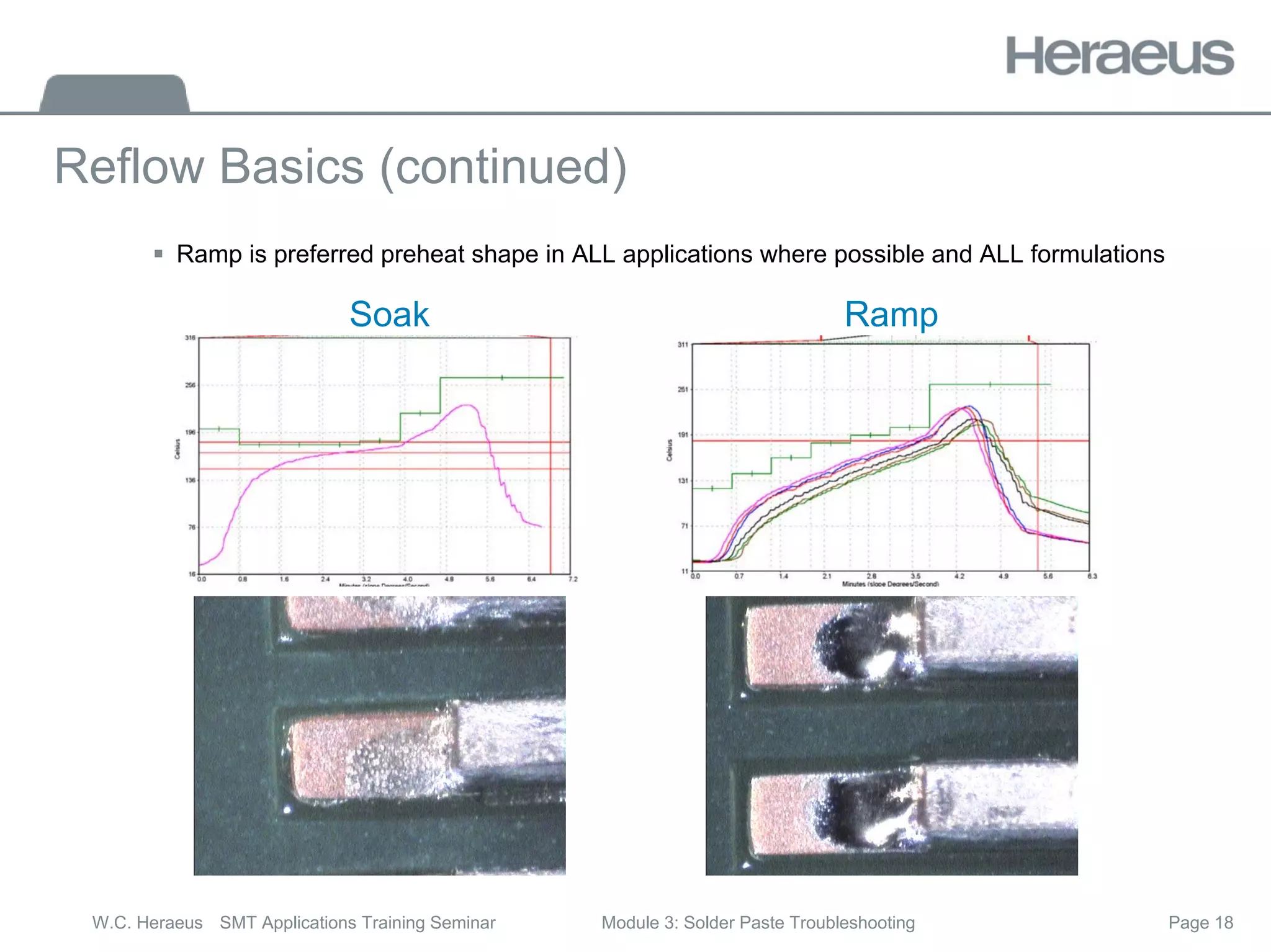
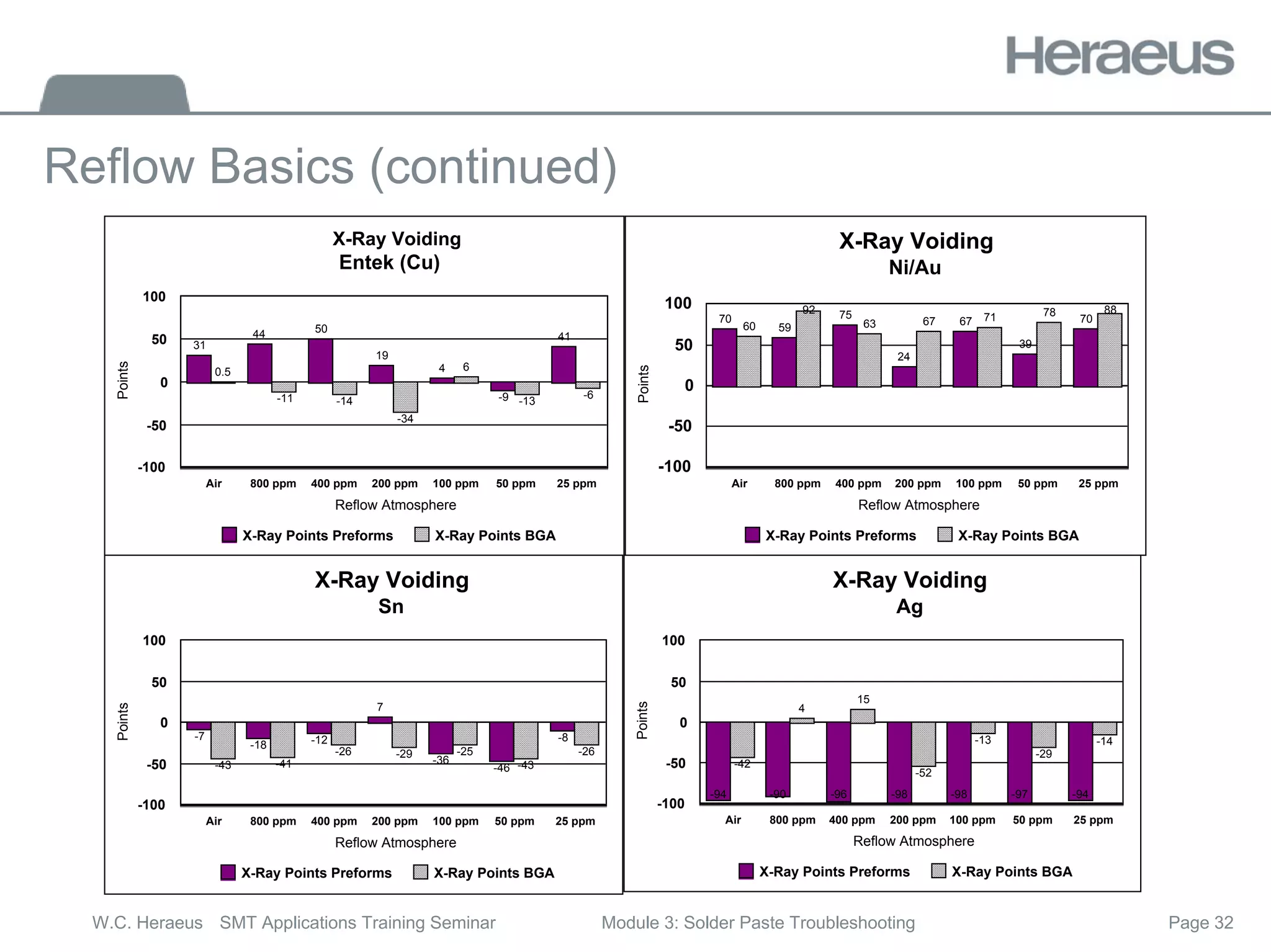
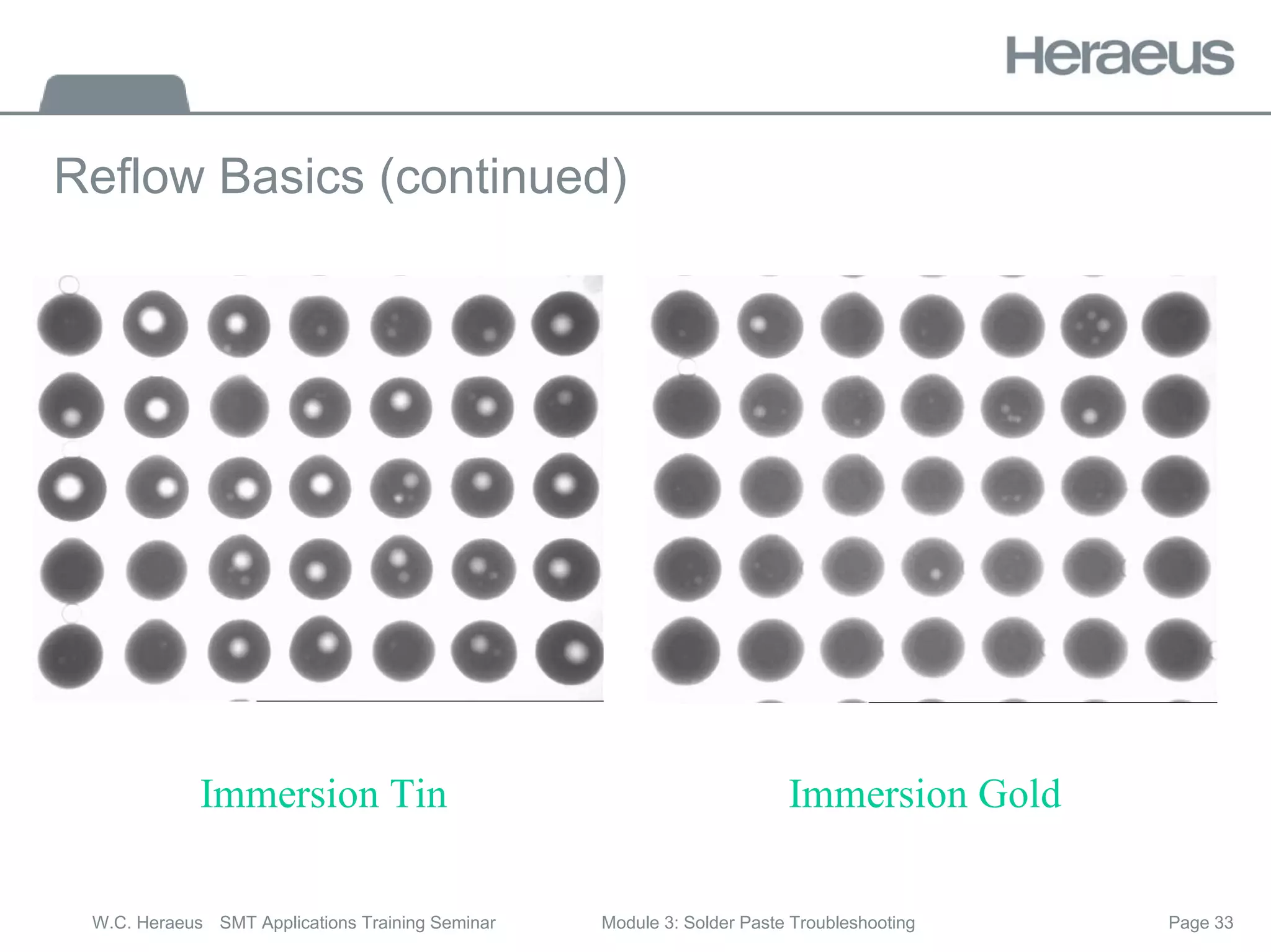
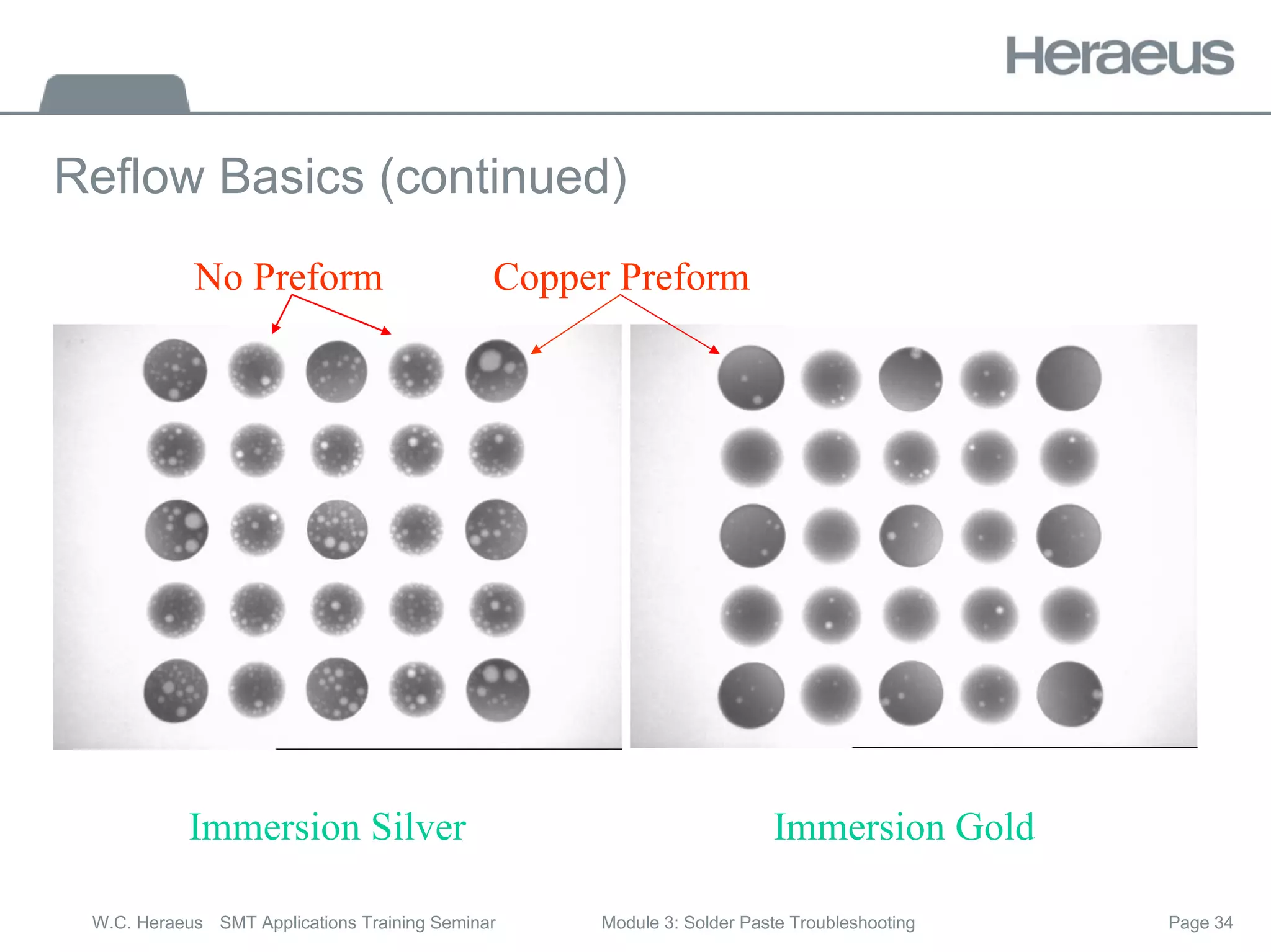
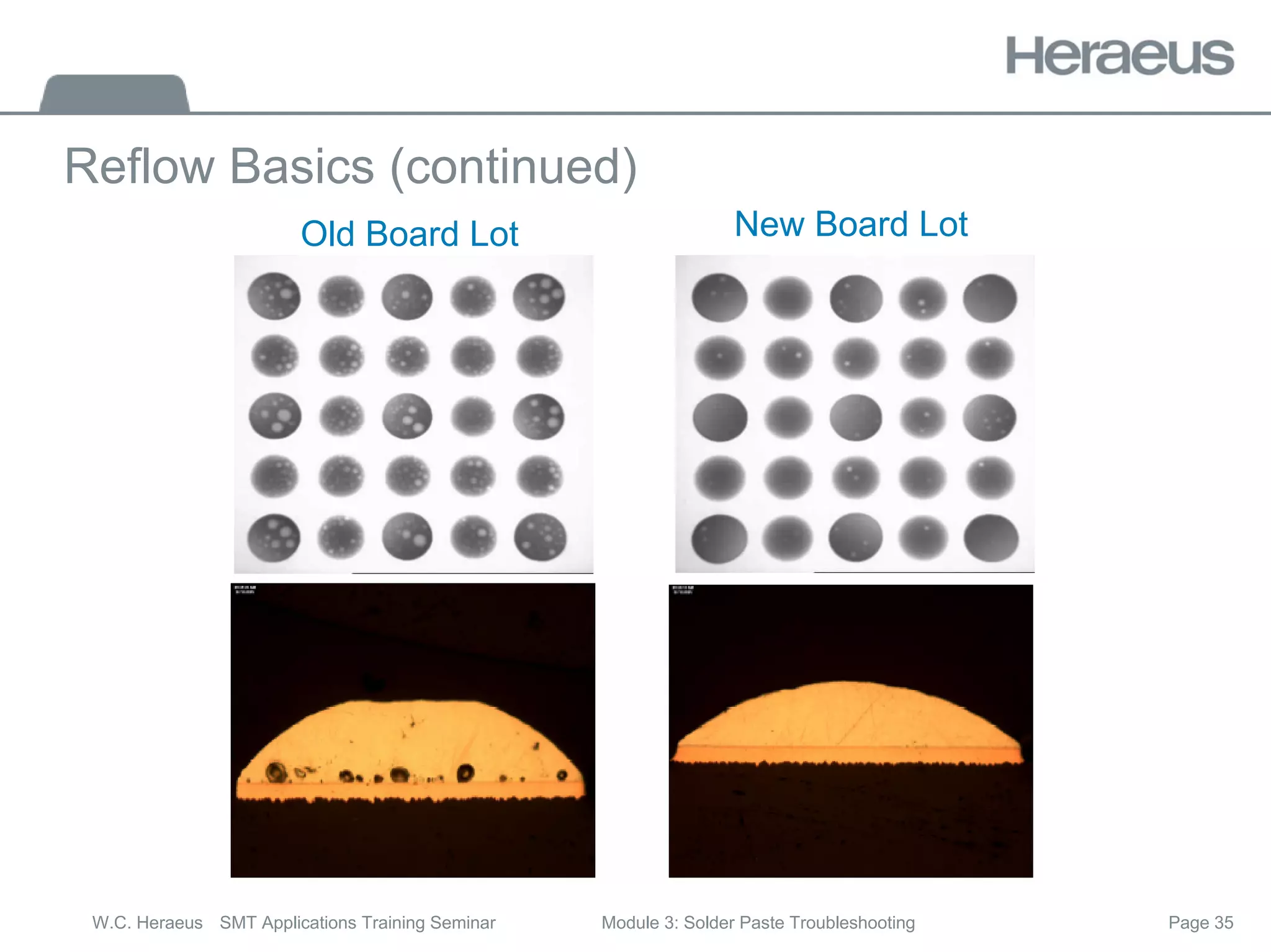
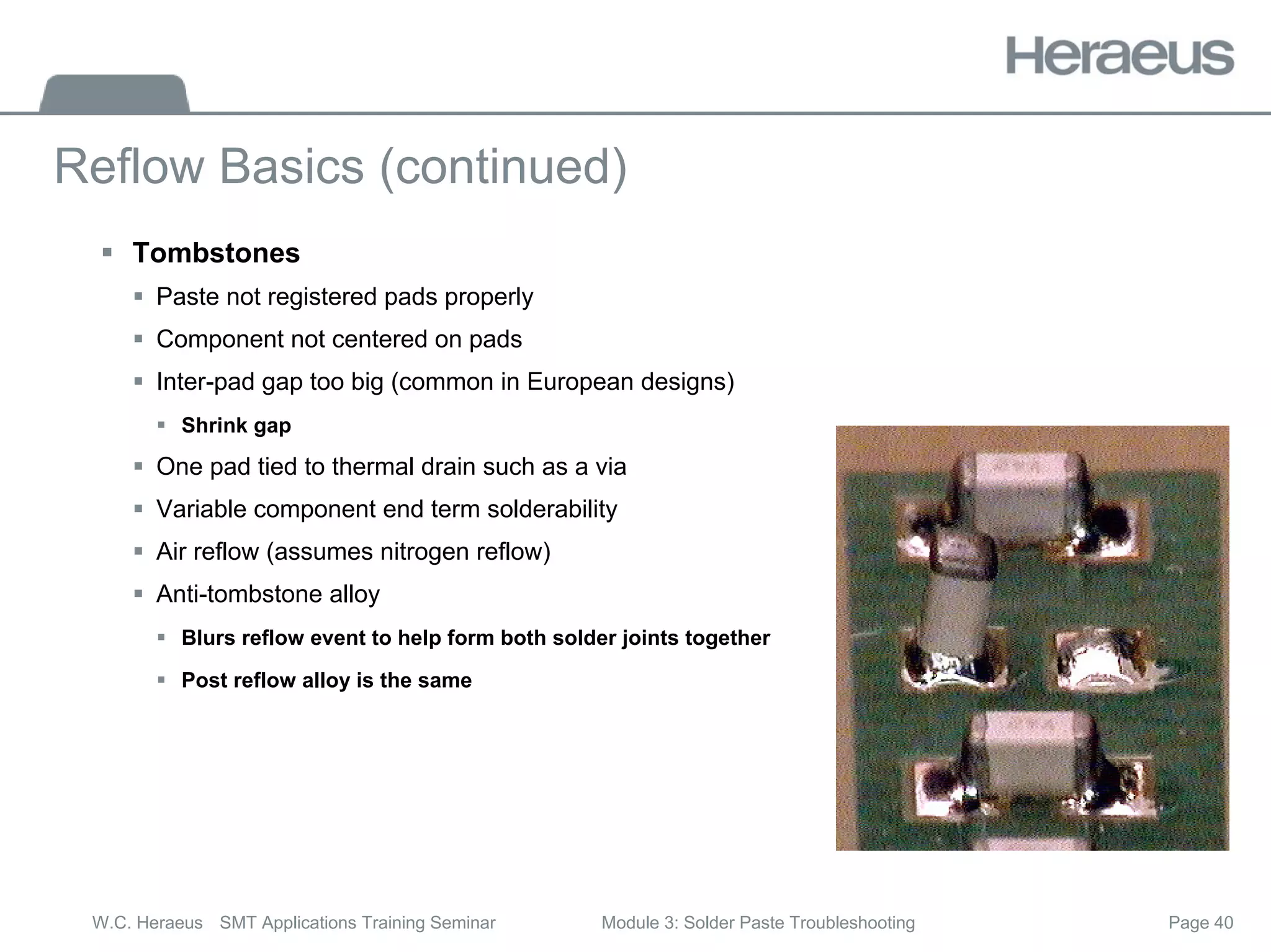
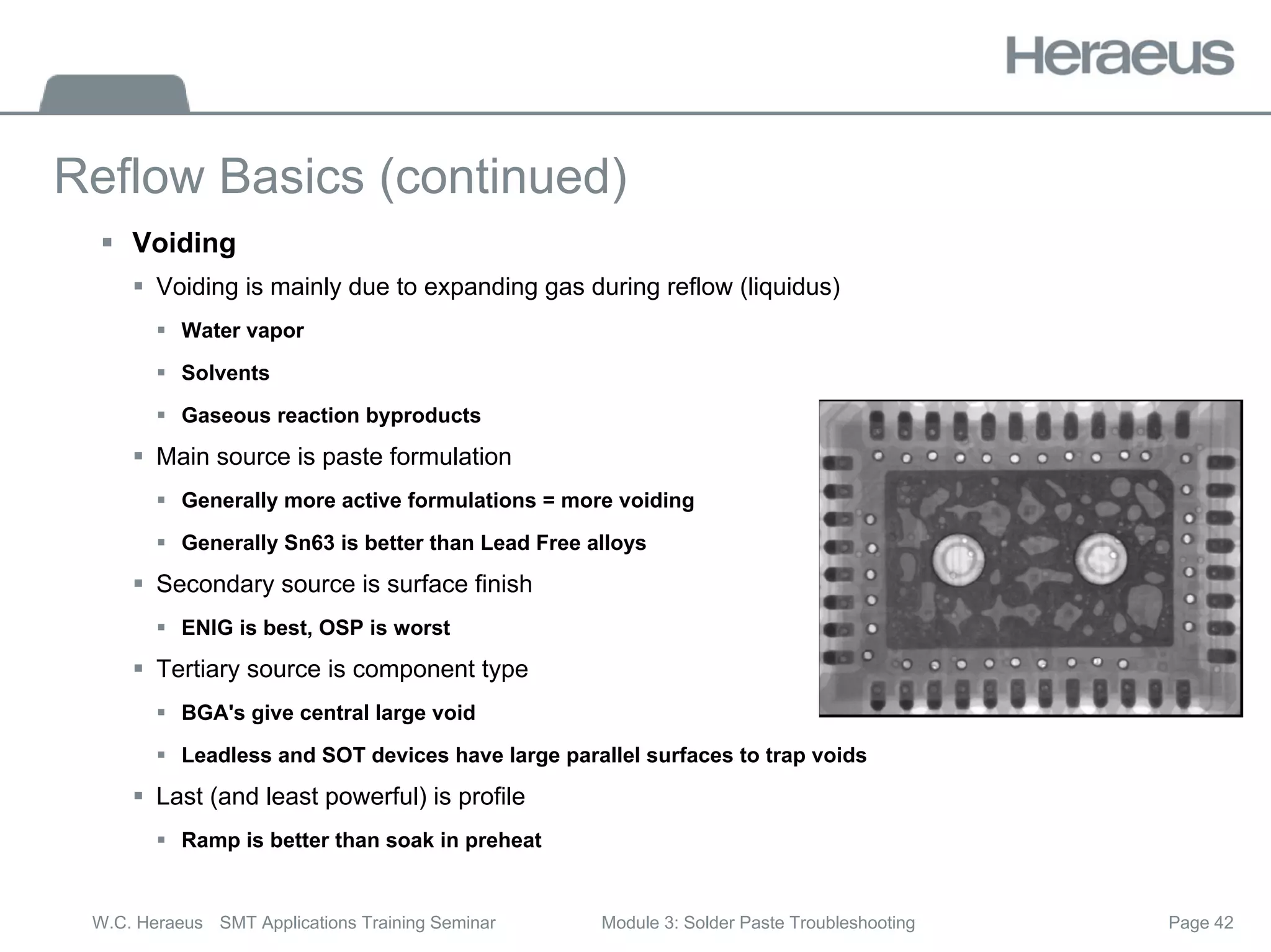
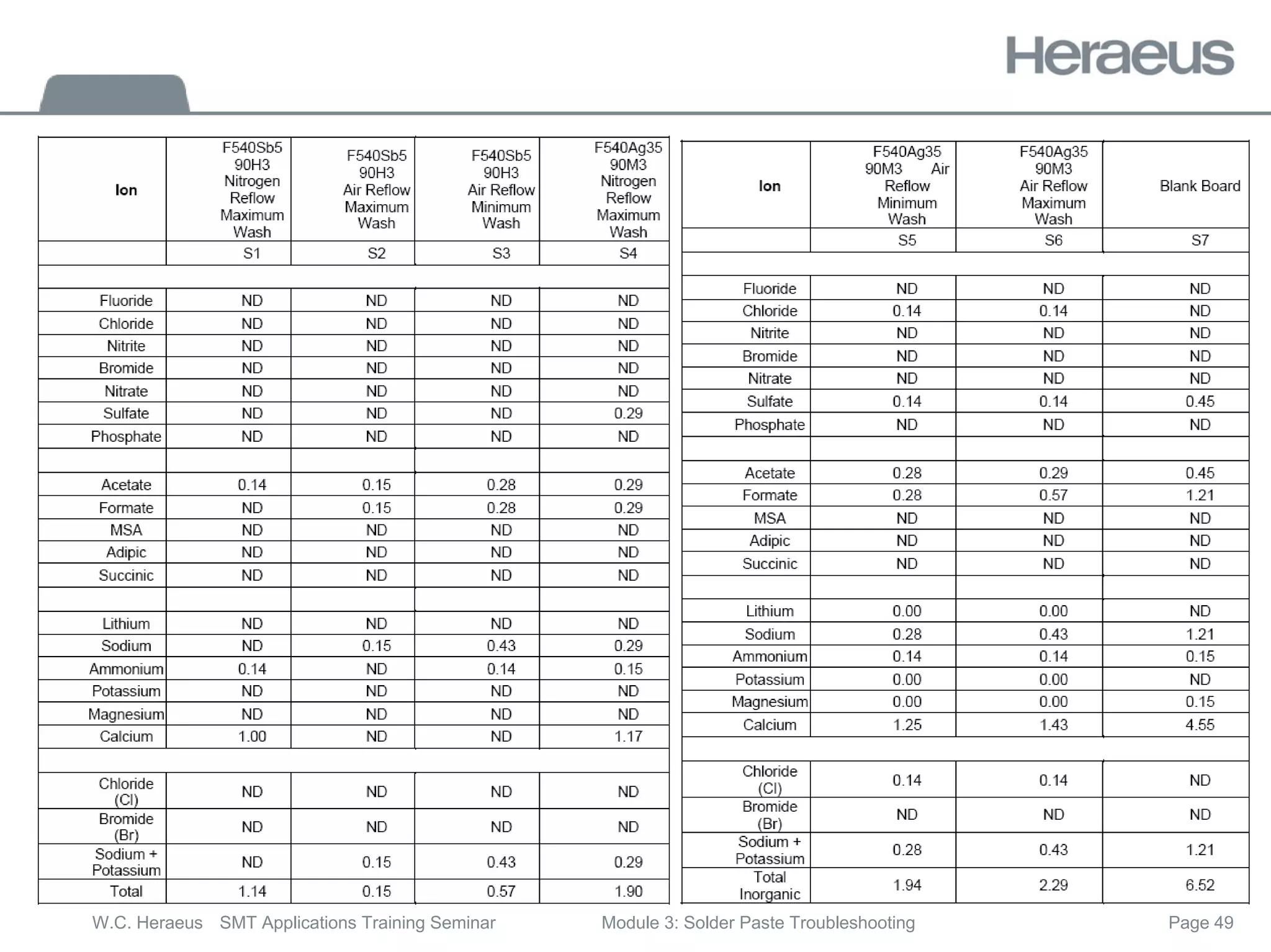
This document discusses solder paste printing and reflow troubleshooting. It provides details on different squeegee types and their effects on printing speed. Compaction issues that can occur are described, along with factors affecting preheat shape and profile. Wetting issues are explored, such as effects of component finishes, gold content, and reflow atmosphere. Defects like tombstones and head-in-pillow are explained. Overall it provides an overview of solder paste process parameters and how to address common problems.





















































![Seller Deck - Presentation [Concert L2].PPTX](https://cdn.slidesharecdn.com/ss_thumbnails/sellerdeck-presentationconcertl2-251219171156-24982daf-thumbnail.jpg?width=640&height=640&fit=bounds)

















