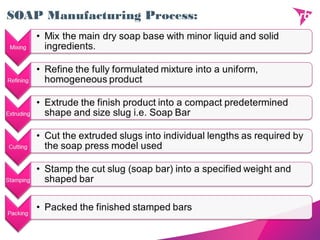
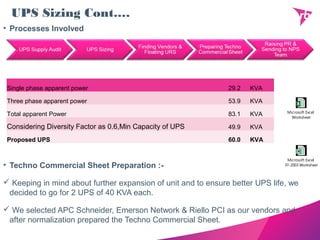
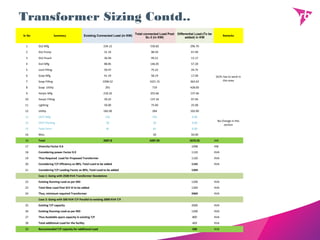
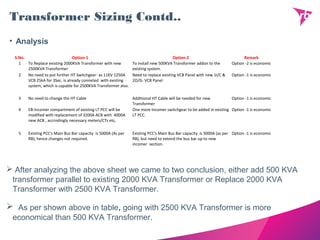
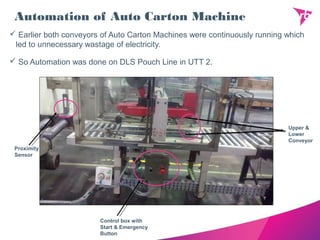
This document summarizes Amritanshu Kumar's mid-year review at the Sitarganj plant. It describes his training and work experience in various roles, including as a machine operator, maintenance operator, shadow shift supervisor, and shadow quality supervisor. It also outlines two projects he worked on - sizing a new UPS system and resizing the plant transformer. The document is structured with headings describing his methodology, learnings, and contributions in each role. Charts and technical details are included for the two projects.