1. Workingprinciple of carding machine:
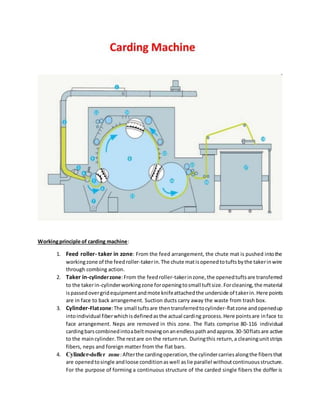
1. Feed roller- taker in zone: From the feed arrangement, the chute mat is pushed intothe
workingzone of the feedroller-takerin.The chute matisopenedtotuftsbythe takerinwire
through combing action.
2. Taker in-cylinderzone:From the feedroller-takerinzone,the openedtuftsare transferred
to the takerin-cylinderworkingzone foropeningtosmall tuftsize.Forcleaning,the material
ispassedovergridequipmentandmote knifeattachedthe underside of takerin.Here points
are in face to back arrangement. Suction ducts carry away the waste from trash box.
3. Cylinder-Flatzone:The small tuftsare thentransferredtocylinder-flatzone andopenedup
intoindividual fiberwhichisdefinedasthe actual carding process.Here pointsare inface to
face arrangement. Neps are removed in this zone. The flats comprise 80-116 individual
cardingbarscombinedintoabeltmovingonanendlesspathandapprox.30-50flatsare active
to the maincylinder.The restare on the returnrun. Duringthis return,a cleaningunitstrips
fibers, neps and foreign matter from the flat bars.
4. Cylinder-doffer zone:Afterthe cardingoperation,the cylindercarriesalongthe fibersthat
are openedtosingle andloose conditionaswell aslie parallel withoutcontinuousstructure.
For the purpose of forming a continuous structure of the carded single fibers the doffer is
2. required. The doffer combines the fibers into a web. Here points are in face to face
arrangement.
Actions in carding machine:
1. Stripping action: when two close surfaces have same wire direction but their speed
direction is opposite to each other, then the action between two surfaces is called
stripping action. Opening and cleaning of fibers is done by this action.
- Action between taker in and cylinder
- Wire direction same
- Speed direction opposite
- Face to back arrangement of wires
2. Carding action: If two closed surfaces have opposite wire direction and their speed
directionisalso opposite toeach other, thenthe actionbetweentwosurfacesis known
as carding action. Opening to individual fiber and neps removal is done by this action.
- Action between cylinder and flat
- Wire direction opposite
- Speed direction opposite
- Face to face arrangement of wires
3. Doffing action: when two close surfaces have opposite wire direction and their speed
directionisalso opposite toeach other, thenthe actionbetweentwosurfacesis known
as doffing action. Web formation of fibers is done by this action.
- Action between Cylinder and doffer
- Wire direction opposite
- Speed direction opposite
- Face to face arrangement
Functions of carding machine:
1. Opening to individual fibers: whereas the blow room only opens the raw material to
flocks,the carding must opento the stage of individual fibers.This isessential toenable
elimination of impurities and performance of the other operations.
2. Eliminationofimpurities:eliminationof foreignmatteroccursmainlyinthezone oftaker
in and cylinder. The degree of cleaning achieved by the modern card is very high. Card
sliver still contains 0.05 – 0.3% foreign matter.
3. Nepsremoval:while the numberof nepsincreasesfrommachine tomachine inthe blow
room,the cardingreducesthe nepsbycardingaction.Actuallynepsare noteliminatedat
the carding, they are mostly opened out.
3. 4. Elimination of short fibers: eliminationof short fibers in the carding must be viewed in
proportion, actually very small, the less than 1% short fibers.
5. Sliver formation: To deposit fiber material, to transport it and process it further an
appropriate product must be formed. This is the sliver.
Characteristics of card sliver:
1. Not proper uniform
2. Wt. per unit length = 65-80 gr/yd
3. Draft = 90-120
4. More short fibers present
5. More fibers are projected out of the slivers
6. Production/hr = (50-100) kg
7. Hook is present
8. Carded sliver are oriented in different direction
Carding:Cardingmaybe definedasthe reductionof anentangledmassof fiberstoafilmy
web by working between two closely spaced,relatively moving surfaces clothed with sharp
wire points.
Neps:Neps can be defined as a small knot of entangledfibers. The structure of entangled
fibers typically ranges from 0.3 to 3 mm in diameter.
Neps removal efficiency(NRE):=
neps per gm at mat−neps per gm at sliver
neps per gm at mat
× 100%
Card clothing: The pinwhichis usedto cover the surface of carding rollersuchas taker
in,cylinder,dofferandare of fine indiameter,spacedcloselyandbendedinshape isdefined
as card clothing.
Types of card clothing:
1. Flexible card clothing
2. Semi-rigid card clothing
3. Metallic card clothing
Card clothing manufacturers:
1. Graf
2. Trutzschler
3. Lakshmi
4. ICC ( Indian card clothing)
5. ECC (English card clothing)
Wire specification:
P-2040S×0.4-B8R
4. Where, 20 = height of wire in mm
40= angle of wire in degree
0.4= thickness of wire in mm
Selection of card clothing:
1. Type and design of card ( jute card, cotton card, woolen card)
2. Rotational speed of the cylinder( for higher cylinder rpm better card clothing is
required)
3. Production rate ( to give higher production better quality card clothing is needed)
4. Material through put ( through put capacity 800, 900 or 1000 ton)
5. Raw material type (natural or man-made)
6. Fiber characteristics (such as immaturity)
7. Overall quality requirements
8. Price of the card clothing
9. Service offered by the clothing supplier
Effectiveness of clothing influenced by following factors:
1. The quality of wire
2. The gauge of wire ( distance between two wire)
3. The insertion angle of wire in the foundation
4. The grinding of the wire points
5. The density of the wires
6. The height of the wires
Grinding: Grinding is the operation by which the effectiveness of the wire points of
all organs in the carding machine is maintained. Wire points of different organs such
as taker in, cylinder, doffer and flats loss their effectiveness in regular fiber processing
and variable wt. of wire points and get irregular carding action. So, grinding is
necessary to make the points sharp. After grinding, the height of wire reduced.
Objects of grinding:
1. To increase sharpness of the wire points
2. To keep equal height of wires
3. To get regular carding action and uniform sliver
Types of grinding:
5. 1. Traverse wheel grinding: Traversing wheel grinding device contains an emery
wheel of 3.5 inch width which performs grinding process by traversing motion,
moving from one end to another across the wire points of different parts.
2. Roller grinding: This device provides a long roller which moves over full width
of cylinder surface and performs grinding process.
General faults in carding machine:
1. Lower NRE%: If neps are not removed as standard level therefore, card sliver
contain higher neps/gm. This fault is created due to:
- Improper setting between different card surfaces
- Incorrect point density of carding wire
- Damaged carding wire
- Improper geometry of card cloth
- Incorrect speed setting of different carding surfaces
2. Higher sliver CVm%: If sliver mass variation is high in card sliver, then CVm%
is high. This type of fault is produced due to malfunctioning of card autoleveler.
3. Sliver breakage: sliver breaks due to disruption in material inflow and incorrect
calendar roller pressure.
4. Poor webstructure: damaged doffer wire or improper stripping roller function.
5. Out of levelling limit: If control limit of levelling is exceeded then machine
stops. This type of fault is produced due to disruption in material inflow from blow
room or jamming in chute device.
6. Roller lapping: calendar roller, coiler calendar roller lapping take place due to
improper working ambient condition. (RH%, temp.)
Development in carding machine:
1. Fire detector
2. Continuous suction
3. Chute feed system
4. Electronic control system
5. Each section is driven by separate motion
6. Auto levelling
Auto levelling: For regular delivery or regular output of material changing draft
according to the change of input amount is called auto levelling.
Draft: Draft is defined as the ratio of wt. per unit length of the input material to the
wt. per unit length of output material. Draft reduces the wt. per unit length or increases
the length per unit wt. of the material.
6. Draft =
𝑖𝑛𝑝𝑢𝑡 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑤𝑡.𝑝𝑒𝑟 𝑢𝑛𝑖𝑡 𝑙𝑒𝑛𝑔𝑡ℎ
output material wt.per unit length
Question:Howauto levelling is performed in carding machine??(let, card
mat wt. is 550 gm/m and required card sliver wt. is 70 gr/yd)
Blow room and carding wastage calculation:
Let,
Carding machine production = 70 kg/hr
Amount of Dropping 2 in 1 hr= 3 kg
Amount of Dropping 1 in 1 hr = 2 kg
Amount of Flat strip in 1 hr = 1 kg
So, total input in blow room = (70+3+2+1)
= 76 kg
Dropping 2 % =
3
76
× 100%
= 3.94%
Dropping 1% =
2
76
× 100%
= 2.63%
Flat strip =
1
76
× 100%
= 1.31%
Total wastage = (3.94+2.63+1.31)
= 7.88%
1. To increase D2% we have to increase the beater speed and widen the grid bar.
2. To increase D1% we have to increase the taker in angle ( the angle between feed roller and
taker in)
3. To increase F/S% we have to increase the flat speed.
Practice:
1. A spinning mill has 20 carding machines. Each machine deliver 60 kg sliver per hour. Every
one hour 60kg D2, 40kg D1 & 20kg F/S are collected from dust chamber. Find out blow
room & carding wastage percentage for this spinning mill. Let, efficiency of each carding
machine is 98%.
7. Mathematical problem:
1. If motor rpm is 950, motor pulley dia 6 inch, beater pulley dia 8 inch, then calculate beater
rpm and beats/min. let, no. of spikes of this beater is 30.what can you do to increase the
beater rpm?
2. Find out the draft of a carding machine if card mat wt. is 550 gm/m, card sliver wt. is 70
gr/yd.
3. If doffer rpm is 100, doffer diameter is 27 inch, then what will be the surface speed of
doffer?
4. If doffer speed is 215 m/min, card sliver wt. is 70 gr/yd, then calculate the production/hr (in
kg) of this carding machine. Let, efficiency of this carding machine is 96%.
5. A spinning mill has 10 carding machine. Card mat wt. is 500 gm/m. 100 draft has been
given to all machine. Doffer diameter is 68 cm, doffer rpm is 120, efficiency 95%. Then
calculate the total carding machine production/day (in kg) of this spinning mill.
6. If delivery speed of a carding machine is 220 m/min, sliver length/can is 9000m. Find out
the time required for a doff. Let, efficiency 97%.
7. Find out the sliver wt. (in kg) of a doff where doff length is 9000m. card sliver wt. is 70
gr/yd.
8. How much time needed for 10 carding machine to deliver 1 ton sliver. Let, sliver wt.
70gr/yd, surface speed of doffer 230m/min, efficiency 97%.