Downloaded 12 times

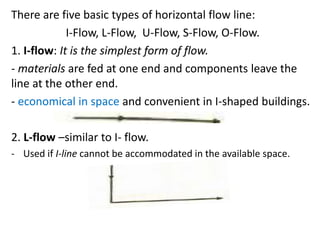
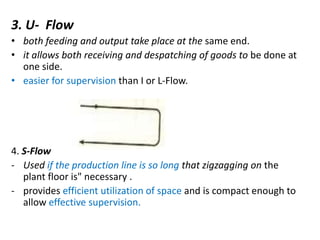
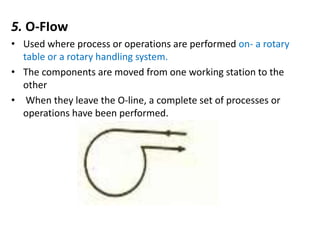
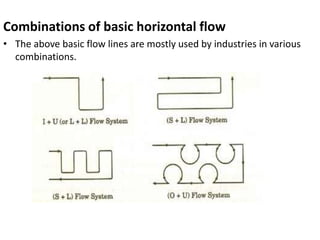
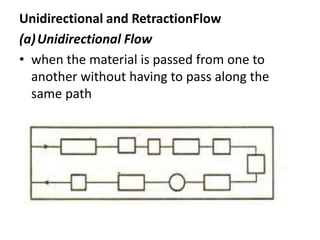
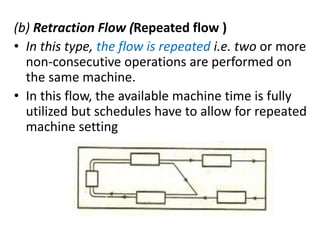
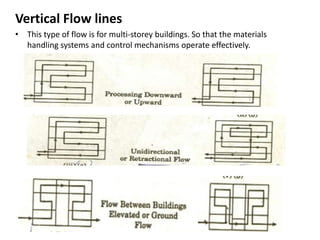

The document discusses plant layout for textile plants. It defines plant layout and describes the basic concepts, including the need for plant layout, factors affecting layout, and objectives of a good layout. It then covers the main types of layouts - product, process, and combination - and principles of layout, including minimum distance and smooth flow. Finally, it discusses general flow patterns, and how the plant layout relates to the factory building design.



































































