This document provides information about an internship project completed at Shriram Pistons and Rings Pvt. Ltd. The project aimed to reduce rejections in the composite plating of chrome (CPC) ring process. It includes details about the company profile, various ring manufacturing processes, and specific machines used at different stages like grinding, turning, honing, and profile machining. The document also describes the different types of piston rings and profiles produced at the plant.




![C O N T E N T
i. CERTIFICATE
ii. ACKNOWLEDGEMENT
iii. COMPANY PROFILE
1. INTRODUTION………………………………………………………………………[1]
1.1 COMPRESSION RING…………………………………………………………...[1]
1.2 SECOND RING…………………………………………………………………...[2]
1.3 OIL CONTROL RING…………………………………………………………….[2]
2. ABOUT THE PLANT………………………………………………………………....[2]
3. PISTON RING SHAPE………………………………………………………………..[4]
4. TYPES OF RING MADE IN THE PLANT………………………………………….. [5]
5. TYPES OF RING PROFILE…………………………………………………………..[6]
6. PROCESS SEQUENCE……………………………………………………………….[7]
7. MACHINING OPERATION DETAIL………………………………………………..[8]
7.1 GRINDING SECTION…………………………………………………………….[8]
7.1.1 ROUGH SIDE FACE GRINDER………………………………………….[8]
7.1.2 SEMI FINISH GRINDER………………………………………………….[9]
7.1.3 FINISH SIDE FACE GRINDER…………………………………………..[9]
7.2 LINE 1 SECTION………………………………………………………………….[10]
7.2.1 CAM TURNING AND GAP CUTTING MACHINE……………………..[10]
7.2.2 INTERNAL BORING MACHINE………………………………………...[11]
7.2.3 HONING MACHINE……………………………………………………...[12]
7.2.4 PROFILE TURNING MACHINE…………………………………………[13]
7.2.5 GROOVING MACHINE…………………………………………………..[14]
7.3 PCM SECTION……………………………………………………………………[14]
7.3.1 GAP GRINDING MACHINE……………………………………………[15]
7.3.2 GAP EDGE CHAMFER MACHINE……………………………………[15]
7.3.3 PROFILE GRINDING MACHINE………………………………………[16]
7.3.4 PARKERISING……………………………………………………………[17]
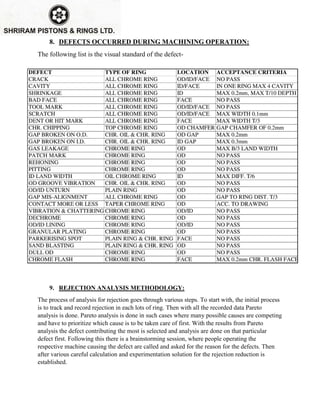
8. DEFECTS OCCURRED DURING MACHINING OPERATION……………………[18]
9. REJECTION ANALYSIS METHODOLOGY………………………………………[18]
9.1 TRACK OF THE LOT FOR REJECTION ANALYSIS…………………………[19]
9.2 PARETO ANALYSIS……………………………………………………………[20]
10. PREVIOUS IMPROVEMENTS TO REDUCE REJECTION………………………[20]
10.1 PROCESSING OF ALL CPC RINGS BELOW 120MM DIAMETER ON AUTO
OD GAP CHAMFER MACHINE…………………………………………………[20]
10.2 BEARING UNIT NECK THICKNESS REDUCED TO AVOID CHROME
BROKEN AT GAP DURING PROCESSING OF RINGS ON BORING
OPERATION…………………………………………………………………….[21]
11. SUGGESTION FOR REJECTION REDUCTION FOR FUTURE SCOPE………..[22]
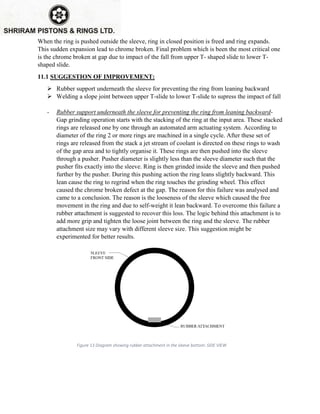
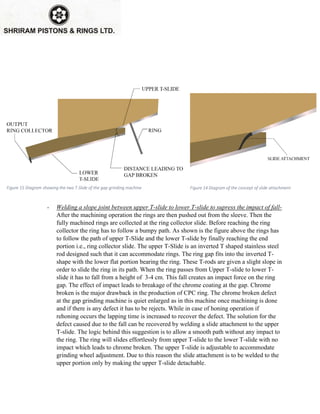
11.1 SUGGESTION OF IMPROVEMENT………………………………………[23]
12. CONCLUSION………………………………………………………………………[24]
13. REFERENCE………………………………………………………………………….[24]](https://image.slidesharecdn.com/91487d3d-df26-48ea-a1ca-27ddab21c4f4-170106151919/85/Report-on-REJECTION-REDUCTION-IN-CPC-RING-8-320.jpg)