This document summarizes a seminar presentation on orbital arc welding. It discusses the history of orbital welding which was developed in the 1960s by the aerospace and nuclear industries. It then covers topics like orbital pipe welding components and process, pipe materials, seam tracking, types of grooves, orbital welding types and advantages over manual welding. Applications are discussed for various industries. Future studies aim to develop faster welding and sensing systems. In conclusion, orbital welding provides higher welding speeds and joint quality compared to manual welding.
In this document
Powered by AI
Introduces the seminar presenter and outlines the contents of the presentation on orbital arc welding.
Discusses the development of orbital welding in the 1960s, primarily for aerospace and nuclear power industries.
Defines orbital pipe welding, equipment, and parameters such as welding speed and current.
Details the properties and types of pipe materials suitable for welding, focusing on corrosion resistance and strength.
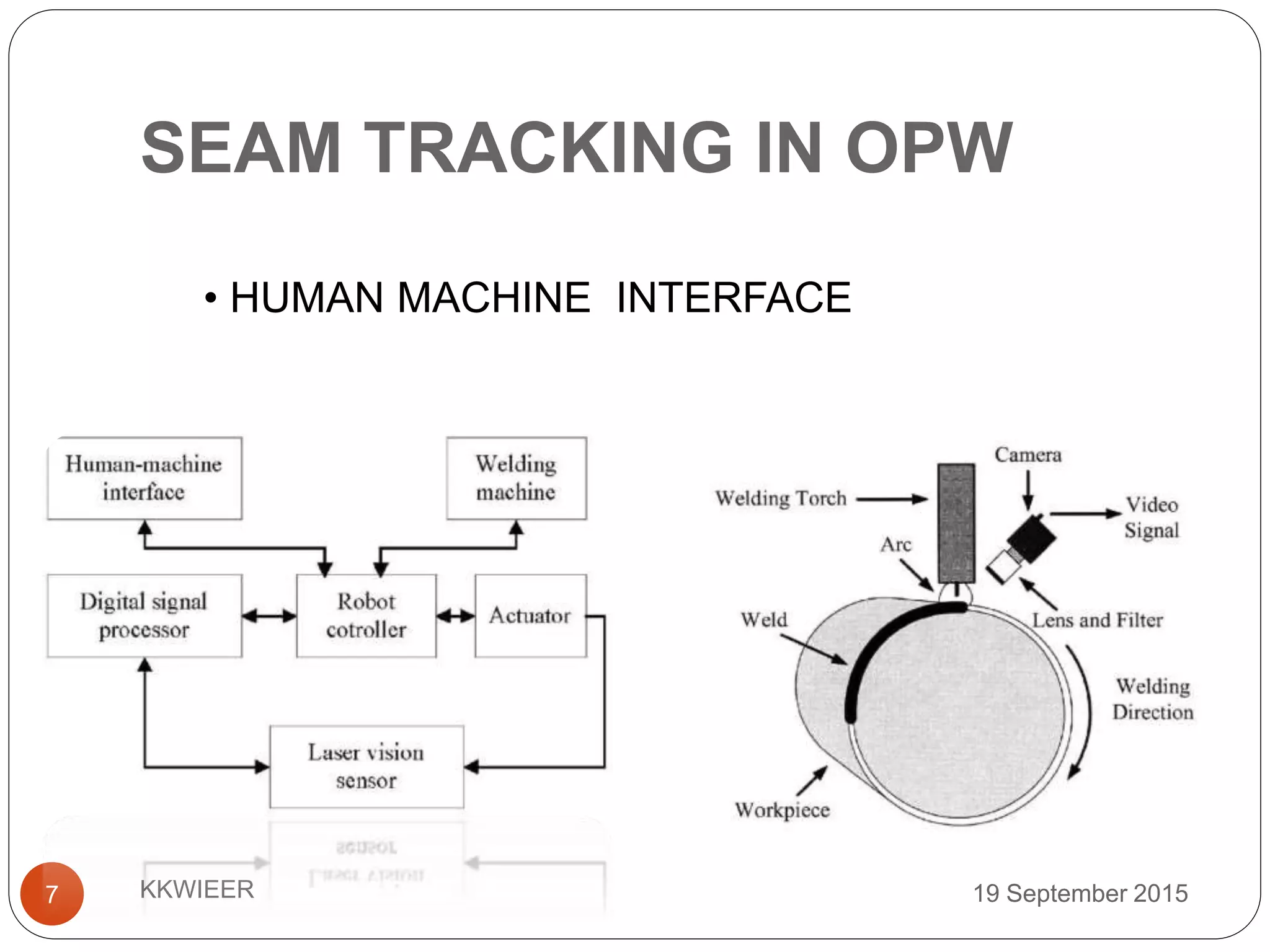
Introduces seam tracking in orbital pipe welding, emphasizing human-machine interface.
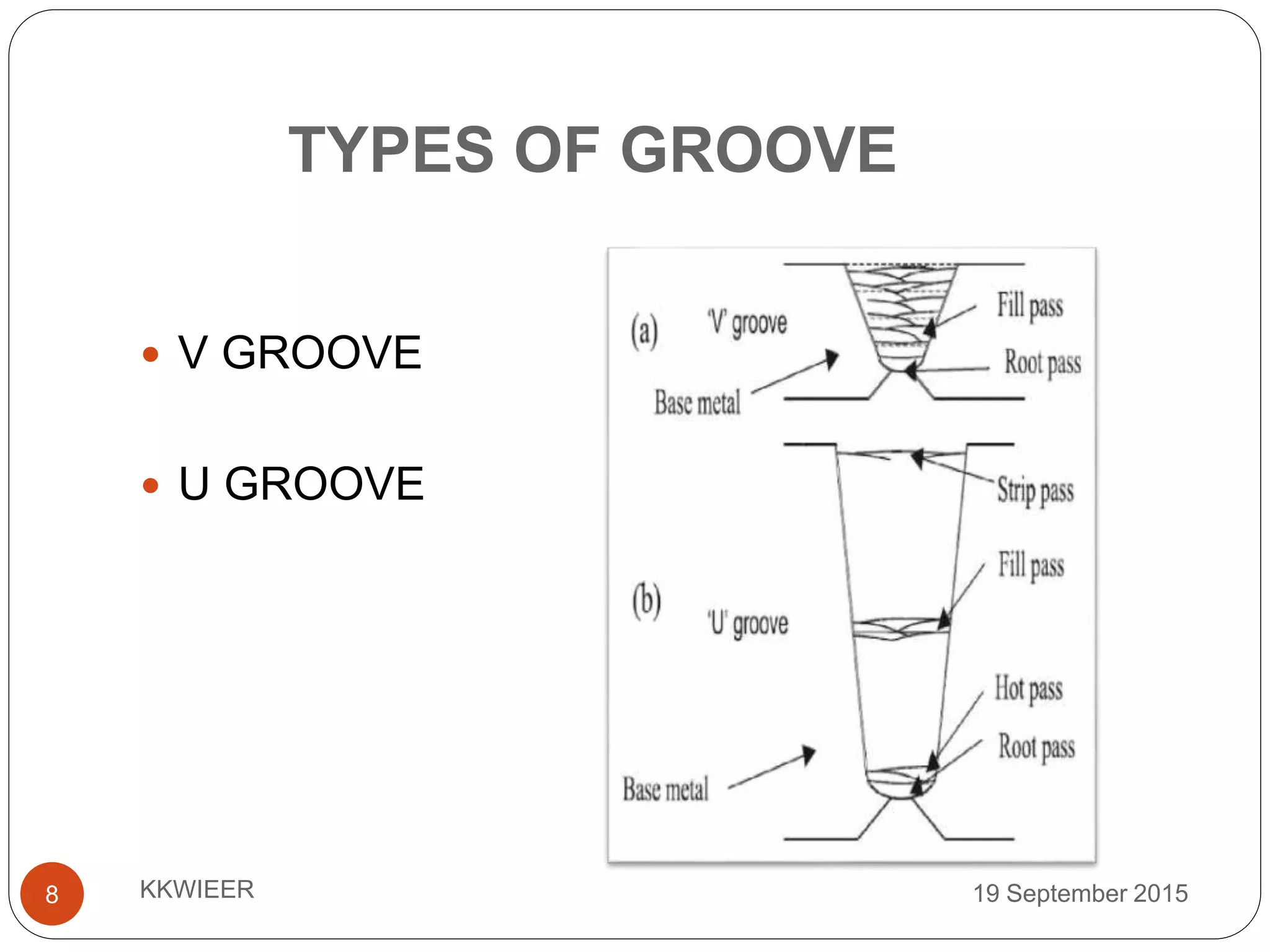
Explains the different types of grooves (V and U) used in welding processes.
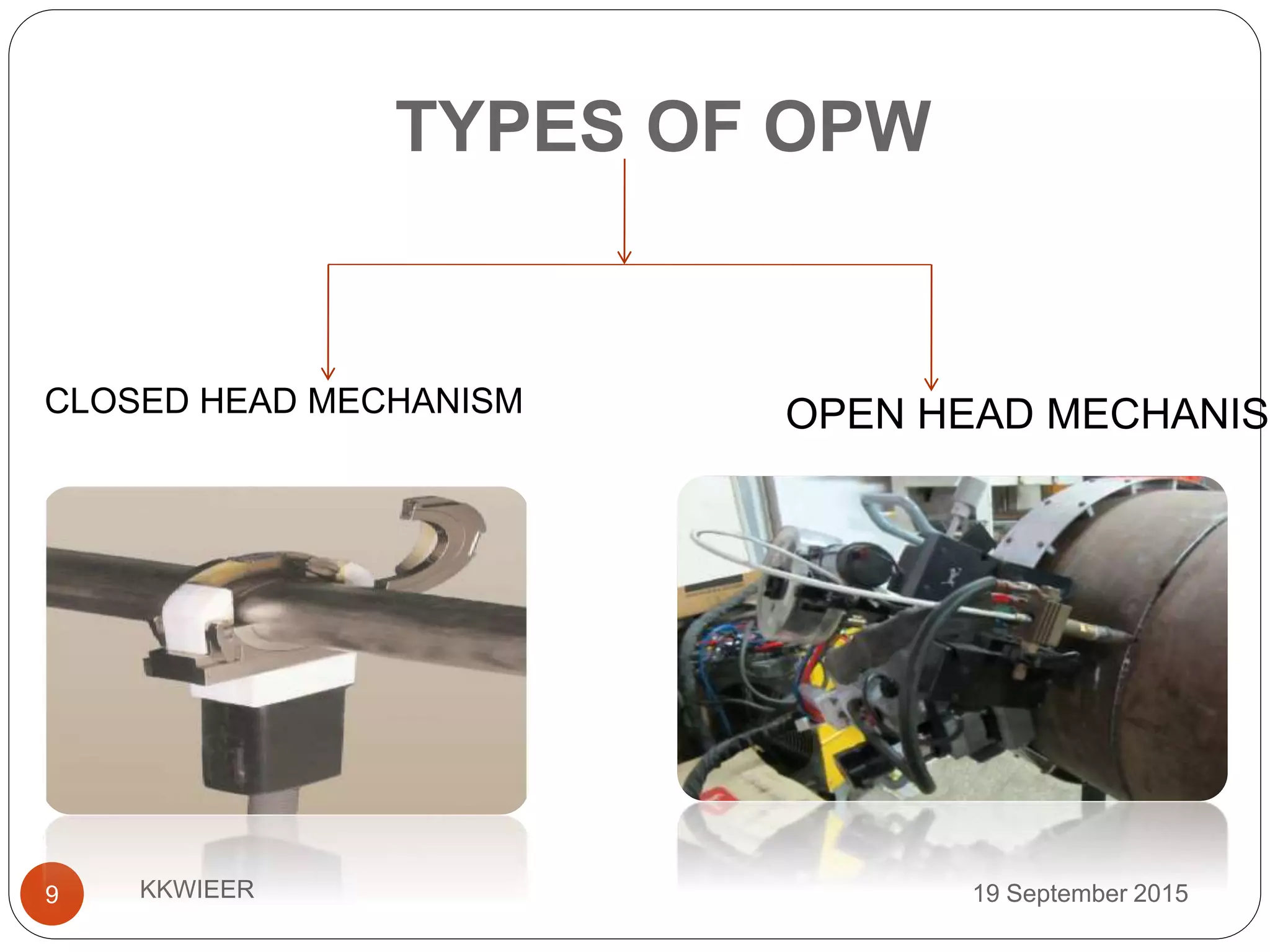
Describes closed head and open head mechanisms used in orbital pipe welding.
Lists the most used welding processes in orbital pipe welding, including GTAW, GMAW, FCAW, and laser welding.
Highlights key factors impacting weld quality in pipe welding, from materials to welder experience.
Discusses the benefits of orbital pipe welding including speed, precision, and reduced distortion.
Lists various industries where orbital welding is applied such as oil, gas, food, and chemical sectors.
Suggests advancements in welding processes and technologies to improve speed and sensing mechanisms.
Summarizes that orbital welding offers significant advantages in terms of cost, time, and quality.
Presents the references used for the seminar presentation on orbital welding.
Presented by :
NaikAbhilash B.
Roll No.50 (TE production)
SEMINAR ON
ORBITAL ARC WELDING
Under the Guidance of :
Prof. Dr. S.R.Gangurde
(Associate professor)
Dept. of production Engg
KK WAGH INSTITUTE OF ENGG. EDUCATION AND RESEARCH NASHIK-O
2.
CONTENTS
19 September 2015KKWIEER2
INTRODUCTION
HISTORY
ORBITAL PIPE WELDING
PIPE MATERIAL
SEAM TRACKING IN OPW
TYPES OF GROOVE
TYPES OF OPW
ADVANTAGE OVER MANUAL WELDING
APPLICATION
FUTURE STUDY
CONCLUSION
REFERANCE
3.
HISTORY
19 September 2015KKWIEER3
ORBITAL WELDING WAS DEVELOPED AT THE
BEGINNING OF YHE 1960s BY THE
AEROSPACE AND NUCLEAR POWER
INDUSTRIES
THE FIRST USE OF MECHANIZED ORBITAL
WELDING OF CROSS-COUNTRY PIPELINE IN
1961 AT U.S.
4.
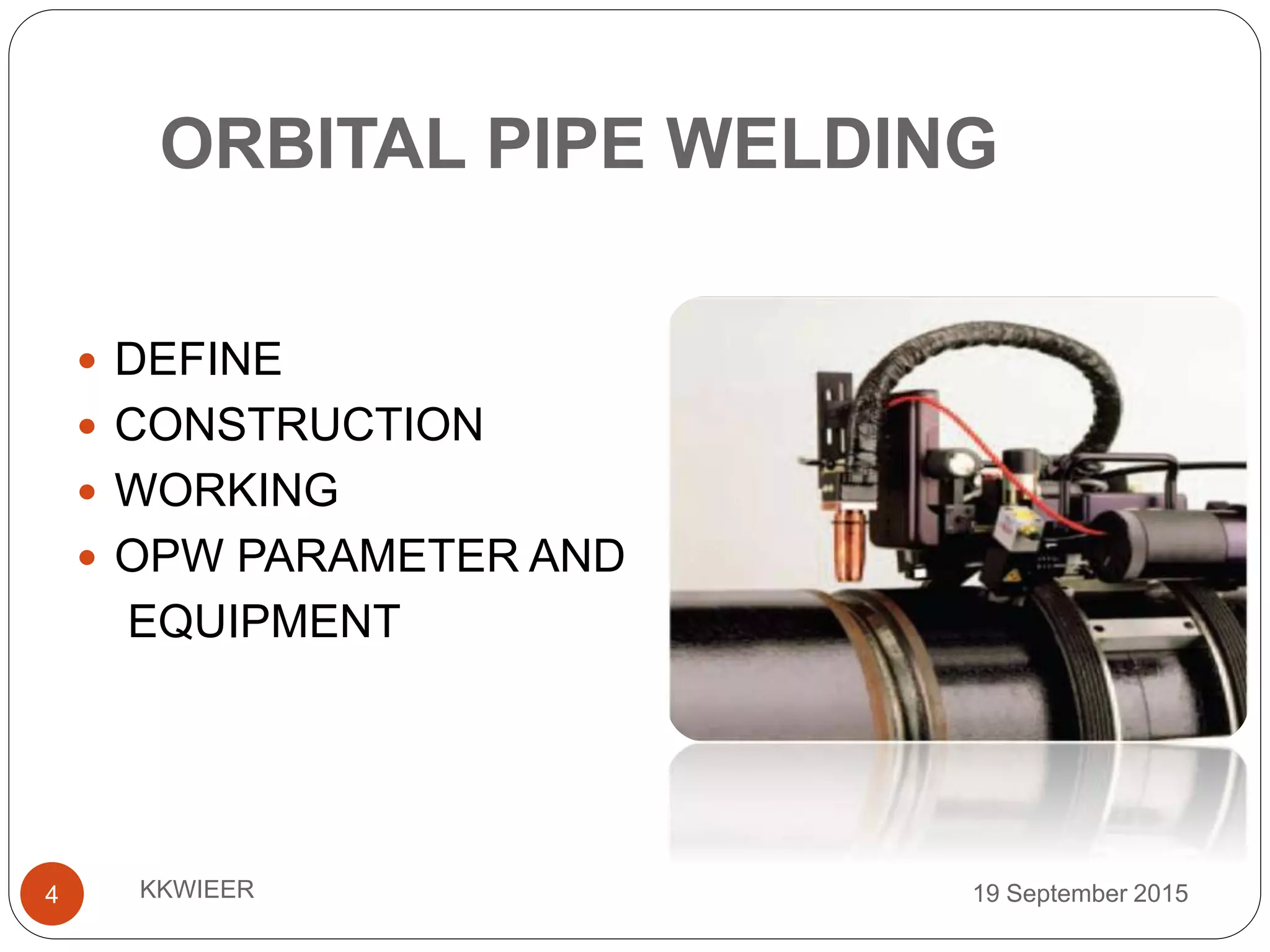
ORBITAL PIPE WELDING
19September 2015KKWIEER4
DEFINE
CONSTRUCTION
WORKING
OPW PARAMETER AND
EQUIPMENT
5.
ORBITAL WELDING PARAMETER
ANDEQUIPMENT
19 September 2015KKWIEER5
PARAMETER
1.WELDING SPEED(1.7 to 4.2 mm/s)
2.WELDING CURRENT(for 18 gage steel 70 A,12.7mm steel 315 A)
3.ARC PULSING
POWER SOURCE
1.ANALOG POWER SOURCE
2.MICROPROCESSER BASED
• FILLER WIRE
• SHIELDING GAS
• 1.co2
• 2.Argon
6.
PIPE MATERIAL
19 September2015KKWIEER6
PROPERTIES OF MATERIAL
1.corrosion resistance
2.Dirt and moisture
3. good weldability
4. High strength
PIPE MATERIAL
1.300 & 400 Series steel
2.High strength low alloy (HSLA)
3.Titanium alloy
4.X80 Steel
7.
SEAM TRACKING INOPW
19 September 2015KKWIEER7
• HUMAN MACHINE INTERFACE
TYPES OF OPW
19September 2015KKWIEER9
CLOSED HEAD MECHANISM OPEN HEAD MECHANISM
10.
MOST USED WELDING
PROCESSES
INORBITAL PIPE WELDING
19 September 2015KKWIEER10
GAS TUNGSTAN ARC WELDING (GTAW)
GAS METAL ARC WELDING (GMAW)
FLUX CORED ARC WELDING (FCAW)
LASER AND HYBRID LASER ARC WELDING
11.
WELD QUALITY ANDTEST
CONTROL
19 September 2015KKWIEER11
IN PIPE WELDING, THE FOLLOWING
FACTORS SHOUD BE CONSIDERED
1. Tube materials,Dimensions,welding
consumable
2.machine,equipment,appliances and tools
3.work preparation, welding parameter
4.Pipe welder and working condition
5 knowledge and experience
12.
ADVANTAGE OF OPW
19September 2015KKWIEER12
ONE OPERATOR CAN CONTROL ONE OR
MORE MACHINE
PORTABLE,ACCESSIBLE,FAST,PRECISE
HIGHER WELDING SPEED
LOWER DISTORTION
LOWER HEAT AFFECTED ZONE(HAZ)
HIGHER PRODUCTIVITY
LOW SCRAP
FUTURE STUDIES
19 September2015KKWIEER14
faster welding process as well as faster sensing
system with cheaper mechanism
Advanced orbital pipe welding system consists of
welding processes and sensing systems which
together make the welding process adaptive.
15.
CONCLUSION
19 September 2015KKWIEER15
Orbital system, speed of root pass welding is
higher than manual welding and this is the key for
cost reduction in pipeline application.
Orbital pipe welding technique could yield in
significant reductions in the processing time,
skilled welder, and welding costs but
improvements in the joint quality.
16.
REFERANCE
19 September 2015KKWIEER16
[1] B. Mannion, "The fundamentals of orbital
welding," Gases & Welding Distributor, vol. 44,
no. 1, pp. 42-44, 2000
[2] Hamidreza Latifi “Advanced Orbital Pipe
Welding” The tube & pipe journal,vol.10,pp.24-
34,2012
U. Chandra, "Determination of residual stress due
to girth-butt welds in pipe,"ASME Journal of
Pressure Vessel Technology, vol. 107, pp. 178-
184, 1985.
![REFERANCE
19 September 2015KKWIEER16
[1] B. Mannion, "The fundamentals of orbital
welding," Gases & Welding Distributor, vol. 44,
no. 1, pp. 42-44, 2000
[2] Hamidreza Latifi “Advanced Orbital Pipe
Welding” The tube & pipe journal,vol.10,pp.24-
34,2012
U. Chandra, "Determination of residual stress due
to girth-butt welds in pipe,"ASME Journal of
Pressure Vessel Technology, vol. 107, pp. 178-
184, 1985.](https://image.slidesharecdn.com/f5796cb4-0cfe-4ead-81c5-586671cd17d4-150919164533-lva1-app6891/75/Orbital-arc-welding-16-2048.jpg)













![Prepreg technology[1]](https://cdn.slidesharecdn.com/ss_thumbnails/prepregtechnology1-130820062139-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

















































