Downloaded 969 times

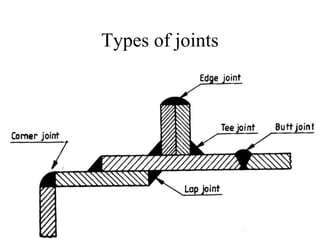





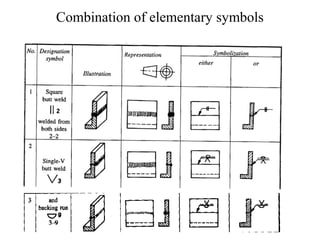






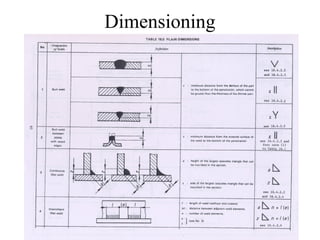

Welding is a method of permanently joining metal parts. There are different types of welded joints and standardized welding symbols are used on drawings to indicate how parts should be welded together. The symbols provide information on the type of weld, location of the weld, size of the weld, whether welding is required on one or both sides of the joint, and other details. Proper interpretation and application of welding symbols is important for ensuring parts are welded correctly.























































































