MSS SP-55 &ASME BPVC SEC. VIII DIV 1 UF-45 & UF-46
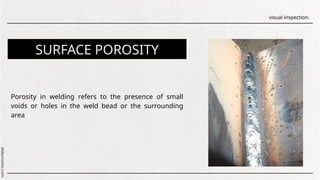
VISUAL INSPECTION
28/12/2023
2.
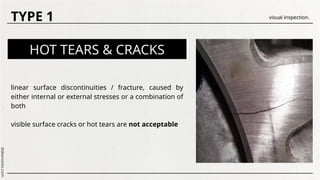
HOT TEARS &CRACKS
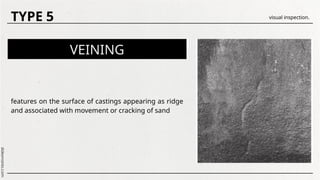
linear surface discontinuities / fracture, caused by
either internal or external stresses or a combination of
both
visible surface cracks or hot tears are not acceptable
TYPE 1 visual inspection.
3.
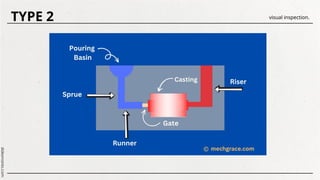
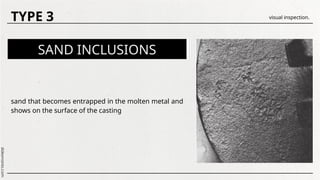
SHRINKAGE
a void leftin cast metal as a result of solidification
shrinkage and the progressive freezing of metal,
which is exposed upon cutting off risers and gates
TYPE 2 visual inspection.
RAT TAILS
features onthe surface of castings appearing as a
depression resulting from faulting or buckling of the
mold surfaces
TYPE 6 visual inspection.
THESE RULES SHALLBE USED SPECIFICALLY TO THE INSPECTION AND TESTING OF FORGED
VESSELS AND THEIR COMPONENT PARTS
ASME BPVC SEC. VIII
DIV 1 UF-45 & UF-46
VISUAL INSPECTION FOR FORGING
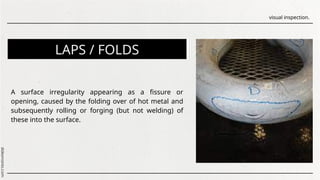
LAPS / FOLDS
Asurface irregularity appearing as a fissure or
opening, caused by the folding over of hot metal and
subsequently rolling or forging (but not welding) of
these into the surface.
visual inspection.