





![14
Robots are Smart
Devices
•Smart devices are
programmed dynamically
and can very rapidly change
to alter and adapt their
output. Consider the
example of 3D printers, this
incredibly rapidly changing
space enables everything
from handguns to houses
to be printed dynamically.
•The music analogy (refer
Part 1 of the series) applies
to smart robots and we can
expect astonishing rates of
innovation in their
production. It is critical to
understand that these
smart devices will soon be
able to make nearly
anything at an affordable
price.
Smart Devices
•People want smart devices.
My favorite example of this
is my 6 year old daughter.
She did not want dolls,
books or stuffed toys. She
wanted a tablet. My
daughter loves to play
Minecraft and watch Netflix
shows. In fact, she doesn’t
even know how to use the
cable television and she
loves her android tablet.
•Smart devices customize to
meet the needs of the
consumer after they have
purchased them, then they
change and adapt. It is
critical to understand that
nearly everything that we
buy will have a chip and will
become a smart device.
Sensors
•Sensors are getting cheap,
companies like View
Technologies[1] are smart
antennas that enable very
low cost passive Radio
Frequency (RF) tags to be
read from large distances.
Add to RF tags processing
of video footage and these
days high definition footage
has become a massive
source of data.
•Video monitoring can
identify people, monitor
movement, understand
outages and dramatically
enrich the data streams
coming from the factory
floors. It is critical to
understand that factories
will be laden with sensors
directing data streams that
have never been seen
before.
Factory Layouts
•Factories are physical
places. They have layout
and they have logistics. The
other side of the factory
information is the physical
layout of the factory.
Consider the example of
the smart factory where
the data streams are joined
together (this is not an easy
task).
•However, the data has no
knowledge of the factory
floor. It is critical to
understand that smart
systems are fundamentally
unable to optimize based
on knowledge of space.
Internet of
Systems (IoS)
•The sensor and machines in
a smart factory stream
data, but behind these
sensors and machines are
systems. These systems are
used to monitor and
operate the smart devices
and collect data from the
sensors.
•To make a fully integrated
smart factory, we need to
bring the data together
from these systems and
enable the smart factory to
come to life, changing and
adapting to new needs,
technologies and
requirements.
Humans
•Humans are the creative
force, the oversight and the
exception monitoring of the
smart factory. Humans
needs to see what is going
on, they need to
understand the
ramifications of change.
•It is the quality of their
relationship with the smart
factory that will determine
its success. To make this
work the IoS humans need
to stream data to views of
the real world. Like shown
in the picture below, you
can see that the humans
need pictures to be able to
consume the data streams
in real-time.
Critical Ideas Behind the Smart Factory](https://image.slidesharecdn.com/qan6faasri9emfoxmed5-signature-a17f4da677e14c84949a5a6a8727c913389b24dfe22c0f819f05d4efd6bd71d8-poli-180611204314/85/Smart-Garment-Factory-14-320.jpg)

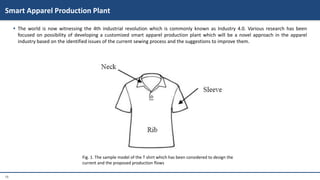



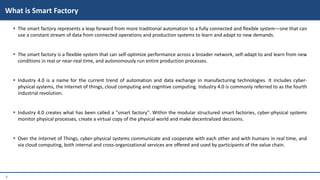
The document discusses the concept of a smart factory or Industry 4.0. It describes the current traditional manufacturing process and its issues like labor shortages and inefficiencies. It then proposes a customized smart apparel production plant model based on production cells and real-time tracking using RFID to address these issues. The proposed model would have independent production cells for each garment component and use RFID tags to track parts through automated assembly for increased efficiency and customization.























































































