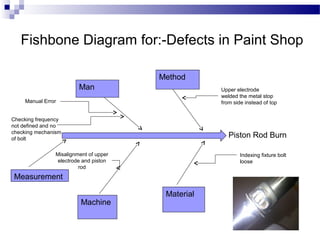
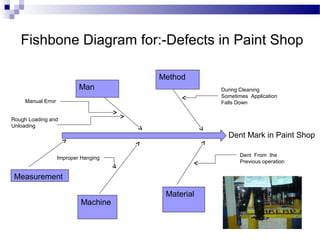
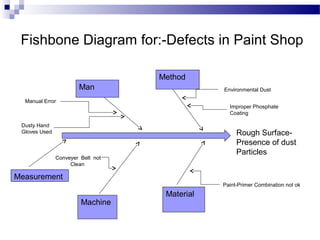
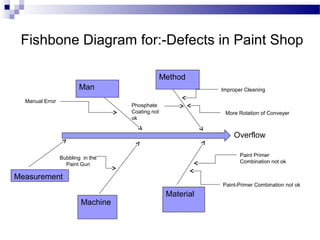
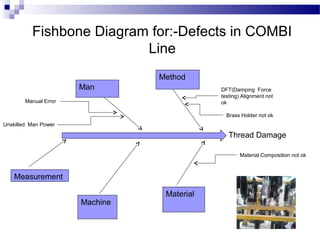
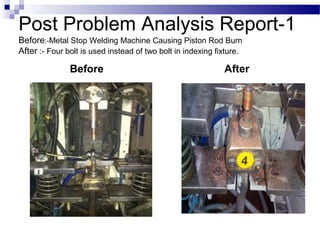
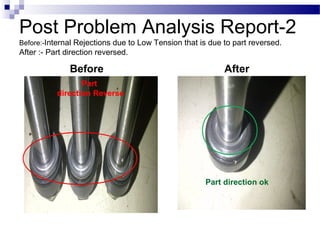
This project aimed to reduce internal rejections like piston rod burn, low tension, and others during the manufacturing process at Gabriel India Ltd. in Parwanoo. The student analyzed defects using fishbone diagrams to identify causes like improper cleaning, misalignment, and loose bolts. Measures like using a 4-bolt indexing fixture instead of 2-bolts and changing the part direction sequence helped eliminate piston rod burn and reduced rejections due to low tension. The project helped track root causes of defects and suggest solutions, while giving the student experience with quality analysis tools.