This document summarizes an Intertek presentation on risk-based inspection for power plants. It discusses how risk-based inspection (RBI) can improve safety and reliability while reducing costs. RBI involves assessing the risk of equipment failure by determining the likelihood and consequences of failure. This informs targeted inspection plans and risk reduction strategies. The document outlines Intertek's RBI methodology and software platform, which goes beyond basic RBI requirements to develop customized inspection and monitoring plans, organize historical data, and provide a flexible program to optimize equipment life.
![11
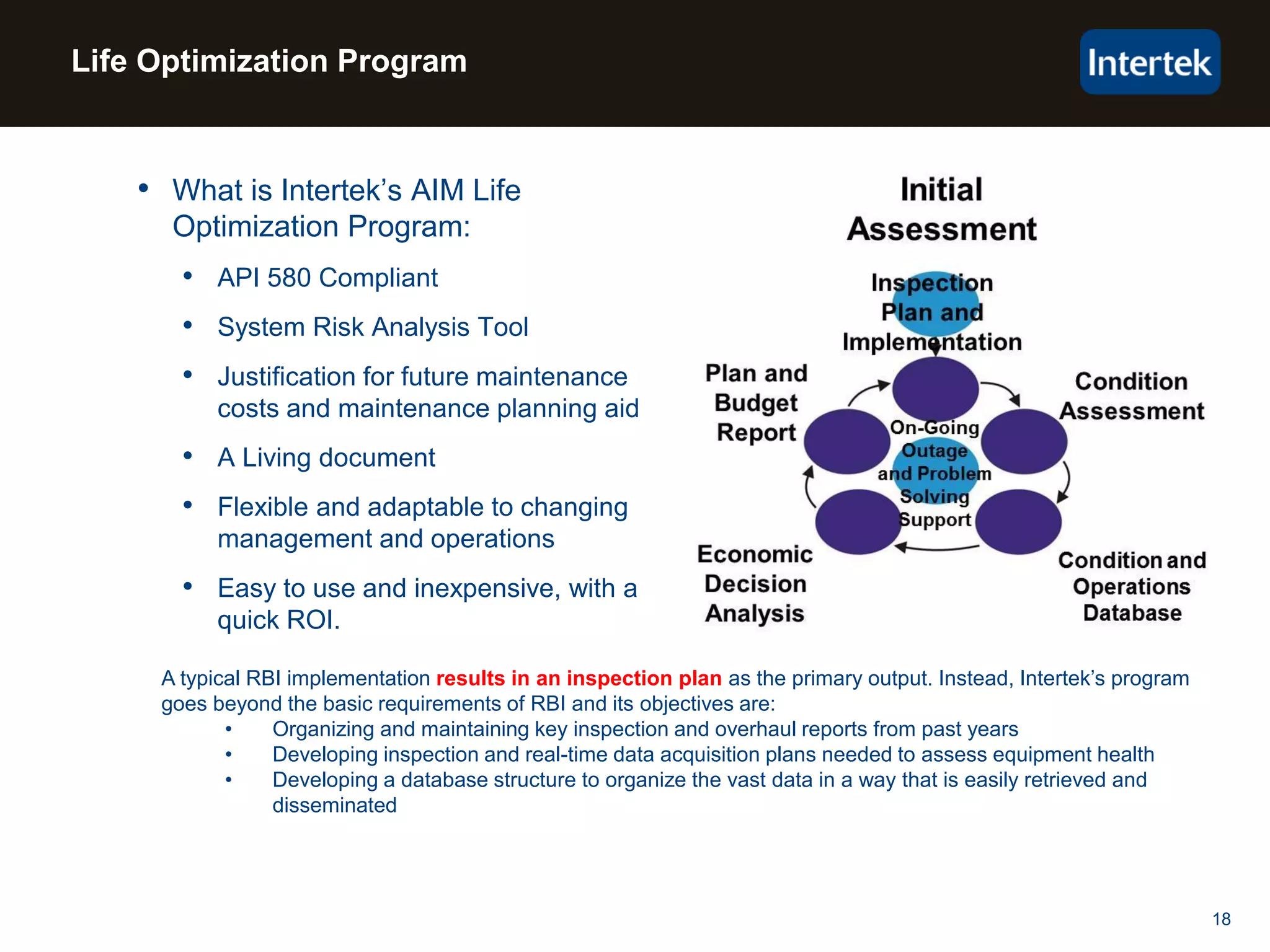
Intertek Approach
AWARE
Decision
Analysis
No detection +
No Repair
Equipment
Failure
Equipment
Risk
Assessment
No detection +
No Repair
Detection + No
Repair
Detection +
Repair
Detection + No
Repair
Equipment
Failure
Equipment
Risk
Assessment
No detection +
No Repair
Detection + No
Repair
Detection +
Repair
No detection +
No Repair
Equipment
Failure
Equipment
Risk
AssessmentDetection +
Repair
Risk
Mitigation
Plan
Inspection
Plan
Risk Matrix
Data
Analysis
[Determine
POF/COF]
Data Input
in AWARE
Data
Collection](https://image.slidesharecdn.com/b490718b-9d68-4048-baf7-094443cd0e91-160707155201/75/RBI-for-Power-Generation-11-2048.jpg)
![13
− Reliability Models for
certain key equipment
(High Energy Piping or
Pressure Vessels),
where damage
mechanisms and
uncertainties are well
understood and
statistical distributions
are available. In this
scenario, the model uses
the following equation to
determine POF:
• 𝑃𝑓 𝑡 = 𝑔𝑓𝑓. 𝐷𝑓 𝑡 . 𝐹 𝑀,
where 𝑃𝑓 𝑡 is the function
of a generic failure
frequency 𝑔𝑓𝑓, damage
factor 𝐷𝑓(𝑡), and a
management system
factor 𝐹 𝑀
− Statistical Models. These
models are based on
generic data collected
either using frequencies
available in the AWARE
database or other models
developed by Intertek
Engineering. We will also
rely on EPRI data to
develop and determine the
POF.
• Where appropriate, two
parameter Weibull models
will be used to estimate
failure frequency, 𝑃𝑓 𝑡 =
1 − exp[−
𝑡
𝐶𝐿′
𝐵
] ; where:
CL’ is the updated
characteristic life and B is the
shape factor
• For some key boiler pressure
parts Intertek’s probabilistic
failure rate damage models
such as TUBETECH or
SAFESEAM, or SAFEGIRTH
will be used to estimate the
likelihood (i.e., probability,
frequency) of failure
− Expert Judgment. will be
relied upon when the
information on likely
damage mechanism or
failure frequency is
found inadequate.
Likelihood of Failure](https://image.slidesharecdn.com/b490718b-9d68-4048-baf7-094443cd0e91-160707155201/75/RBI-for-Power-Generation-13-2048.jpg)