Download as PDF, PPTX




![Menulestuiln ratodbikty study
and lestablely enalyMs; risk
enalyett; productionphoning;
teat camp
Not sufficient secured
special characteristics
(Concept Phase, Robust
litHea.allechoylcel
some
Design) are to be analyzed
and documented within
the framework of the
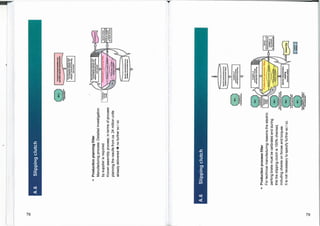
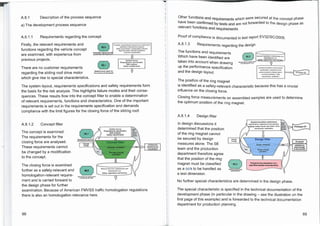
manufacturing feasibility study and testability analysis, risk analysis,
production planning and the test/inspection concept. The results must be
documented in the pre-launch control plan (pre-launch CP).
documentation for the project and must be forwarded to the production
planning department and, if appropriate, also to the customer.
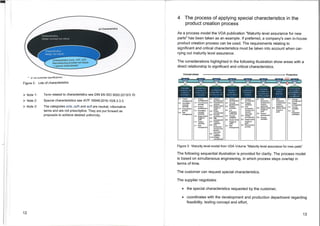
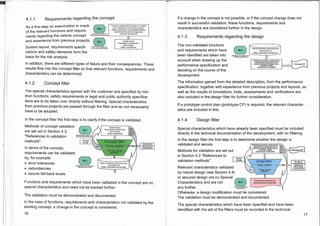
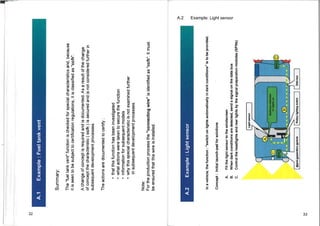
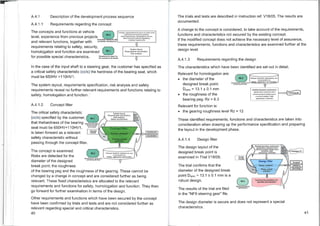
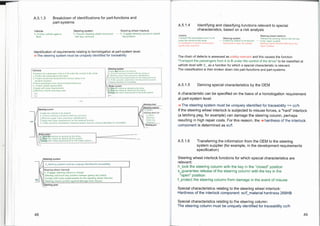
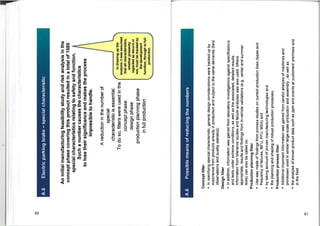
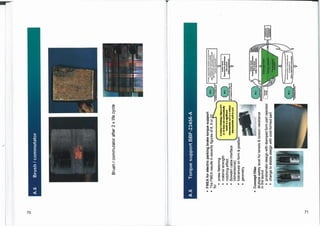
4.2 Description of the process sequence in production
Time Workflow Characteristics
Technical documentation incl
.
specified special characteristks
Manufacturing feasibility study
and Otstsefley analysis; task
altslyelE ptaductlonplanning;
fast concept
aae 011.lent
end...inns
Pnlatditilieh OP
V
Special characteristics to be
validated by process layout
Manufacturing feasibility study
and testability analysis; risk
analysis; production planning'
test concept
Production-
concept
change
Special
characteristics nor
tricked further es
validation is
documentedby
sibustpromise
Control Plan
Lessons
teamed
Validation of
production concept,
lest/Inspection planning
sloavoube soling
Comodmiled
nouts.
pro..
cep.
Product:an tool oar. and
1..11. ant etwiebte
Production process filter
Prodeatenproms vseldsiedi
-- Production proems
chomp possible?
Sewell
ebencieriellos not
incitedfurther as
validationle
documentedby
t robust amebae
Special characteristics
requiring
process control
Production process and
product approval (PPP)
Project closure
Responsibility transferred
le Production
Stert requallflcallon
Figure 5: Process sequence in production
18
4.2.1 Requirements regarding production planning
4.2.2 Production planning filter
Predefined special characteristics (Customer or own definition) must be
adopted directly in the next stage without filtering.
In the production planning
filter it must be clarified
whether the production
concept is validated and
therefore secured.
Production plennIng fillor
F
t
;
r:'
ecitZtorthe
bi" re]
dmsfritented
v,eldetionla
thaleasaint
Methods for validation are set
out in Section 4.3: "References
to validation methods".
Specinichat:amorist:Ls tobe
valideted by process layout
V
Production
contopl
change
hiaredaClerblitiealdbaay May
and testability outlets;risk
enelyels; productionplumage
aalcomp
Characteristics which have been
validated in the production concept are no special characteristics and are not
tracked any further.
Validation of the production concept must be demonstrated and documented.
If special characteristics cannot be validated by the production concept, the
first step is to consider a change to the product concept. If a change is not
possible of if the change does not result in successful validation, the
characteristics must be carried forward to the production process filter.
19
L
Technical documentation incl.
specified special characteristics
V](https://image.slidesharecdn.com/vda-special-characteristics-240520070702-f330589e/85/VDA-Special-Characteristics-Special-characteristics-pdf-8-320.jpg)
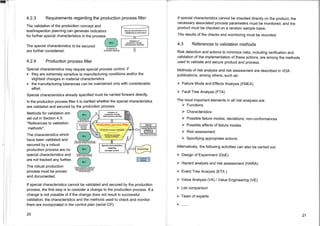



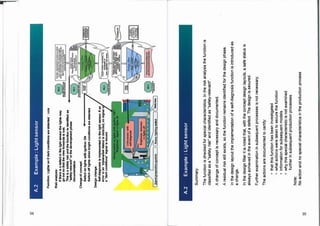
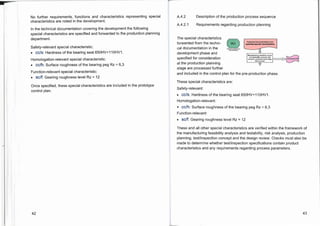
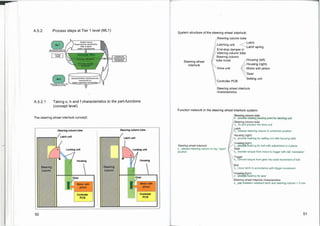
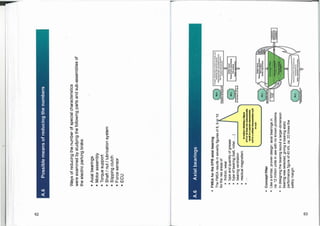
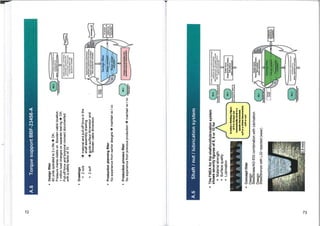
![A.5.4 Process steps at OEM and Tier 1 level (ML3)
Production-
concepl
I change
Manotactviing faealtablty study
and testability smartie,. risk
PiPPYstai ProdOctloriplanning;
cettcepi
Production s
C
liannIng fitter
0/11C•p
---
1
7
r
Preolailisch OP
''''
cherecleilelice net
tracked further as
velidetion Is
documented by
XitifittPAPPint
Spaniel chsreciralslice to his
validated by process layout
V
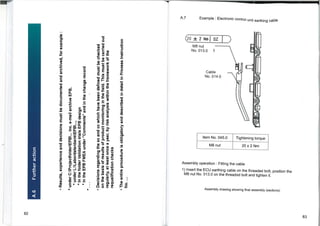
Steering wheel interlock characteristics
s_gap between released latch and steering
column >=3 mm
Latch characteristic
s width= 24 mm ± 0.1
Bolt characteristics
s_h_length = 50 mm +0 1
Trigger characteristics
s_h_length= 12 mm ±0.1
Gear characteristics
s_h_length= 7 mm ±0.1
Characteristics of housing (left)
s_h_length= 80 mm ±0.2
Characteristics of housing (right)
s_h_length= 80 mm ±0.2
Characteristics of steering column tube
s_h_length of housing positioning= 80 mm ±0.2
Characteristics of steering column tube
s_h_gap between upper housing position and bearing
for latch = 13 mm ±0.05
s: Gap between released latch and steering column
[steering wheel interlock] >=3 mm
All other dimensions are identified as individual dimensions in the
component drawing:
s: control dimension for positioning peg = DMR 2.6 mm +0.1
[left-hand housing]
s: control dimension for positioning hole = DMR 2.6 mm -0.1
[right-hand housing]
s: coaxiality of bearing point diameter with housing = 0.08 [gear]
f E: Material hardness [barrier latch] = 268 HB
steering column in the vehicl- <
Fltstewing wheelMale*to the stowingcolumn
h_lock the steering column in 'key closed" position
jelienle steering column in 'key open" position
Sioanng colon.net releeend "kiny own'poulhon
deal noworwearemonni for %looms whorl inladeekt
Una**sleeking column IranUnmoor st once et
001411..lelteleiht pindbruyil
Lemma economicassembly
trili
alr
int;agesieving *halneatest( tern
ea
politicks
operators
s_h_postion slosatsp retool emetic),on amens *slum
/
a h as aleanrio seheet Wort:ink ha togyercink
SiOlgillgWWIinuidock
1yeasas pegbeer be.'wen'Pate.
Pep tositionnotopen
•
wowsscresdanal
lessenscolumn
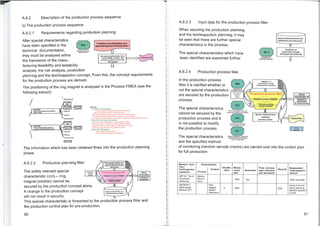
A.5.3.2 Carrying out the design filter:
The characteristic cc/h is shown in the development stage to be
robust against process fluctuations (DoE trials).
Certification is described in the technical documentation covering
the development and the characteristic not be considered as
special characteristic.
A.5.3.3 Including the sc/cc in the technical documentation:
The characteristics of the chain of dimensions covering the
gap between the unlatched bolt and the steering column
are not considered as separate items. Instead, the complete
dimensional chain is considered as a single cc/s characteristic.
This is documented in the assembly drawing (s).
A.5.4.1 Deriving special characteristics on the basis of the
OEM's Process FMEA
The latch position "open" is not robust. Due to the high effect "steering
blocked while driving", a cc/s is identified and marked for this purpose.
Install:Merino system
s_enebre Widelobe Owed
ven?=Tibli
g'i
l'
de
r'
veiree
nrt'
l=key removed
alleirtai0 repair costs (Instal= dot. e:at
WMmeetMoulemeireskramailoalsowem
f_comply with delivery limes (JIT)
iYrdae steering gear In the vehicle <
The "latch position when received" is recorded in the assembly drawing as an
action from the Process FMEA (cc/s) and forwarded to the supplier.
cc/s: Latch position when received [steering wheel interlock] = open
A.5.4.2 Carrying out the production planning filter by the Tier 1 supplier
The characteristic cc/s: coaxiality of the bearing point diameter with the
housing = 0.08 [gear] is no special characteristic because the two diameters
are produced when gripped in a machine and therefore, as a concept, no
error can occur in terms of coaxiality. The machine capability is demonstrated
and documented.
56 57](https://image.slidesharecdn.com/vda-special-characteristics-240520070702-f330589e/85/VDA-Special-Characteristics-Special-characteristics-pdf-27-320.jpg)

![11111,,.04,4nrulbltC
study
rss
tossoluty
snows;
em
stea
li;
produalann
ptimino;
test
concept
Prcuiiction
planning
Fl
rc
CralCrta
Spezial
cheracteristles
to
be
rel
ldsted
by
process
layout
Production.
••••••pt
On1,4
•—•
,1.1,0041
as
validation
is
documented
bY
nabLeal=22EL1
Special
ensranariales
to
be
validated
by
process
layout
Validation
of
production
concept,
teetrinspection
planning
C.I..121,
heeeeev
mrpeg
Volicisifon
of
Production
concept
lastanspection
planning
t•eryneomen
1,1•144.1.1
Production.
l
6
•
ana
sf,nmerelnIsal
ooeureen
reraten•
art
ma.
ndFro.,
own,
pr.ke
Production
process
rIFte4
nottial
chn-octsrisnos
requiring
process
Control
gye
oal
•
•Arraclar,11,
lisirvvd
rad.ii
or
ratldsben
i.
rio.moriall
trlatagvt»:::
ontrol
Plan]
Lour
,
*
I
salad
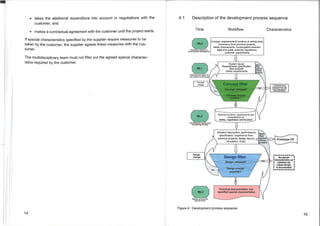
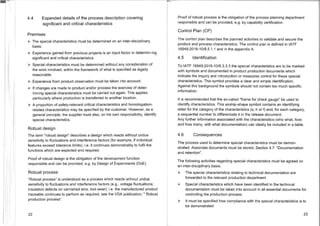
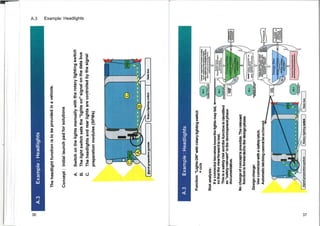
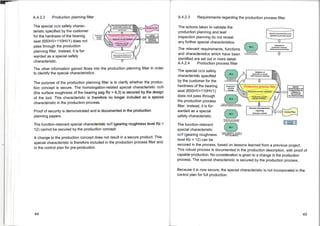
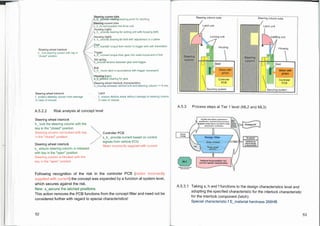
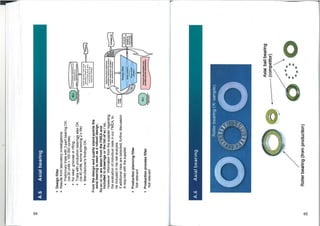
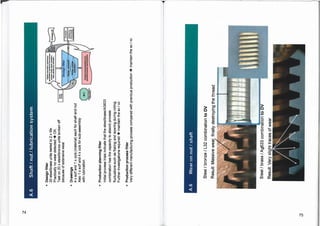
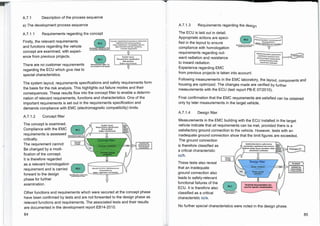
A.6
Motor
assembly
Lann
Torttoldgli
dOCLIMOTIIMOM
MCI.
effled
ward
choractertatice
110•••
r
irlimrs
Manufacturing
feasibility
study
and
testability
snaysis
;
risk
analysis;
production
pionning;
test
concept
•
Production
planning
filter
The
use
of
proven
manufacturing
methods
for
mechanical
parts
with
capability
indices
(Cpk)
between
1.85
&
2.11
mean
that
no
further
sc
/
cc
are
generated.
15
sc/f
from
the
drawings
need
not
be
tracked
further,
because
it
is
possible
to
demonstrate
the
robustness
of
the
manufacturing
processes.
Checks
on
the
supplier's
production
planning
for
electronics
result
in
5
more
cc/s
and
3
more
sc/f
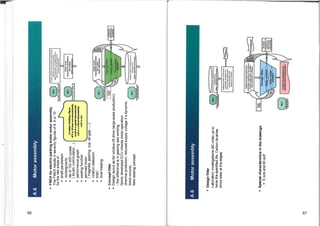
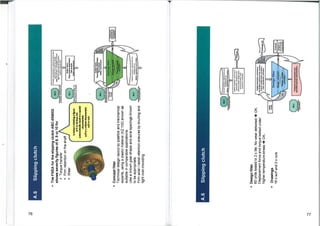
A.6
Motor
assembly
•
Production
process
filter
120
million
units
delivered
to
date.
No
known
problems
with
shaft,
sheet
package,
housing,
commutator,
insulation,
magnets,
magnet
ring,
brush
system,
throttle
and
capacitor.
This
permits
the
elimination
of
3
sc/f.
Data
from
experience
reveal
4
more
sc/f
and
one
cc/s
for
the
cup,
wiring
and
winding.
The
ECU
must
be
considered
and
further
special
characteristics
will
probably
be
added
Prima
mew..
srbierw.
ampraraosrat
atru.Stri,
lox
rbaumbvisp,](https://image.slidesharecdn.com/vda-special-characteristics-240520070702-f330589e/85/VDA-Special-Characteristics-Special-characteristics-pdf-33-320.jpg)



The document outlines a process for identifying, classifying, and managing special characteristics in product development, particularly in the automotive sector. It emphasizes the importance of a multidisciplinary approach to ensure safety, regulatory compliance, and quality control, while also providing guidelines for documentation and process validation. The second edition updates previous guidelines, integrating changes from recent standards and focusing on robust design and process practices.