
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Toyota operational leadership structure
Similar to Toyota operational leadership structure (20)
Toyota operational leadership structure
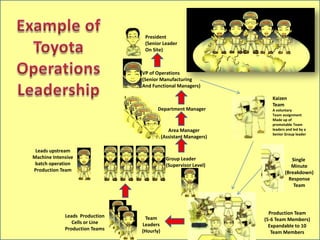
- 1. President (Senior Leader On Site) VP of Operations (Senior Manufacturing And Functional Managers) Kaizen Team Department Manager A voluntary Team assignment Made up of promotable Team Area Manager leaders and led by a Senior Group leader (Assistant Managers) Leads upstream Machine Intensive Group Leader Single batch operation (Supervisor Level) Minute Production Team (Breakdown) Response Team Production Team Leads Production Team (5-6 Team Members) Cells or Line Leaders Expandable to 10 Production Teams (Hourly) Team Members
- 2. Chain of Responsibility The Lean Leadership Example: Organization at Toyota Academy® President Material Handling Equipment*: (Senior Leader 840 Full-time Employees On Site) 550 Hourly Production Team- members VP of Operations (considered Direct Labor) (Senior Manufacturing And Functional Managers) 17 Production Engineers 18 Maintenance Technicians Kaizen Team Kaizen Team – 6 members Department Manager A voluntary Team assignment Chassis Weld Department Manager> Made up of promotable Team Paint Department Manager> Area Manager leaders and led by a Senior Group leader Final Assembly Department Manager> (Assistant Managers) Group Leader Single (Supervisor Level) Minute Leads upstream (Breakdown) Machine Intensive Response Zone Team batch operations Leader Teams Leads Production Team Production Team Cells or Line Leaders (5-8 Team Members) Production Teams (Hourly)
- 3. Who Will Investigate and Respond to Problems? Direct vs. Indirect Ratios Which Is Proven More Effective? Toyota Assembly Plant = 706 Detroit Assembly Plant = 781 • Department Manager = 1 • Department Manager = 1 • Area Manager = 5 • Superintendents = 5 • Group Leaders = 25 • Supervisors = 15 • Team Leaders = 125 • Team Leaders = 0 • 550 Hourly Production • Team Members = 760 Team-members (considered That’s 1 > supervisor for 50- Direct Labor) 51 associates! Both Have Similar Headcount Totals; The Lean Leadership yet Toyota’s overall count is lower Academy®
- 4. Toyota’s Production Organization has fewer people compared to other organizations; but a higher level of Indirect Labor due to its leadership and team structure! At Toyota: At others: • Line can run with minimum labor • Cannot run lines with minimum and equipment because labor and equipment Standardized Work is calculated • Tends to be a static system using Takt-time • Is not organized to adequately • Someone to take responsibility allow someone to be responsible and be accountable for for production performance due production requirements to the size of the group • Someone to respond to problems • Accountability is often obscured, while the “root-cause” trail is selective, and punitive hot! • Cannot investigate or solve • Someone to lead Improvements problems as they occur. • Mechanisms of TPS are catalyst to • Rarely improves improving and evolving constantly • Firefighting is the norm The Lean Leadership Academy®