better dimensional precision and
smoother surfaces.
Isothermal Forming
During hot forming, cooler surfaces surround a hotter
interior, and the variations in strength can result in non-
uniform deformation and cracking of the surface.
For temp.-sensitive materials deformation is performed
under isothermal conditions.
The dies or tooling must be heated to the workpiece
temperature, sacrificing die life for product quality.
Close tolerances, low residual stresses and uniform metal
flow.
GATE-2003
Cold working of steel is defined as working
(a) At its recrystallisation temperature
(b) Above its recrystallisation temperature
(c) Below its recrystallisation temperature
(d) At two thirds of the melting temperature of the
metal
5. 14-07-2015
5
GATE-2002, ISRO-2012
Hot rolling of mild steel is carried out
(a) At recrystallisation temperature
(b) Between 100°C to 150°C
(c) Below recrystallisation temperature
(d) Above recrystallisation temperature
ISRO-2010
Materials after cold working are subjected to
following process to relieve stresses
(a) Hot working
(b) Tempering
(c) Normalizing
(d) Annealing
IES – 2006
Which one of the following is the process to refine
the grains of metal after it has been distorted by
hammering or cold working?
(a) Annealing (b) Softening
(c) Re-crystallizing (d) Normalizing
IES – 2004
Consider the following statements:
In comparison to hot working, in cold working,
1. Higher forces are required
2. No heating is required
3. Less ductility is required
4. Better surface finish is obtained
Which of the statements given above are correct?
(a) 1, 2 and 3 (b) 1, 2 and 4
(c) 1 and 3 (d) 2, 3 and 4
Ans. (b)
IES – 2009
Consider the following characteristics:
1. Porosity in the metal is largely eliminated.
2. Strength is decreased.
3. Close tolerances cannot be maintained.
Which of the above characteristics of hot working is/are
correct?
(a) 1 only (b) 3 only
(c) 2 and 3 (d) 1 and 3
Ans. (d)
IES – 2000
Assertion (A): To obtain large deformations by cold
working intermediate annealing is not required.
Reason (R): Cold working is performed below the
recrystallisation temperature of the work material.
(a) Both A and R are individually true and R is the
correct explanation of A
(b) Both A and R are individually true but R is not the
correct explanation of A
(c) A is true but R is false
(d) A is false but R is true
Ans. (d)
6. 14-07-2015
6
ISRO-2009
In the metal forming process, the stresses
encountered are
(a) Greater than yield strength but less than
ultimate strength
(b) Less than yield strength of the material
(c) Greater than the ultimate strength of the
material
(d) Less than the elastic limit
Ans. (a)
IES – 1996
Consider the following statements:
When a metal or alloy is cold worked
1. It is worked below room temperature.
2. It is worked below recrystallisation temperature.
3. Its hardness and strength increase.
4. Its hardness increases but strength does not
increase.
Of these correct statements are
(a) 1 and 4 (b) 1 and 3
(c) 2 and 3 (d) 2 and 4
Ans. (c)
IES – 1992
Specify the sequence correctly
(a) Grain growth, recrystallisation, stress relief
(b) Stress relief, grain growth, recrystallisation
(c) Stress relief, recrystallisation, grain growth
(d) Grain growth, stress relief, recrystallisation
Ans. (c)
IAS – 1996
For mild steel, the hot forging temperature range is
(a) 4000C to 6000C
(b) 7000C to 9000C
(c) 10000C to 12000C
(d) 13000Cto 15000C
Ans. (c)
IAS – 2004
Assertion (A): Hot working does not produce strain
hardening.
Reason (R): Hot working is done above the re-
crystallization temperature.
(a) Both A and R are individually true and R is the
correct explanation of A
(b) Both A and R are individually true but R is not the
correct explanation of A
(c) A is true but R is false
(d) A is false but R is true
Ans. (a)
IAS-2002
Assertion (A): There is good grain refinement in hot
working.
Reason (R): In hot working physical properties are
generally improved.
(a) Both A and R are individually true and R is the
correct explanation of A
(b) Both A and R are individually true but R is not the
correct explanation of A
(c) A is true but R is false
(d) A is false but R is true
Ans. (b)