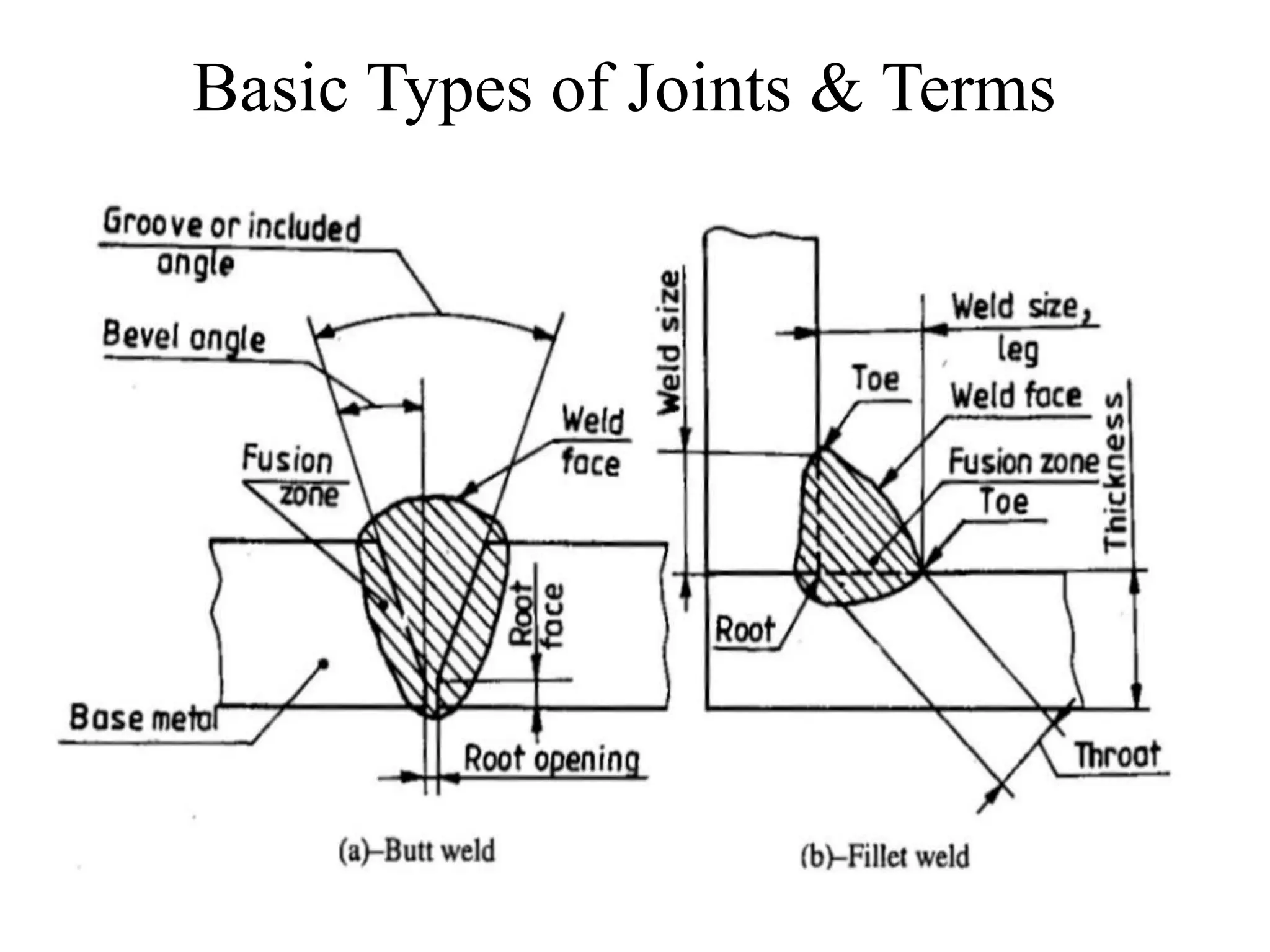
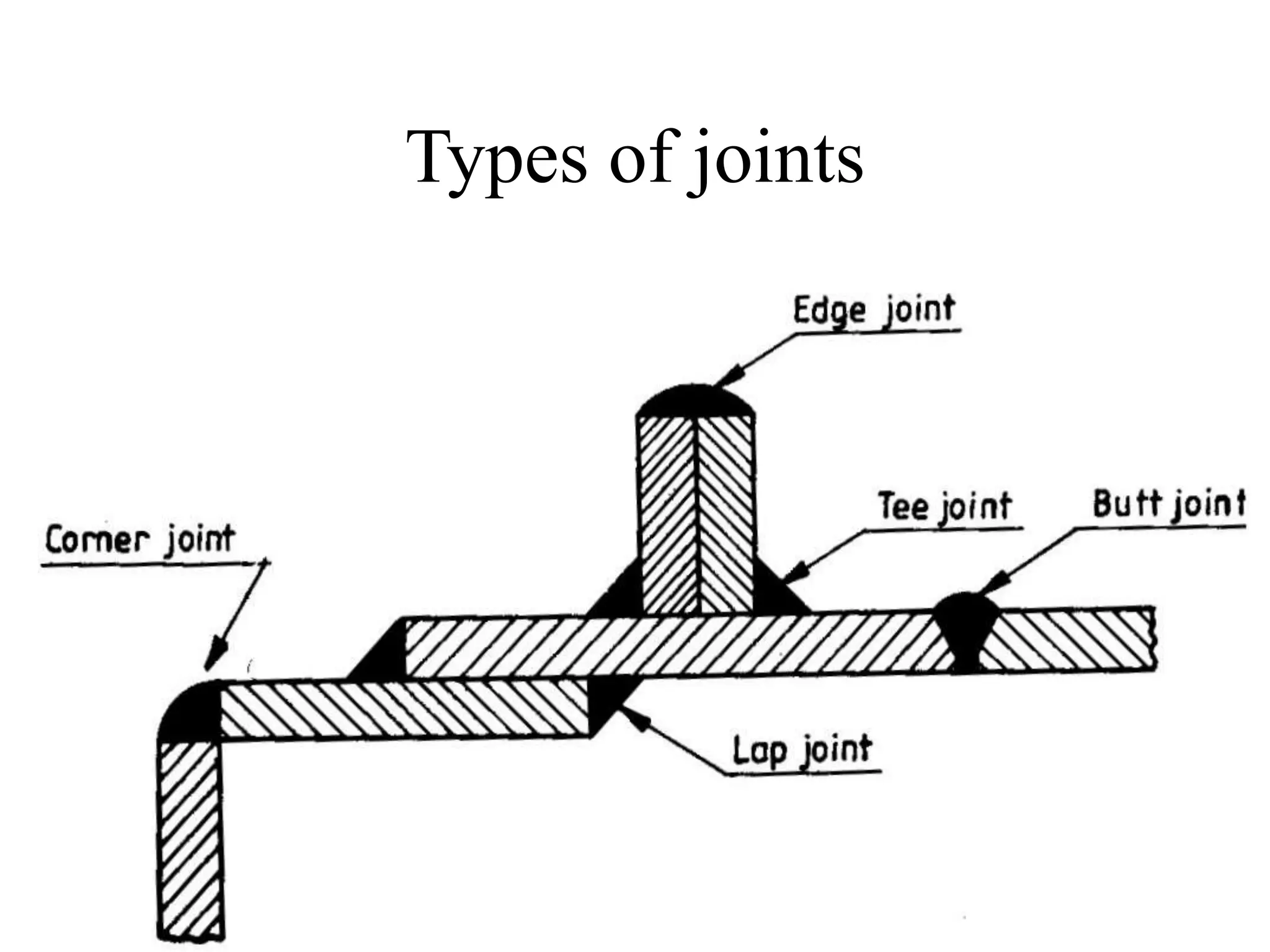
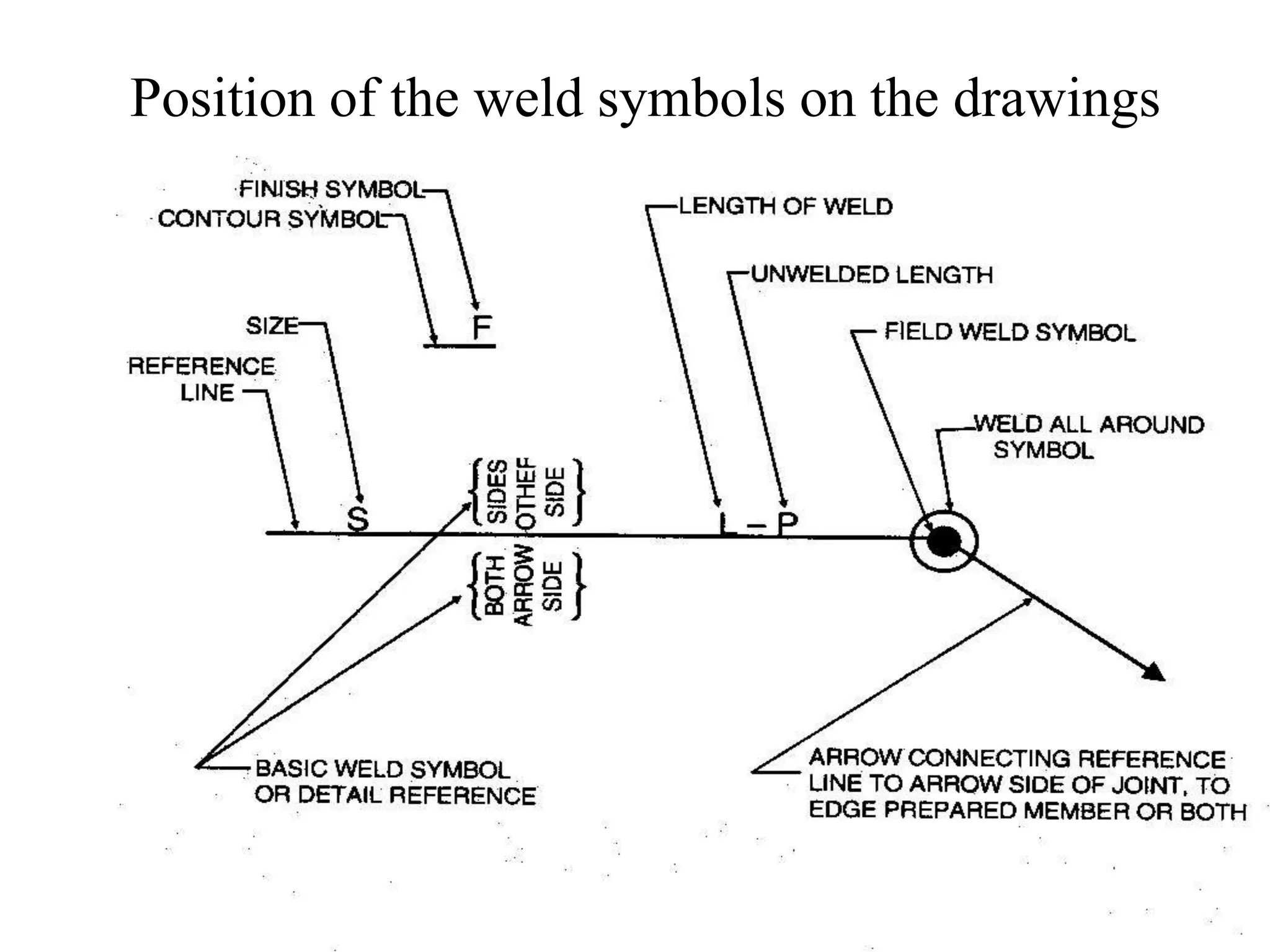
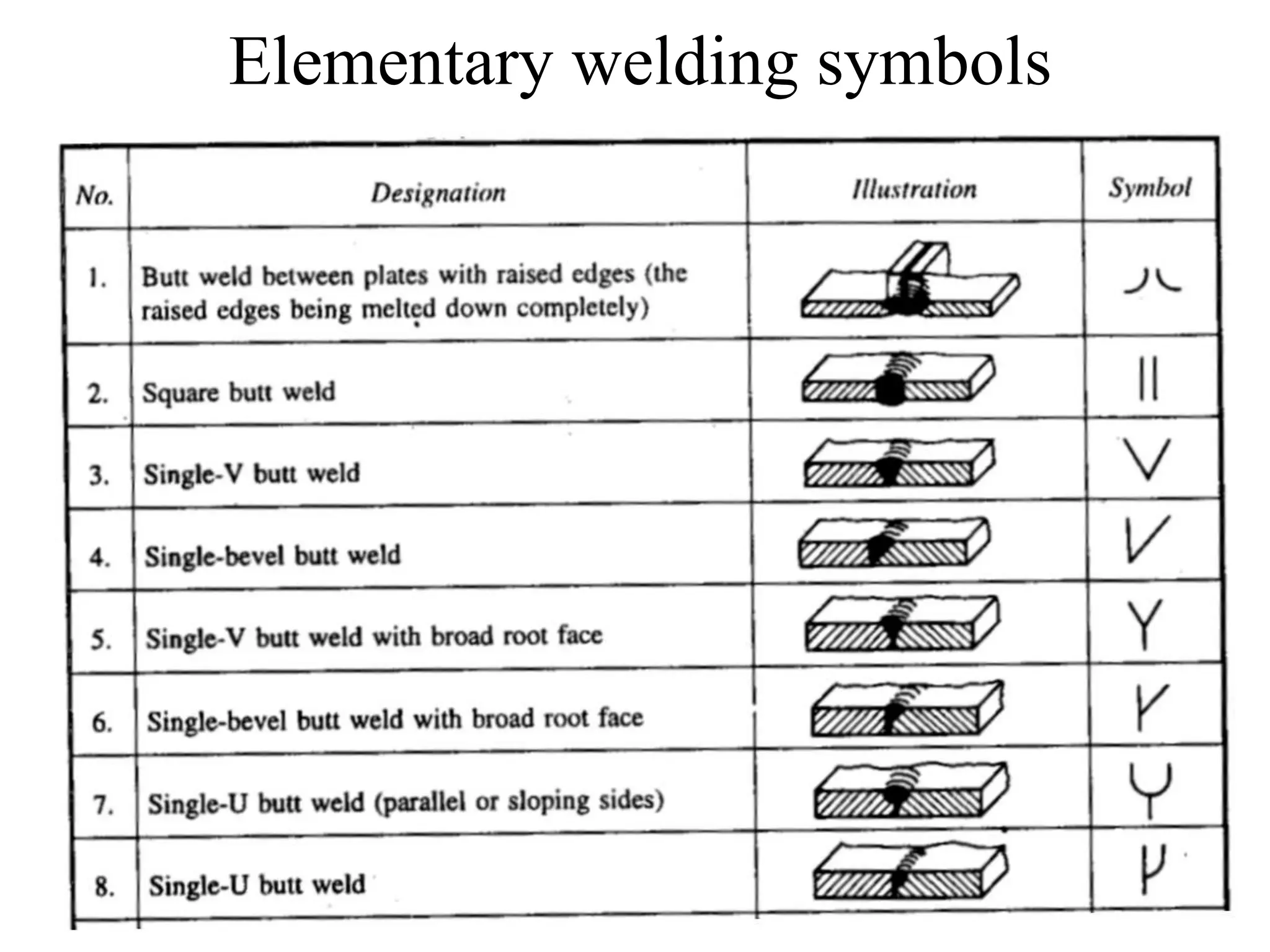
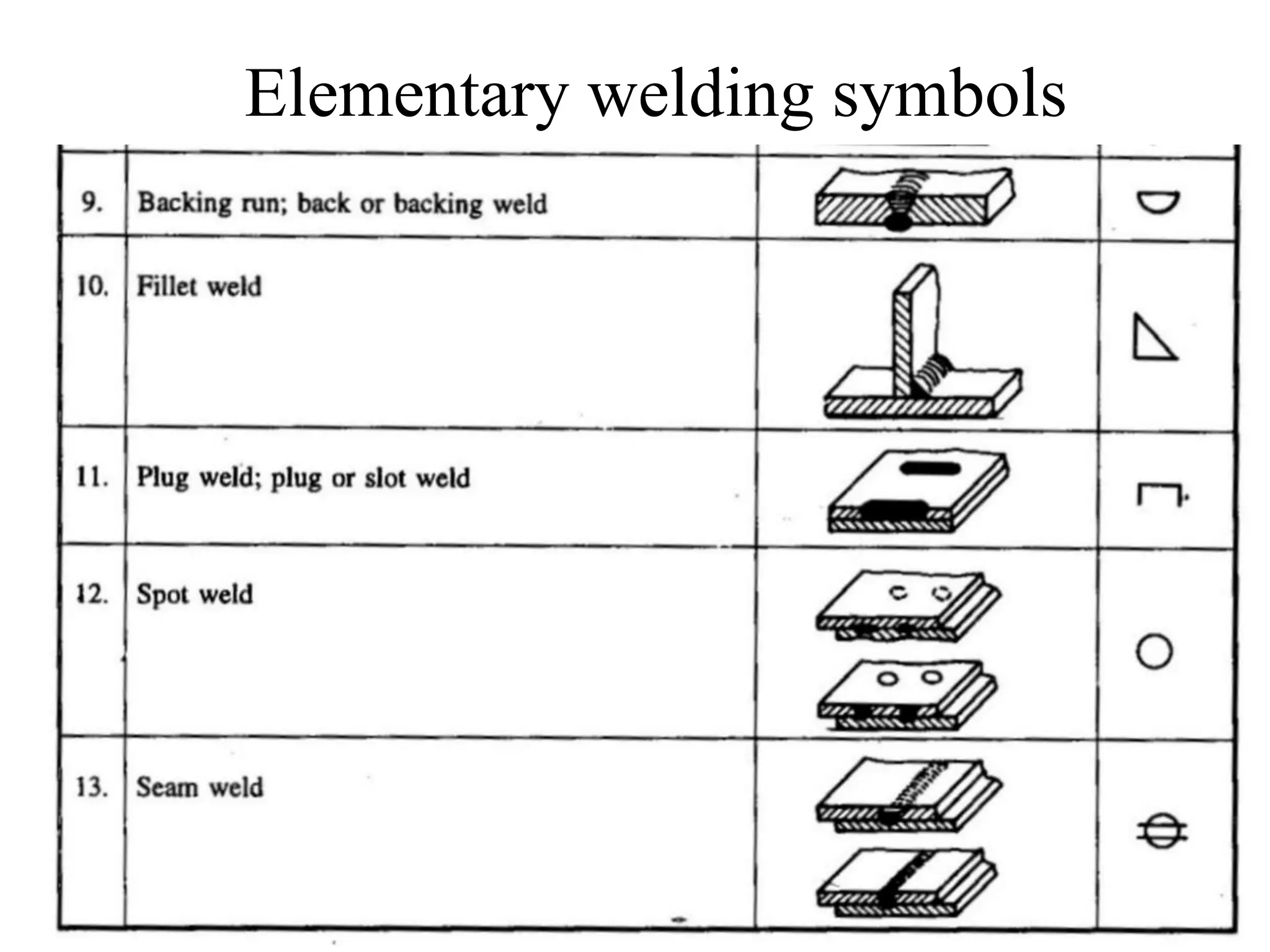
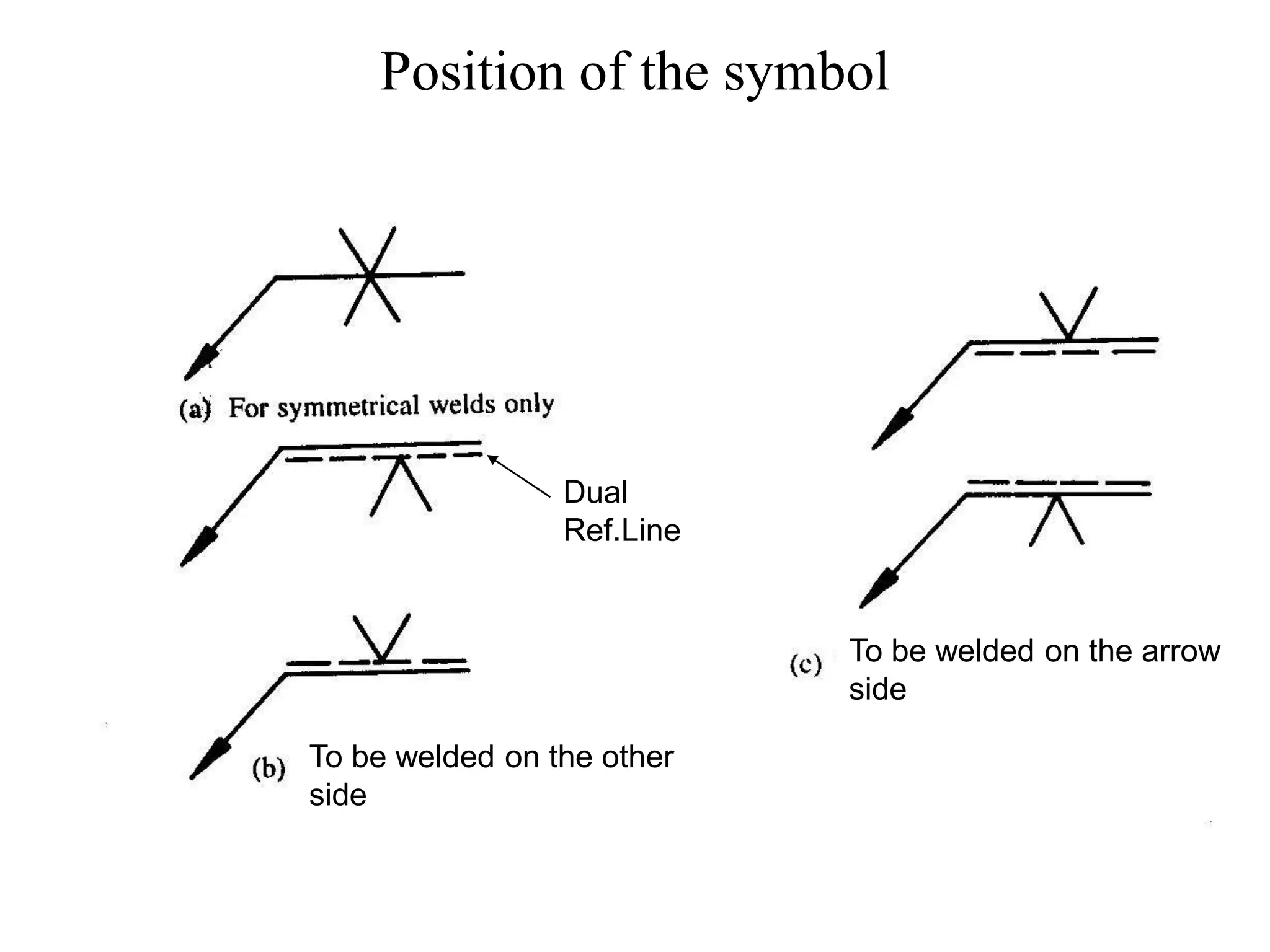
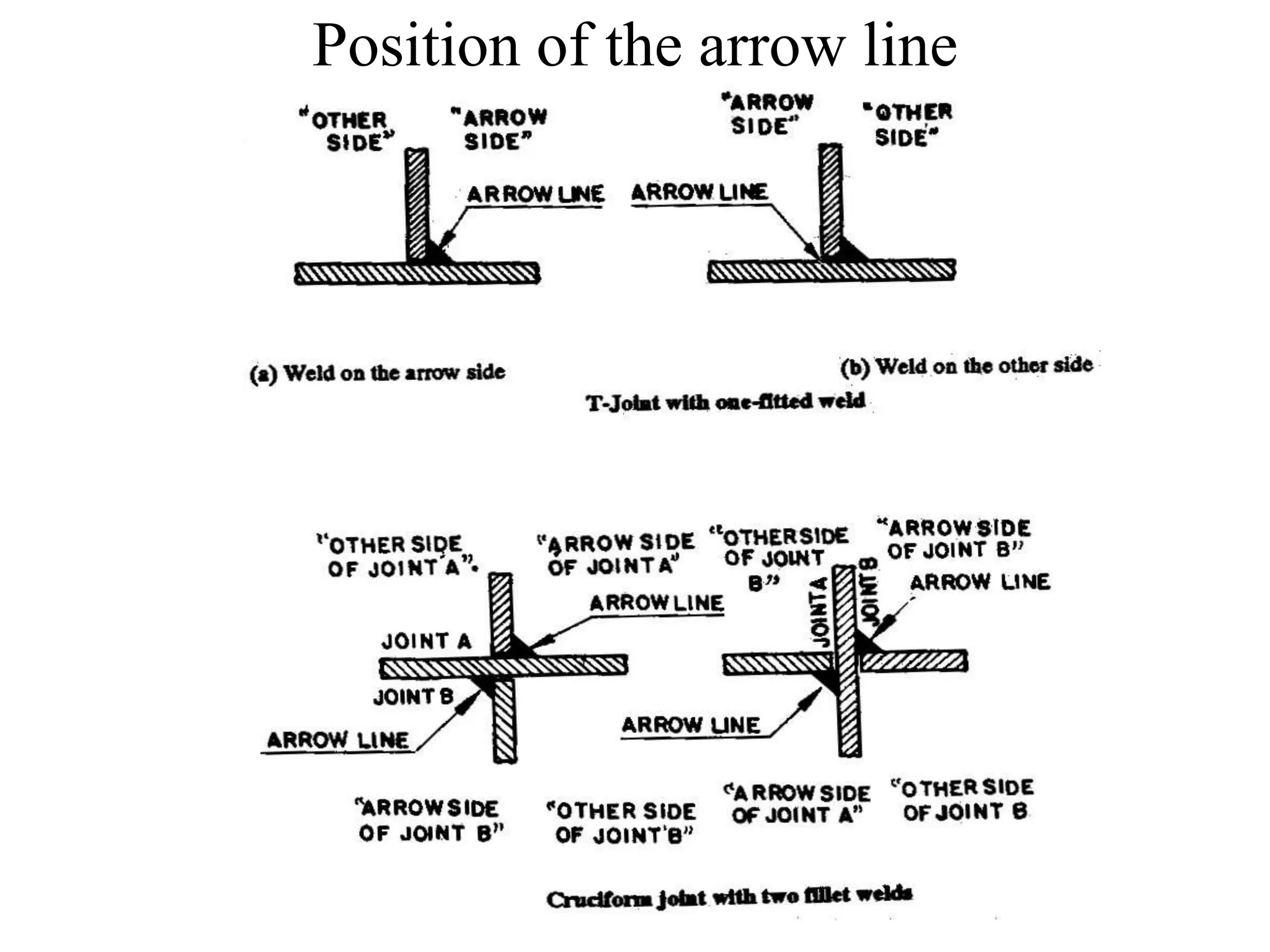
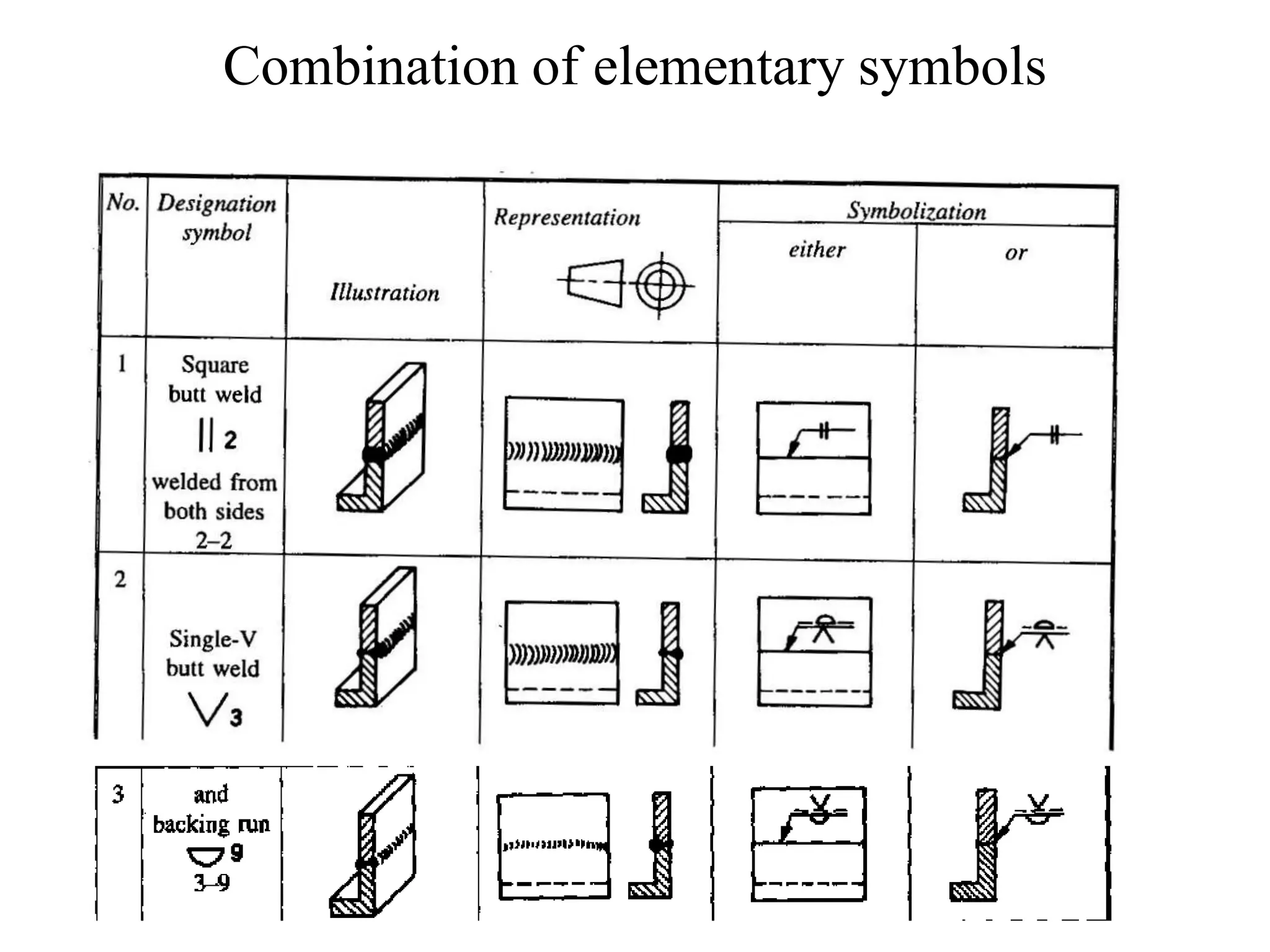
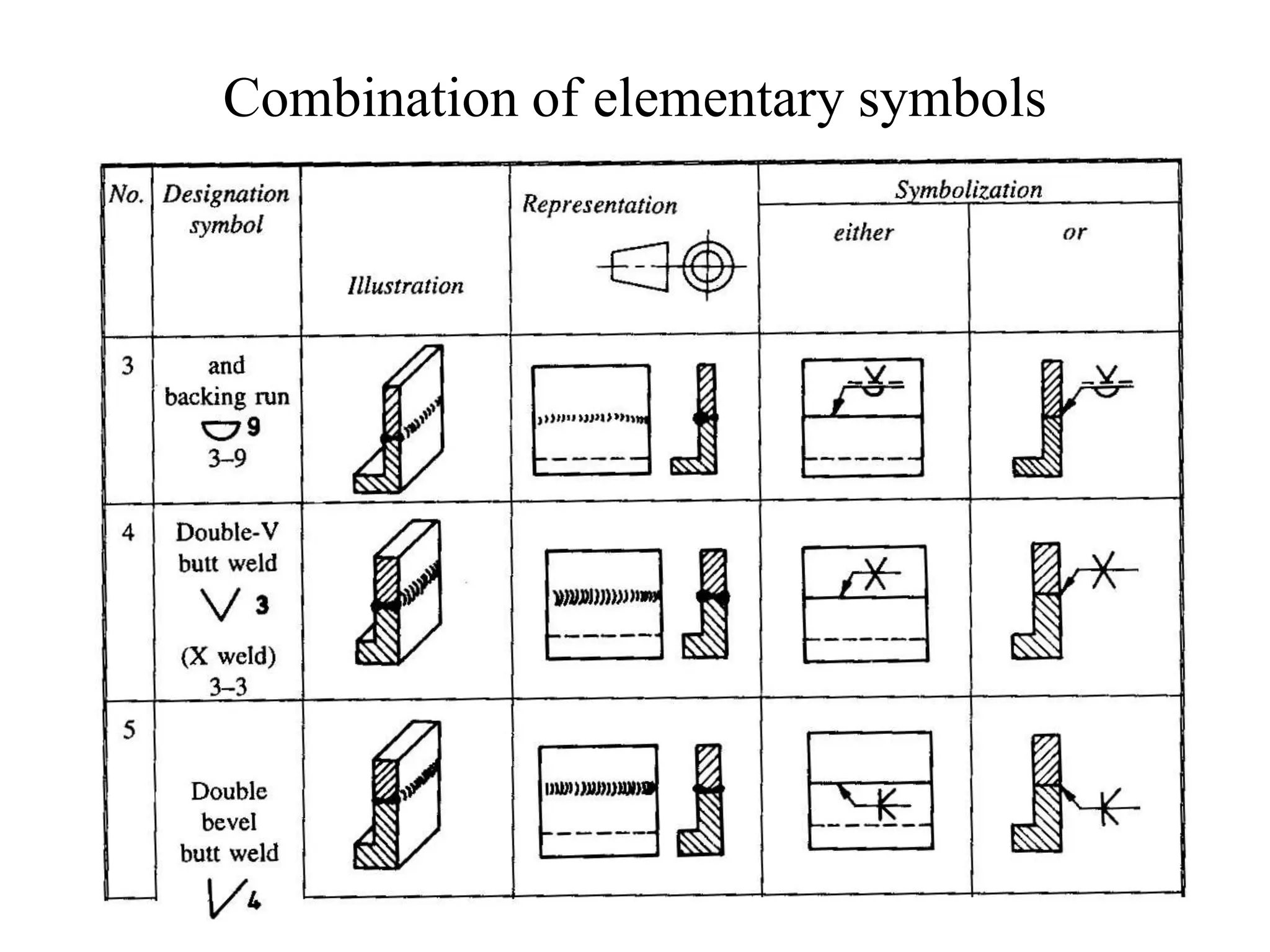
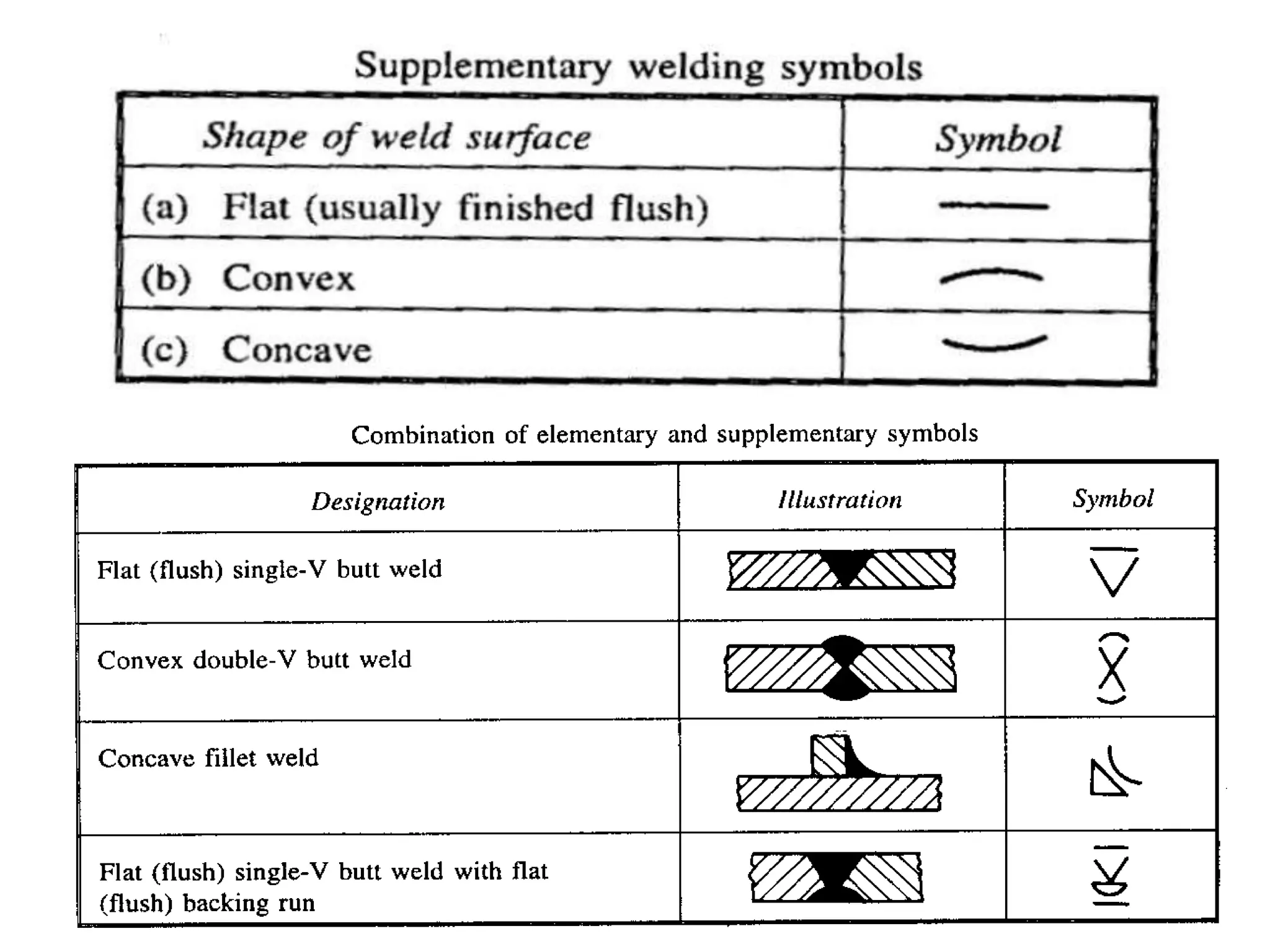
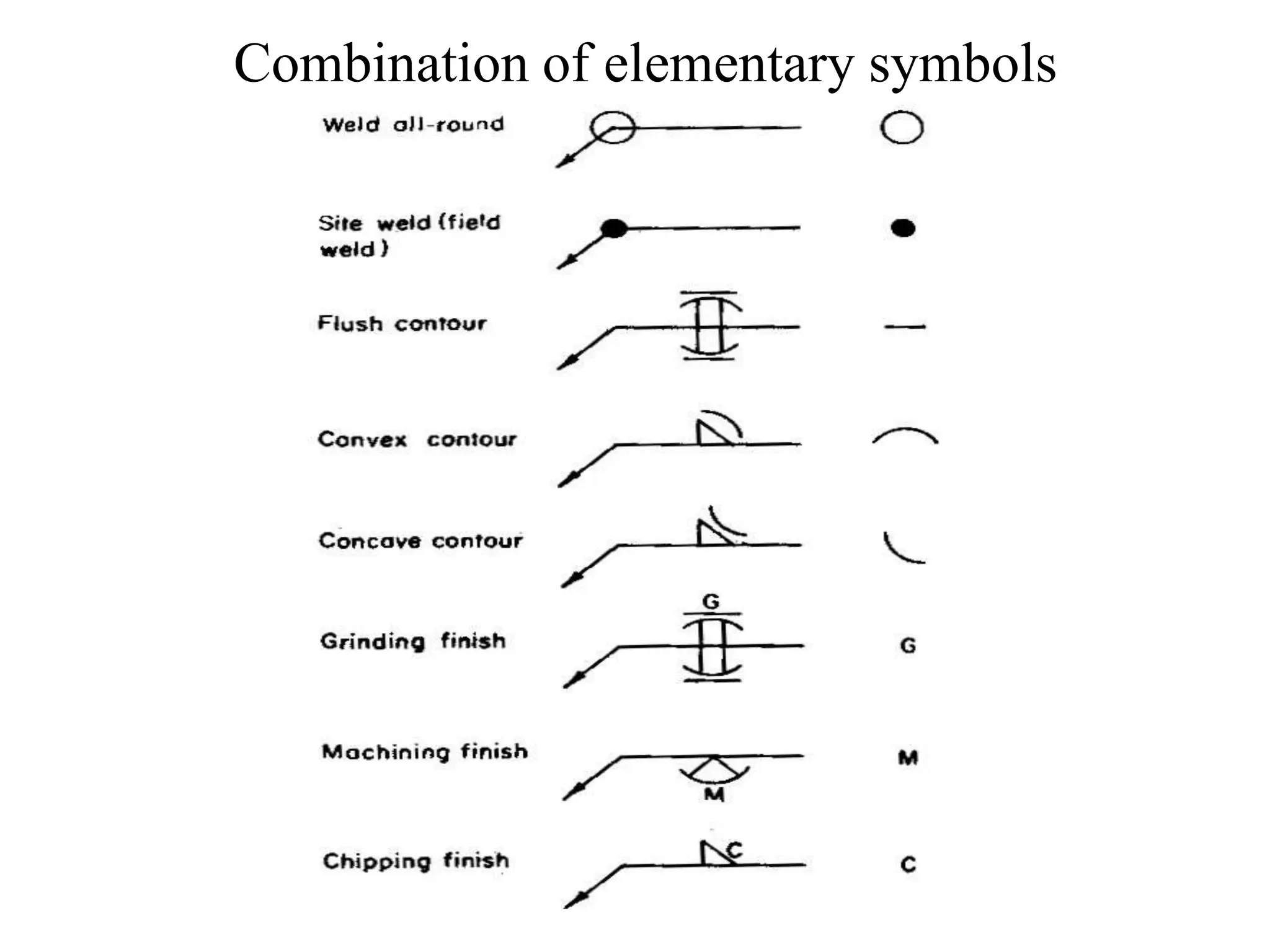
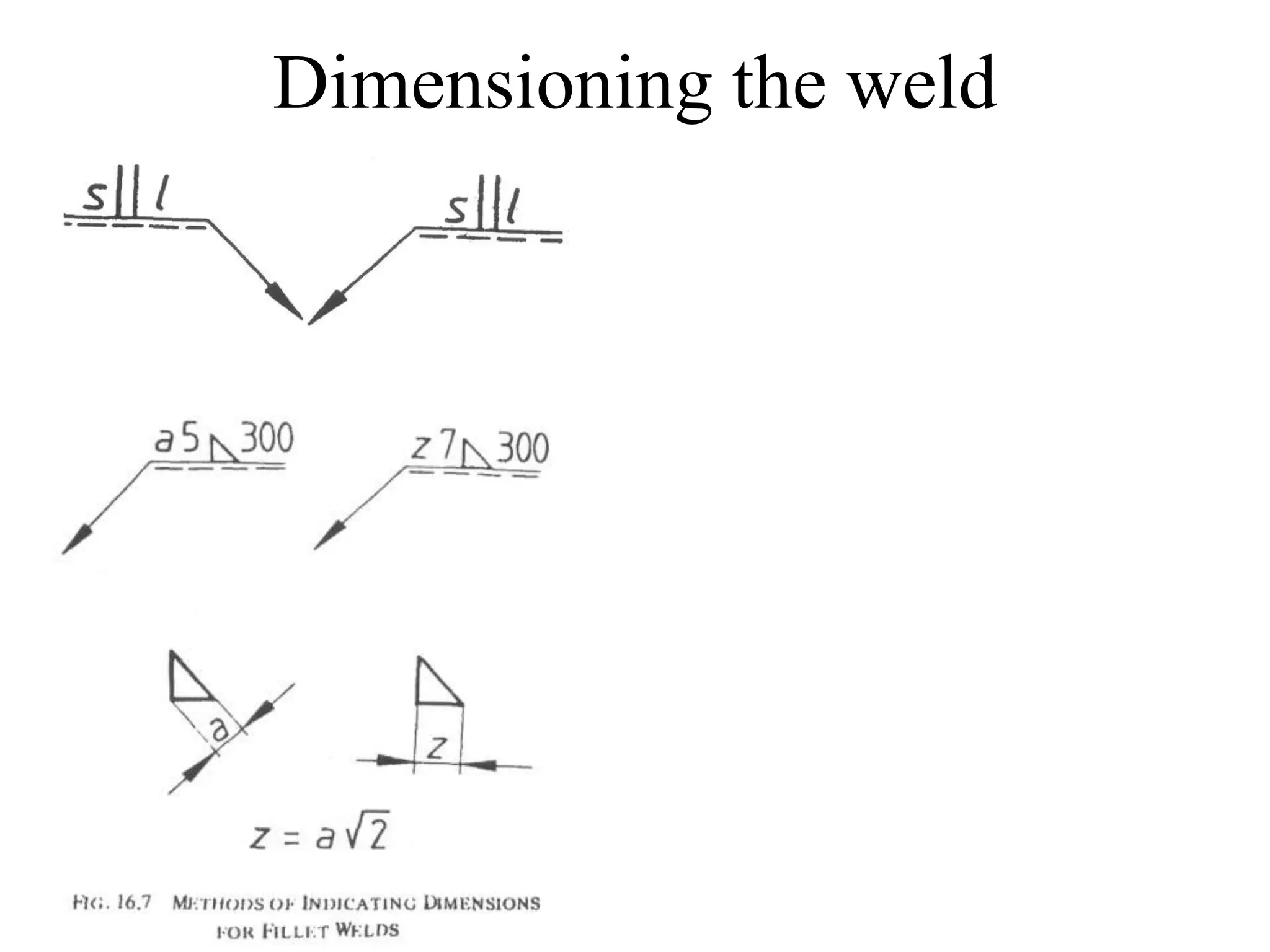
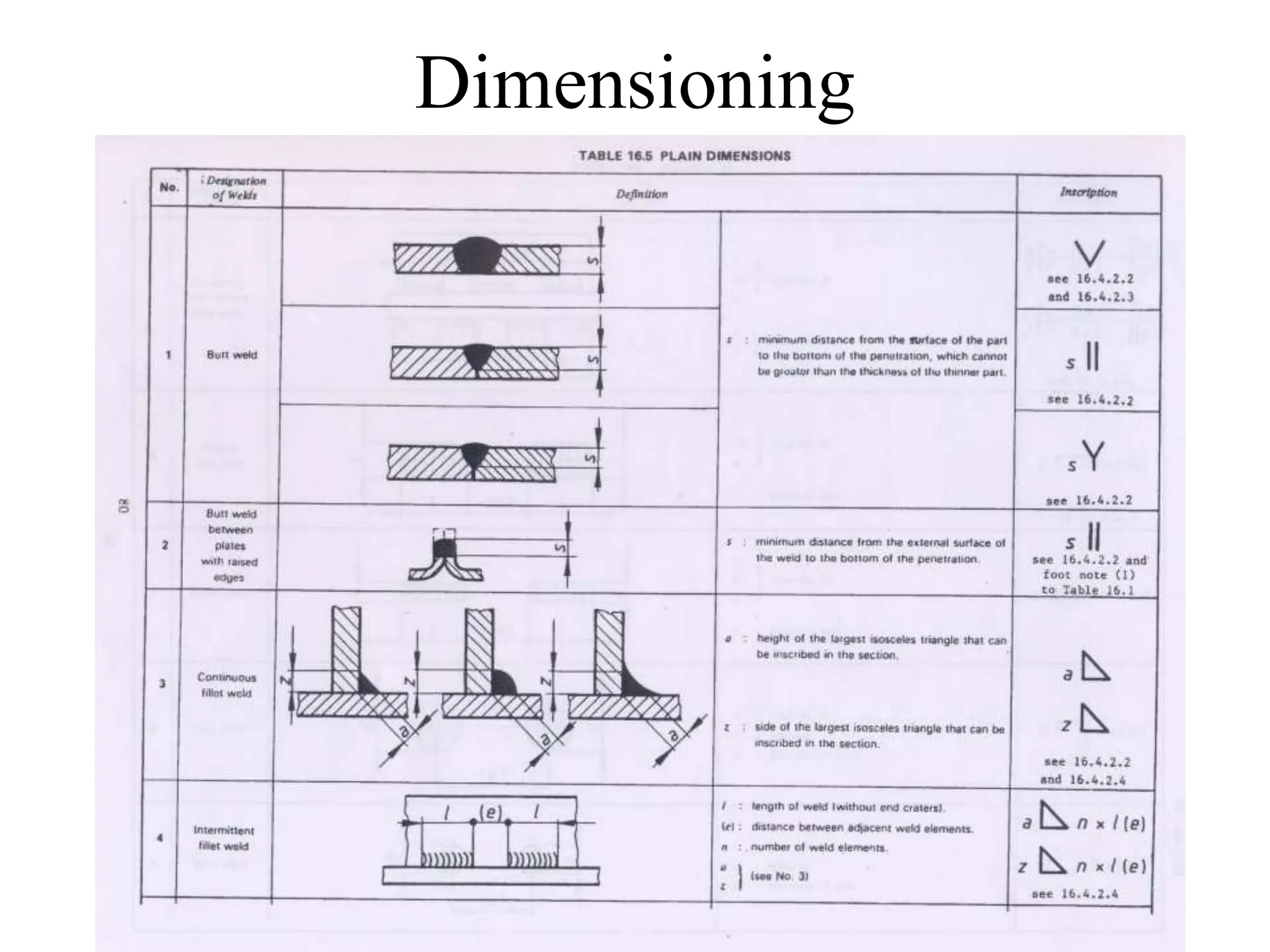
The document provides an overview of welding, highlighting it as an effective method for creating permanent joints between metal parts. It outlines various types of welding joints and the corresponding symbols used in drawings, emphasizing rules for proper symbol placement and dimensioning. Key guidelines include the positioning of symbols based on weld locations and the inclusion of dimensions without units.