The document discusses Computer Aided Machining (CAM) and CNC milling. It provides information on:
- The MAZAKTROL MATRIX NEXUS 410A-II Vertical Machining Centre machine, including its dimensions and specifications.
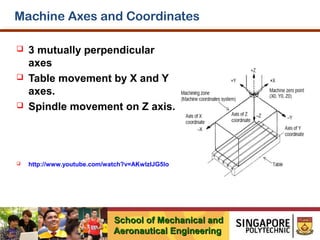
- The machine axes and coordinates system, including the three mutually perpendicular axes of X, Y, and Z.
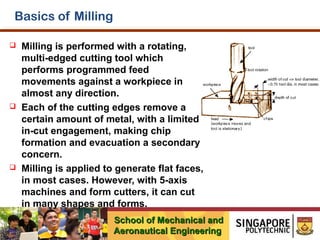
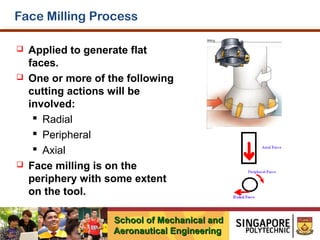
- The basics of milling, including that it involves a rotating cutting tool that removes metal in programmed movements.
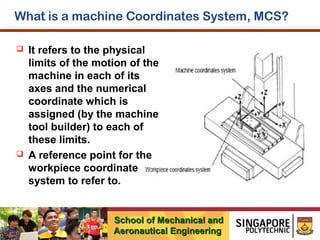
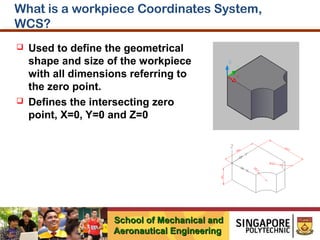
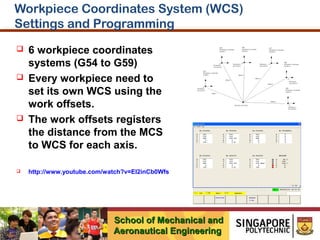
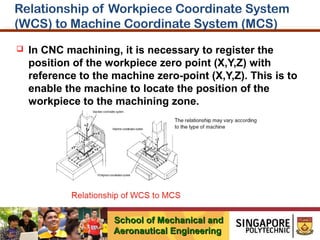
- The relationship between the machine coordinates system (MCS) and workpiece coordinates system (WCS), which defines the position of the workpiece for machining.
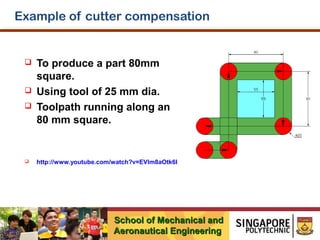
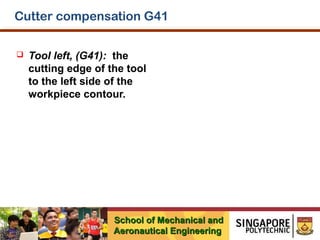
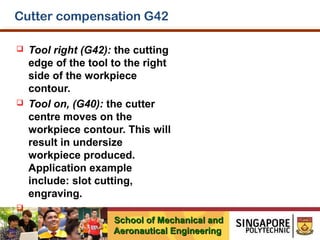
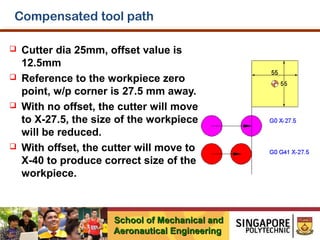
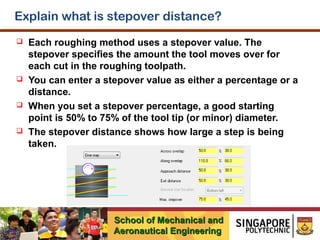
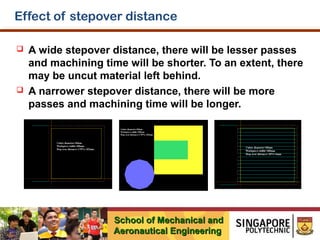
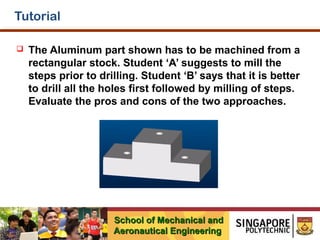
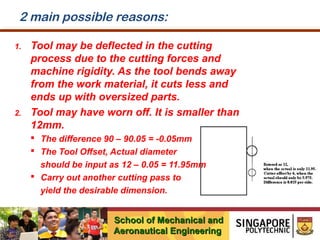
- Various tutorials and examples that explain concepts like cutter compensation,