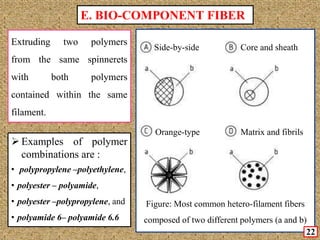
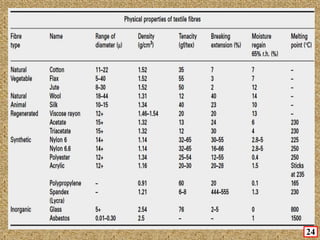
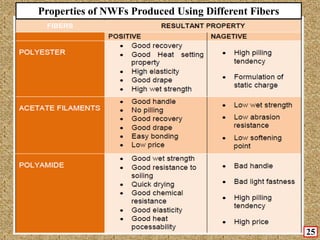
The document discusses various natural and man-made fiber materials used to produce nonwoven fabrics, including their properties and applications. The main fibers discussed are cotton, polyester, viscose, nylon, polypropylene, and bicomponent fibers. Each fiber has different characteristics making it suitable for specific nonwoven end uses such as apparel, home goods, filtration, and more. Parameters like fiber length, crimp, denier, and finish are also reviewed for their effect on nonwoven production and properties.