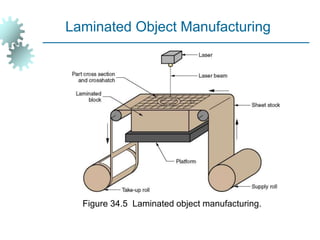
Rapid prototyping (RP) uses additive manufacturing techniques to quickly produce physical prototypes directly from 3D CAD models. There are several RP technologies categorized by the form of the starting material - liquid, solid or powder. RP allows faster prototyping compared to traditional methods and is useful for design validation, engineering analysis, tooling applications and small batch manufacturing. However, RP parts can have reduced accuracy and mechanical properties compared to final production components.