Downloaded 38 times

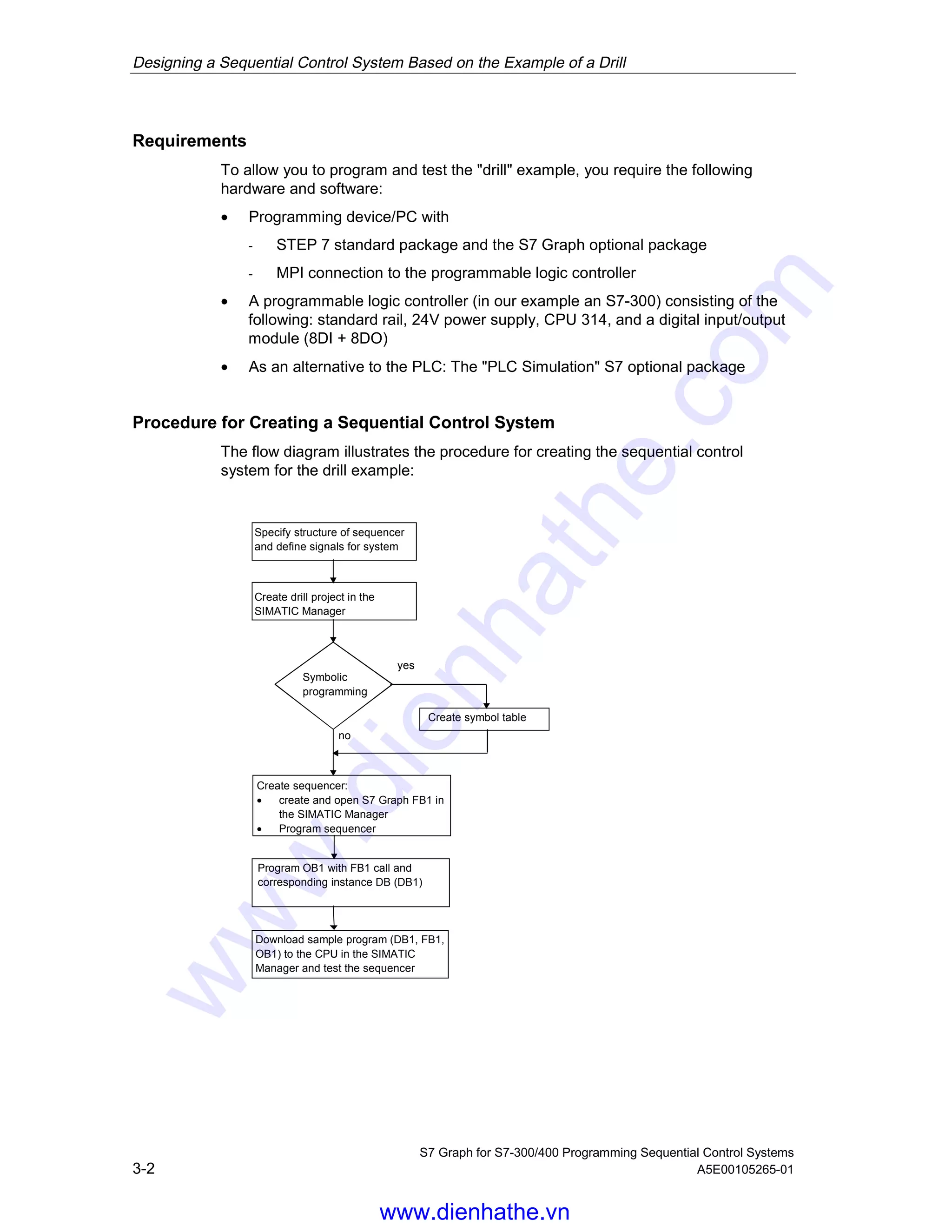



The document provides a guide for programming sequential control systems using the SIMATIC S7 Graph for S7-300/400, detailing the first steps to create a project for automating a drill. It outlines requirements, safety guidelines, and the processes for designing, configuring, and testing a sequential control system. The guide emphasizes qualified personnel, correct usage, and the importance of programming with a structured approach leading to effective automation solutions.

































![Jy997 d22101 b[1]](https://cdn.slidesharecdn.com/ss_thumbnails/jy997d22101-b1-140416223310-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)