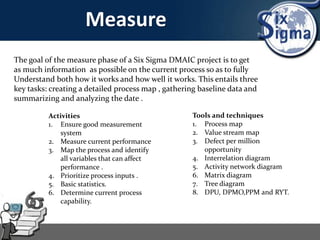
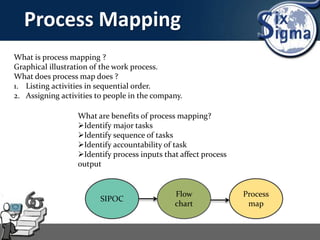
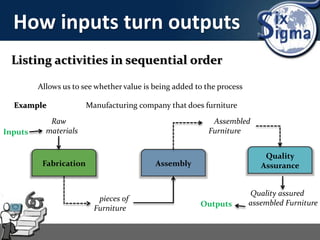
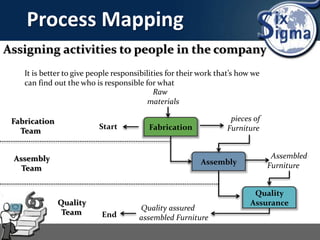
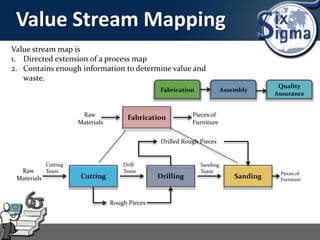
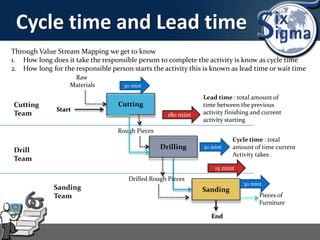
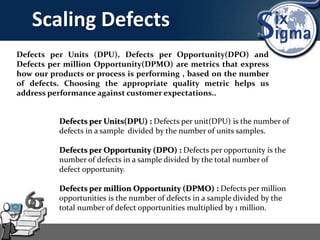
This document provides an overview of key concepts and tools used in the Measure phase of the Six Sigma DMAIC methodology. The goal of the Measure phase is to gather detailed data on the current process in order to understand how it works and its performance. Key activities include creating a detailed process map, gathering baseline data, and analyzing the data. Tools covered include process mapping, value stream mapping, and metrics for quantifying defects such as defects per unit, defects per opportunity, and defects per million opportunities. Process mapping helps identify all activities, inputs, outputs, and responsibilities while value stream mapping shows the flow of materials and information. Baseline data provides a starting point for improvement efforts.