Download to read offline
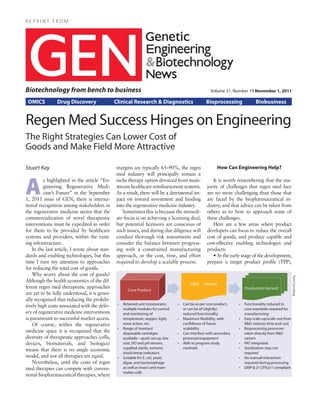


The document discusses the challenges and strategies in reducing the costs associated with regenerative medicine to improve market access. It emphasizes the importance of engineering in developing cost-effective manufacturing processes and establishing standards for product development. The need for collaboration in addressing regulatory guidance and non-value-added costs is highlighted to enhance the viability of innovative therapies within the sector.