Downloaded 175 times
![4 | P a g e M o h a m e d F a r o u k ( ( C W I / A P I 5 7 0 / A S N T L e v e l I I ) )
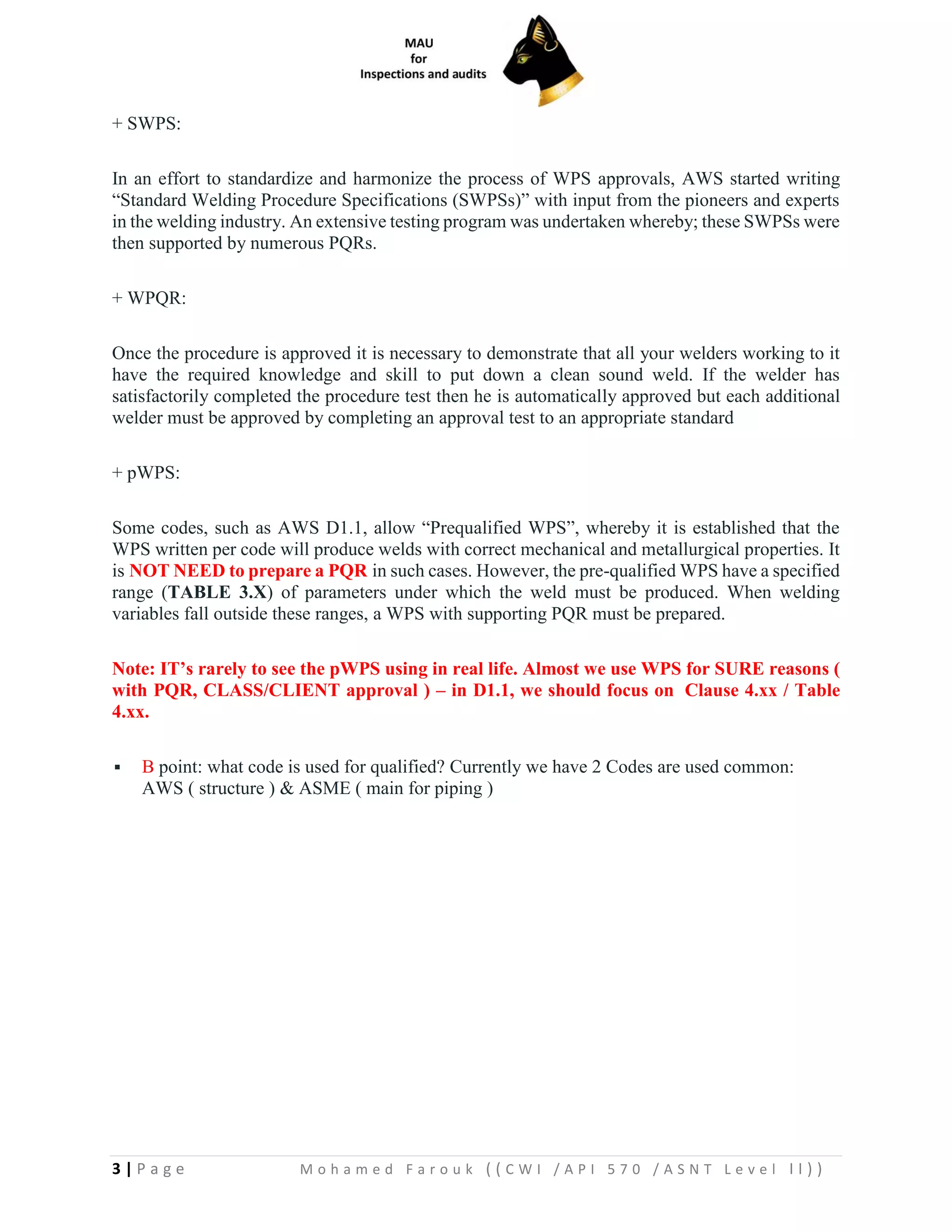
▪ C point: name for this procedure only.
▪ D point: this WPS is writen base on what PQR, nomally the PQR will be attached together
with WPS for review / approval by Class / Client…
▪ E point: welding process. Have some welding processes such as: SMAW, FCAW, SAW,
GTAW, GMAW… ( definination for welding process – pls refer to other topic in this blog
– welding technical )
▪ F point: type of welding process. pls see below:
+ Manual welding: Welding where in entire welding operation is performed and controlled by
Hand [Example : SMAW]
+ Semi automatic welding: Welding with equipment which controls only the filler metal feed.
The advance of welding is manually controlled. [Example: MIG, MAG, FCAW]
+ Automatic welding: Welding with equipment which performs the welding operation with out
adjustment of controls by a welding operator. The equipment may or may not perform the
loading and unloading of the work
+ Machine welding: Welding with equipment that has controls that are manually adjusted by the
welding operator in response to visual observation of the welding with the torch, gun or electrode
holder by a mechanical device. [Example – SAW]](https://image.slidesharecdn.com/howtoreviewwpspart1maucompany-180406072335/75/How-to-review-wps-part-1-mau-company-5-2048.jpg)


1) The document discusses how to read, understand, and use a Welding Procedure Specification (WPS). It provides definitions for key terms like WPS, PQR, essential variables, and non-essential variables. 2) A Procedure Qualification Record (PQR) must be made before a WPS. The PQR documents the variables used to weld a test coupon and the test results. 3) The example WPS provided is written according to ASME code for welding carbon steel designated as P-No. 8 material. It specifies the welding process, filler metal, and other key variables.









































































