Downloaded 43 times









![Log k’ vs Log [NaCl]
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
2.60 2.80 3.00 3.20 3.40 3.60
Logk'
Log [NaCl]
Lysozyme
pH 7.0
1M urea
5% ethylene glycol
50mM arginine
-0.40
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
1.50 2.00 2.50
Logk'
Log [NaCl]
RNase
pH 7.0
1M urea
5% ethylene glycol
50mM arginine
-0.20
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
2.10 2.30 2.50 2.70
Logk'
Log [NaCl]
Monoclonal antibody
pH 7.0
1M urea
5% ethylene glycol
50mM arginine](https://image.slidesharecdn.com/zoiegr3erdcnoryhwks8-signature-3356ecc5822b1037e2c350bcc4e0acb7edf27f0f928f2b482f2aa8002d084a9d-poli-160414165742/85/Orphan-Biopharmaceuticals-the-CDMO-34-320.jpg)
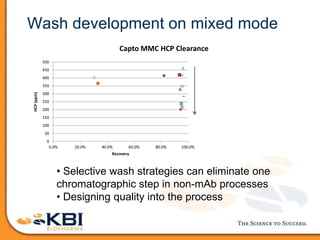


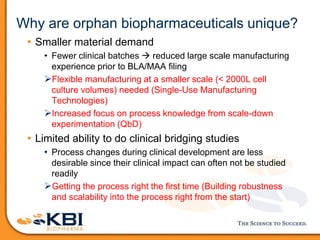
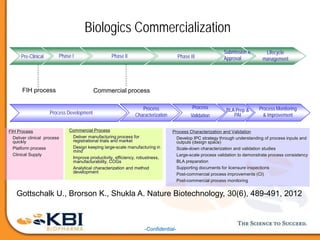
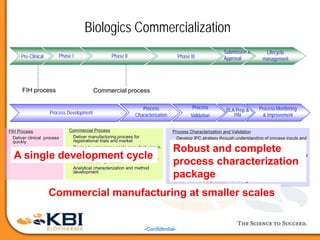
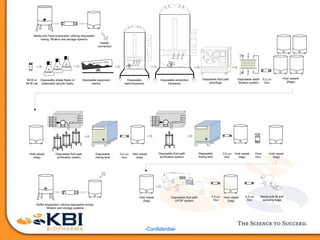
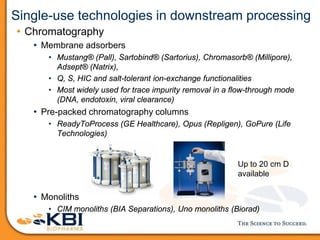
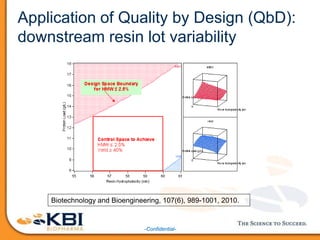
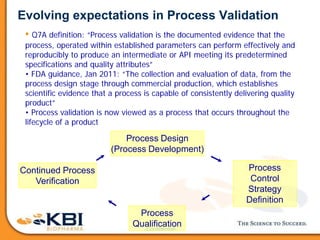
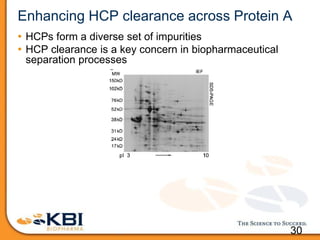
This document discusses strategies for orphan biopharmaceutical process development using contract development and manufacturing organizations (CDMOs). It notes that orphan biopharmaceuticals often require smaller scale and more flexible manufacturing. The document outlines considerations for clinical and commercial process development, including using single-use technologies, quality by design principles, and ensuring fidelity between clinical and commercial manufacturing processes. It emphasizes characterizing processes early and getting the process design right the first time for orphan drugs.

































































































