Download to read offline
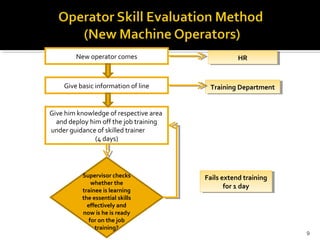
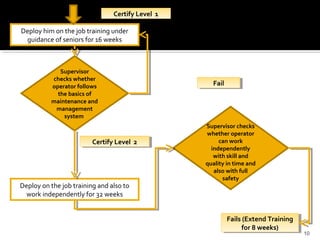
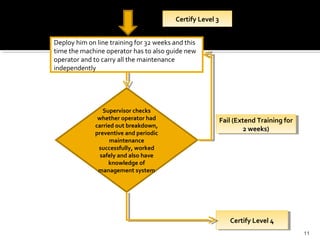
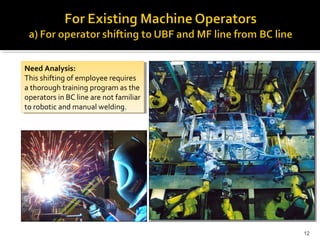
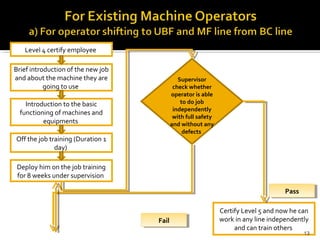
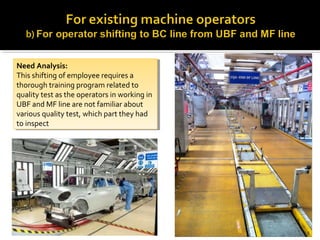
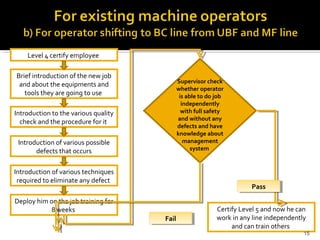

The document outlines a training program for machine operators at an automotive manufacturing plant. It describes a 5-level certification process where operators progress from basic skills and job orientation to independent work including training others. Lower levels involve introductory off-and on-the-job training, while higher levels focus on maintenance, problem-solving, and total productive management skills. The goal is for operators to gain expertise to work across different production lines and ensure high equipment availability, productivity, and quality.








































