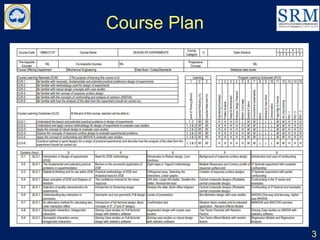
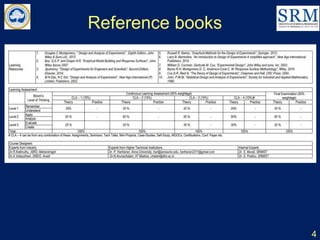
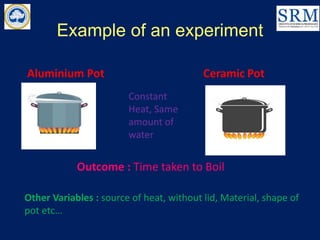
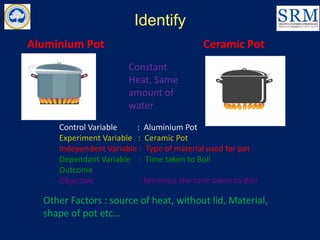
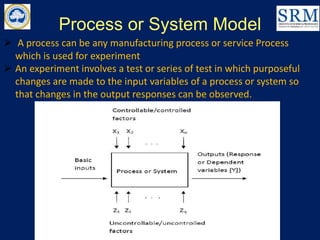
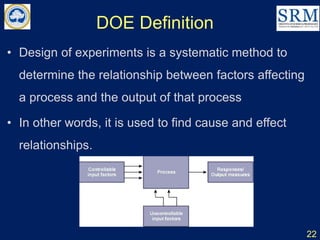
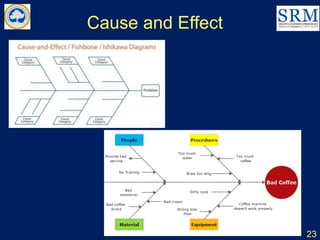
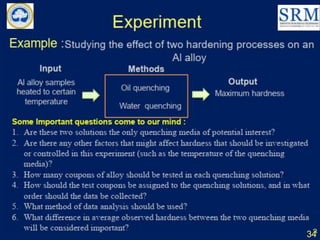
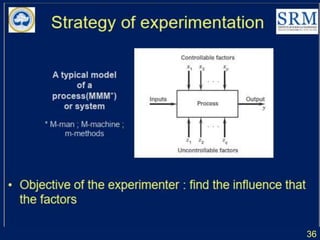
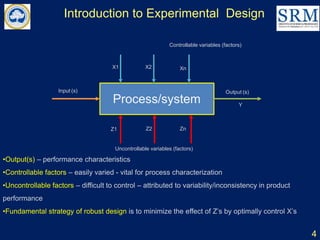
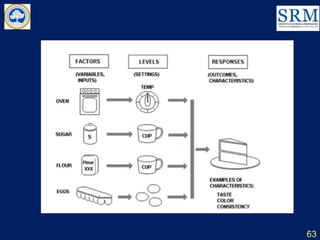
This document provides an overview of design of experiments (DOE). It discusses the purpose of the course, which is to learn fundamentals of DOE techniques and how to set up and analyze experiments using software. Key terms are defined, such as factors, levels, treatments, and responses. Examples of experiments are provided for heating different types of pots. The basic principles of DOE are covered, including randomization, replication, and blocking. Applications and benefits of DOE are that it allows many factors to be studied simultaneously in an efficient manner to optimize processes.