Download as PDF, PPTX






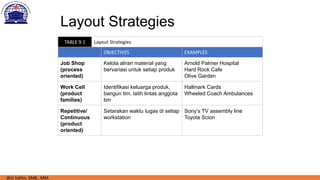

















































Dokumen tersebut membahas berbagai strategi tata letak yang digunakan dalam berbagai konteks seperti kantor, ritel, gudang, proyek, produksi, dan lainnya. Tujuannya adalah mengoptimalkan efisiensi, fleksibilitas, dan mengurangi biaya. Dibahas pula pertimbangan desain, jenis tata letak, dan contoh penerapannya.



































































