Download to read offline














![20
M AY 2 0 2 1
cally [1].
Tanning methods
Tanning processes largely differ in
which chemicals are used in the tan-
ning liquor. Some common types in-
clude:
Vegetable-tanned leather is tanned us-
ing tannins extracted from vegetable
matter, such as tree bark prepared in
bark mills. It is the oldest known meth-
od.
Chrome-tanned leather is tanned us-
ing chromium sulfate and other chro-
mium salts. It is also known as "wet
blue" for the pale blue color of the un-
dyed leather
Aldehyde-tanned leather is tanned us-
ing glutaraldehyde or oxazolidine com-
pounds. It is referred to as "wet white"
due to its pale cream color.
Chamois leather is a form of aldehyde
tanning that produces a porous and
highly water-absorbent leather. Cham-
ois leather is made using marine oils.
Brain tanned leathers are made by a
labor-intensive process that uses emul-
sified oils, often those of animal brains
such as deer, cattle, and buffalo.
Alum leather is transformed using alu-
minum salts mixed with a variety of
binders and protein sources, such as
flour and egg yolk. Alum leather is not
actually tanned; rather the process is
called tawing.
Grades of Leather
Top grain leather
Full grain leather
Corrected grain leather
Split leather
Bicast leather
Patent leather
Suede leather
Bonded leather
Properties of Leather
Leather has High tensile strength
i.e., cow leather is between 8 – 25 N /
mm². Leather with higher fat content
has a higher tear strength. But there
are many other parameters that in-
fluence the tear strength, the tanning
method, the finish, the stiffness, or
the age of the leather. Since leather is
a natural product, every skin behaves
differently. Resistance to tear is an im-
portant property. Good leather is sta-
ble and resistant to tearing, whereas
suede, nubuck or extremely soft lamb-
skin will not have the same stability
as, for example, a belted leather.
High resistance to flexing i.e., the
ability to withstand numerous flex-
ing cycles without damage or deterio-
ration. Better mouldability, it can be
molded into a certain shape and then
remolded into another shape later.
Permeability to water vapor i.e., ena-
bles leather to absorb water and per-
spiration.
Good thermostatic properties i.e. The
leather is warm in winter and cool in
summer. It is resistant to heat and fire.
Leather provides good heat insulation.
The leather is resistant to abrasion
in both wet and dry environments.
This makes leather an excellent pro-
tector of skin.
Resistant to Fire, fungi, and chemi-
cal attack.
Advantages of Leather
Leather is truly sustainable and natu-
ral fiber. Good leather ages well and
can keep for long period. Leather is
easy to repair and easy to maintenance.
Leather products can be recycled and
have natural comfort. Leather is more
luxurious and have beautiful surface
area. It has many ends uses as follows-
Leather can be used as binder for fin-
ished books. It is often used to make
clothing including pants, skirt, rain-
coats, and jackets. Leather has been
used for all types of equestrian related
products, including horse hoof boots.
also, From fashionable winter gloves
to durable work gloves. Fashionable
footwear is one of the most common
uses for leather, including boots, shoes,
slippers, and more. Couches, chairs,
recliners, and even automotive interi-
ors are made from leather. Leather can
be used for accessories like wristwatch
straps, jewellery, belts, wallets, bags,
and purses etc.
Disadvantages
Leather is more sensitive to fluctua-
tions in temperature, where it can feel
warmer in summer and cold in winter.
When it comes to color and patterns,
combinations of color and patterns are
limited. It has main drawback i.e., pro-
ducing leather requires animals to be
killed.
Conclusion
This study gives us basic information
of leather i.e., history, manufacturing
process, applications, etc. Which shows
leather is a natural, biodegradable fab-
ric. It is made from tanning of animal
skin. The rawhide and skin used for
leather manufacturing is comes from,
99% of the raw hides and skins used
in the production of leather derive from
animals raised for meat and/or dairy
production. Leather productions uti-
lize non usable part of dead animals,
so that there will no waste of animals.
References
1. "Interesting Facts about Leather"
https://www.decorium.com/tag/disadvan-
tages-of-leather/ CalTrend. Retrieved 7 Feb-
ruary 2018.
2. Applications
h t t p s : / / e n . w i k i p e d i a . o r g / w i k i /
Leather#Production_processes
3. Properties
https://saddlesindia.com/properties-of-
leather/
https://www.colourlock.com/blog/Advan-
tageLeather/
4. Basic Information- Manufacturing process.
https://en.wikipedia.org/wiki/Leather
C O V E R S T O R Y](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-20-320.jpg)









![30 H R F O C U S
and along with it long-term damage to
the ability of your organization to at-
tract talent in the future. As business
leaders, as we go through these tough
times, in addition to all the other lead-
ership competencies which you will
have to exhibit to get your company
and your people through, it may be
prudent to focus much more on Empa-
thy, to ensure that the people in your
organization experience you as a hu-
mane and caring leader.
M AY 2 0 2 1
Leather is a long-lasting and flexible ma-
terial made by tanning animal hides and
skins. Cattle hide is the most used raw
material. It can be manufactured on a
variety of scales, from artisan to modern
industrial. Leather production has been
going on for over 7,000 years;[1] the ear-
liest record of leather artefacts dates to
2200 BCE.
Top Grain Leather
The top layer of a hide is known as top
grain leather. The leather hide is me-
chanically split into layers after it has
been tanned but before it is finished. Top
Grain is tough and long-lasting, with the
"hallmarks of the road" like wrinkles,
scars, bug bites, and other natural char-
acteristics. The best portion of the hide is
the top grain.
The Split Hide is separated from the Top
Grain and is used to manufacture suede
and other leather products. Splits aren't
as strong as Top Grain leather and aren't
as excellent in quality. They're more
prone to fading, stretching, and tearing.
Split hides are used by some furniture
producers on the sides and backs of fur-
niture, where the customer is unlikely to
touch or sit.
Full Grain and Corrected Grain Leathe
Full Grain leather is top grain leather
that hasn't been buffed or polished, pre-
serving the natural texture and grain.
The trail's signatures, or markings, will
stay on the hide. Stretch marks, scars,
branding, bug bites, and other imperfec-
tions may be evident. The leather's origi-
nal appearance and feel are kept.
Most natural markings are lightly rubbed
or sanded out with Corrected Grain leath-
ers, and an artificial yet realistic-looking
grain is embossed on the hide. Top grain
leathers that have been corrected are
still top grain leathers. They've been re-
designed to have a more uniform feel and
hue.
Leather for furniture
Only about a third of the world's hides
are appropriate for furniture upholstery.
Just around 5% of the supply matches
the aesthetic characteristics necessary,
thus whole hides with only minor flaws
are necessary. While hides that will be
chopped into smaller pieces and used for
belts, shoes, and small leather products
can have some natural markings and
scars, hides that will be used for furni-
ture must be more flawless. Because
automotive leather hides must undergo
considerable processing in order to meet
durability and severe wear require-
ments, they are not as rare or valuable
as hides used to produce sofas, loveseats,
and chairs. Pure aniline, full grain semi
aniline, or corrected/embossed leather is
required for furniture.
Types of Leather
Aniline
This is the most "organic" and "natural"
sort of leather. This leather, also known
as Pure Aniline or Full Aniline, has no
protective covering. It hasn't been han-
dled or processed in any way to change
the natural grain, appearance, or feel of
the hide. The most luxuriously soft feel
of all the leather varieties is aniline, but
it is more prone to fading, staining, and
soiling. This is a good type of leather for
someone who enjoys the smooth, natural
feel of leather but also appreciates and
values the distinctive natural markings.
It's reasonable to assume that the furni-
ture will only see light to moderate use.
Semi-Aniline
Although not as pure and natural as
aniline leather, this type of leather has
some of the same properties. Following
aniline dyeing, the hides are sprayed
or rubbed with a protective topcoat. To
produce a two-tone or other effect, an
additional color may be used as well.
As with aniline leather, certain natural
markings may show through the topcoat,
making wrinkles, scars, and bites obvi-
ous. While semi-aniline leather is more
protected than pure aniline leather and
the color will likely be more uniform, it is
still susceptible to fading, staining, and
other problems. This is a fantastic sort of
leather for a consumer who wants natu-
ral leather's suppleness and texture but
will use the furniture frequently.
Pigmented
This is the toughest leather, but it isn't
the most natural. Because the natural
markings have usually been sanded or
buffed away, this is the case. The hide is
then embossed with an artificial grain.
As a result, the grain and colouring are
consistent, which some buyers prefer. In
addition, a protective topcoat with col-
our is usually sprayed or rubbed into the
surface. Adding this layer usually takes
away part of the leather's natural soft-
ness and breathability. The colour of Pig-
mented leather may not be as deep and
rich as Aniline leather, and it may not
have the same sumptuous hand, but it is
the most durable and cleanable. This is
a good sort of leather for someone who is
ready to forego some softness and natural
texture in exchange for more functional-
ity.
Nubuck
Nubuck is a soft, rich top grain leather
with a small nap that has been softly
buffed or sanded to give it a suede-like
look. It's worth noting, though, that
Nubuck is a top grain leather, which
means it's more durable and high-quality
than suede. Nubuck leather is a quality,
natural substance that typically lacks a
protective finish. It's prone to fading and
smudging.
This is a good sort of leather for someone
looking for a one-of-a-kind, trendy, and
really comfy leather that demands a little
additional care and maintenance.
LEATHER FUNDAMENTALS
F A C T S](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-30-320.jpg)
![31
M AY 2 0 2 1
P E E R R E V I E W P A P E R
REJUVENATING FOLK PAINTINGS ON TEXTILE
PRODUCTS: A REVIEW
Guest Faculty, Department of Garment Production and Export Management,
Government Arts Girls College, Kota
NIKITA SACHWANI
Abstract
India is a diverse country with a vast
range of art forms and cultures which
serve as a unique identification for the
area of their origin. These together con-
tribute to the rich heritage of this coun-
try. This study titled “Rejuvenating
Folk Paintings on Textile Products: A
Review” is an attempt to bring together
various efforts made by entrepreneurs,
researchers, academic institutes, de-
signers, organizations and craftsmen
of this country to bring back Indian
folk painting to life through their ap-
plication on textiles/ textile products.
Work done during the last five years
(2016-2020) has been reviewed and dis-
cussed. The aim of this study is to help
and provide necessary inputs related to
past work done in this field. This is ex-
pected to be beneficial for textile reviv-
alists, designers, students and all those
who are working or are willing to work
for the revival of folk paintings of India
by applying them on different media
and product diversification.
Keywords: Heritage, rejuvenating,
craftsmen, product diversification, de-
signers, entrepreneurs.
Introduction
India is a land of diversity, a fact that
is blatantly visible in people, culture,
and climate of this nation. “This coun-
try has hundreds of ethnic groups scat-
tered from north to south and east to
west, each with its own art form rep-
resenting its taste, needs, aspirations,
aims, joys, sorrows and struggles”.
“With regional peculiarities, nature
around and a different pattern of day-
today life apart, their art reveals each
group’s ethnic distinction and creative
talent” [1]. Along with adding richness
to heritage of India, these art forms
have fascinated people all over the
world.
Warli Paintings of Maharashtra are
creative expression of the women of
a tribe known as Warli. The name of
this painting is dedicated to this tribe.
These paintings are a picturization of
daily life. Scenes in these paintings in-
clude animals, birds, humans in their
daily activities, celebrations, hunting
etc. These paintings are expressed by
these words- “Painted white on mud
walls, they are pretty close to pre-his-
toric cave paintings in execution and
usually depict scenes of human fig-
ures” [2].
Another bold and colourful expression
of the feminine creativity is the Mad-
hubani Painting of Bihar which is also
named as of Mithila Art due to its roots
in the Mithila region of Bihar. Origi-
nally painted on mud walls, motifs of
hindu deities like Devi Durga, Devi
Saraswati and Lakshmi, Lord Shiva,
Krishna, Tulsi plant, Moon and Sun,
wedding processions and rituals etc.
are depicted using mineral pigment
colours. Geometric shapes eg: fine lines
are used for the purpose of filling.
Aipan paintings of Kumaon region is
a ritualistic folk art, is believed to pro-
vide protection from the evil. Events
like festivals, auspicious occasions and
even death rituals are prominently
expressed in white colour (cooked rice
paste) in this painting. Floor and walls
of the houses serve as the canvas for
this art. Red ochre mud called ‘Geru’
in local language is coated to provide a
background.
Phad painting of Rajasthan is done on
cloth depicting local deities and sto-
ries, and the legends of local rulers. It
is a type of scroll painting made using
bright and subtle colours. The outline of
paintings are first drawn using blocks
and later on filled with colours. These
paintings are often carried from place
to place by the traditional singers, who
narrate the various themes depicted
on scrolls. Along with Phad, Rajasthan
is also known for its elaborate, highly
intricate and refined, Pichwai paint-
ings. They are used as backdrops in
the famous Shrinathji Temple at Nath-
dwara. Their main theme is Shrinathji
and his miraculous stories [3].
Gond community is famous for their
unique style of painting which is fa-
mous by the name of Gond paintings.
These paintings feature the relation of
nature and its connection to humans
on the walls and floors of the buildings
of this tribe. “It is done with the con-
struction and re- construction of each
and every house, with local colors and
materials like charcoal, coloured soil,
plant sap, leaves, cow dung, limestone
powder, etc. The images are tattoos or
minimalist human and animal forms”
[4] [5]. According to the beliefs of the
tribal people, these paintings attract
good luck, so they used to paint these
on their walls and floors. This artwork
was also very skilfully used by the
Gond tribe to record their history.
Rogan Paintings, an art form used for
painting textiles in the Kutch district
(Gujarat), declined in the latter half
of the 20th century. This is now mas-
tered and practiced by only 2 families
of Kutch. “In this craft, paint made
from boiled oil and vegetable dyes is
laid down on fabric using either a met-
al block (printing) or a stylus (paint-
ing)”[6].](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-31-320.jpg)
![32
M AY 2 0 2 1
The Mandana paintings are connected
to the Hadoti area of Rajasthan and
that too with the Meena community
residing in this area. This painting
work is executed by the women of this
community on floor and walls. Accord-
ing to the beliefs of this community,
Mandana paintings provide protection
to their homes. For this kind of paint-
ings, limestone powder or chalk pow-
der is used as a painting medium. The
ground is prepared by applying a mix-
ture of cow dung, geru and a clay called
rati. For painting, a date stick, a small
cluster of hair or a piece of cotton fabric
is used as a tool. Figures of women at
work, lord Ganesha, birds and animals
like peacock and tiger respectively, flo-
ral motifs etc. can be noticed in Man-
dana paintings. [7]
The Saura tribe belonging to Orissa
state are known for their wall paint-
ings based on spiritual and ceremonial
themes. “A study of their art and paint-
ing tradition reveals the rich ancient
tribal art idiom, which is still in vogue
with popular appeal” [8]. These paint-
ings appear somewhat like warli paint-
ings and are given the name- ‘Ikons’. In
these paintings, motifs like moon and
sun, tree of life, animals like horses,
elephants and also humans are found
painted using natural colours prepared
using white stone, earth, flower and
leaf extracts.
With advancement in time, growing
industrialization and modernization
there has been a rise in preference for
mass produced, machine made articles
which has posed a threat to our tradi-
tional crafts and has raised concern in
the country to preserve, sustain and
cultivate our traditional assets so that
they sustain the wave of modernization
and remain available to the future gen-
erations. For this purpose, folk paint-
ings can be applied on textile products
which are an integral part of our life.
These products range from small ar-
ticles like handkerchiefs, purse and
pouches, bags, clothing, up to large ar-
ticles like bed covers and draperies. In
this way these paintings can become a
part of our daily lives resulting in their
revival and growth.
The objective of this paper is to present
a review of 5 works published during
each of the past five years (2016-2020)
respectively which aim at reviving In-
dian folk paintings through their ap-
plication on textiles / apparel / lifestyle
accessories.
Material and Methods
This review paper is based on sec-
ondary sources. Extensive litera-
ture review was carried out to obtain
elaborate information about various
attempts made to apply folk paint-
ings of India on textiles for the pur-
pose of their revival; within the span
of past five years (2016-2020). Online
research databases namely Academia,
Researchgate, Krishikosh e-granth,
Shodhganga, Google Scholar have been
used to access research papers, review
papers, conference proceedings, Ph. D/
Dissertation thesis and other related
text. In addition to this books, newspa-
per articles, reports from government
and national institutes, websites have
also been accessed online. Keywords
such as ‘Folk paintings of India’, ‘In-
tervention in folk art for application on
textiles’, ‘Apparel for craft revival’ etc.
have been used. The total works stud-
ied were categorized with reference to
their publication year and five works
from each year starting from 2016 to
2020 were selected for review.
Discussion
This section has been discussed in 5
parts on the basis of the year of publi-
cation of the respective studies.
Table-1: YEAR- 2016
P E E R R E V I E W P A P E R](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-32-320.jpg)



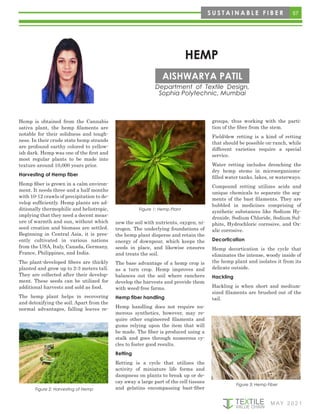
![37
M AY 2 0 2 1
R E V I E W P A P E R
cies used for the medicinal purpose [7]
(Mitchell P, Tien, Chaitali, F, & John,
2017). In this case, mushrooms are
primal matter in the processing of sus-
tainable leather as they own the com-
petency to grow mycelium underneath
them.
3. Under grown network of hyphae
Mycelium is the largest living struc-
ture on the globe occupies nearly 10
Figure 1: Network of white threads (Myce-
lium)
(Source: Pixabay - https://pixabay.com/
photos/mushroom-mycelium-small-mush-
room-3835397/)
Abstract
A versatile material that has created
outstanding attention among buyers
of apparel, footwear, and furniture
because of its flexibilit and durability
properties. Excluding the features of
leather, the steps are involved in its
manufacturing having a huge impact
on the surroundings. In contrast to the
newest leather made from mushroom
technology, the usual leather accounts
for higher ecological footprints. The
emergency of innovative fabrics formed
from the mycelium of mushrooms is
expected to have huge demand in the
market in the upcoming generation.
This context emphasizes the process-
ing methods involved in designing
mushroom leather, its advantages over
animal leather, and its influence on the
environment.
Key Words: animal leather, envi-
ronment friendly, leather, mush-
room leather, sustainable, etc.
Introduction
Leather is a well-known material in the
field of clothing, furniture, accessories,
and footwear. On account of its long-
lasting, versatility, and good comfort
it has a huge estimation in the mar-
ket with a business value of US$ 100
billion per year. Traditionally the raw
materials that take part in the process-
ing are animal skins which make the
leather industry depend on by-prod-
ucts of the dairy and meat industries.
Subsequently, the leathers are tanned
and processed under several conditions
which release toxic chemicals that ac-
count for carbon emissions and playing
a significant role in the greenhouse ef-
fect. The latest competitor has emerged
in the market showcasing modern
technologies by replacing the leather
derived from animals with sustainable
and environment-friendly leather. The
innovative product that completely re-
moves usage of chemicals, reduction in
carbon emissions, on the other hand
having the supremacy such as recycla-
ble, flexible and can able to mimic the
standard leather is simply awesome. In
this article, the discussion is made on
the process included in the production
of alternate leather with its impact on
surroundings and benefits over animal
leather.
2. Implementation of an exceptional
ingredient
Labels such as sustainable, environ-
ment-friendly, renewable, and organic
are well suited for the innovative class
of textile “Mushroom Leather”. Apart
from the application of fungi in medi-
cal science, edibles, and biofertilizers
the compound multicellular organisms
are utilized in making an eco-friendly
product. Varieties of mushrooms exist
in the environment having divergent
properties in which some accounts for
nourishment and another set of spe-
AN ENVIRONMENT FRIENDLY
MUSHROOM LEATHER
DKTE’S Textile & Engineering Institute, Ichalkaranji
V. LOGA SUBRAMANI A. A. RAYBAGI
B. Tech T.T. Assistant Professor in Textiles](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-37-320.jpg)
![38
M AY 2 0 2 1
Figure 2: Tightly interlaced pack of mycelium
(Source: Network of Deutsche Welle)
Kilometer square in Oregon’s Blue
Mountains. Mycelium, the vegetative
constituent of fungus incorporated with
a matrix of filaments. In another way,
the term mycelium is defined as a root-
like structure covering mushrooms.
The process of developing the network
of such delicate white strands requires
minimum dissipation of energy and
resulted in the trash can be recycled
[2] (J, T, Rames, & Kavitha, 2015).
4. Construction of an eco-friendly
substitute
4.1 Preparation of substrate
During the processing of mushroom
leather, the surface on which the
mushroom grows should be dampened.
Mushrooms are included with organic
wastes such as sawdust, straw, and
corn. The company named MycoWorks
mixes agar along with mushrooms
whereas Mycotech uses sawdust.
Wet substrate makes it easier for the
mushroom to append with the organic
inclusions and develop. The growing
conditions can be tuned to produce
composites of varied sizes, shapes, and
performance of the outcome [3] (Ma-
daria, 2018).
4.2 Development of mycelium
The process of developing mycelium
also eliminates the involvement of
overpriced and cosmopolitan methods.
Following the cleaning process, the
wastes are mixed with a minute, repro-
ductive unit of mushroom and covered.
Mycelium grows at an exponential
rate ranges from four to nine days [4]
(Mitchell P, Antoni, Sabu, & Alexan-
der, 2020). Other factors also modify
the growth of mycelium is a variety of
mushroom, humidity, and temperature
[3] (Qua, 2019). The cells ultimately
having tightly interlaced mycelium
that grows into a bundle of thread-like
structures with interconnections that
are highly responsible for material
strength. Before drying and utiliza-
tion, the final material is compressed
to obtain the needed size and shape [4]
(Mitchell P, Antoni, Sabu, & Alexander,
2020).
5. Contrasting characteristics of
mushroom leather
5.1 During processing
In the premature stage of the process,
modification of substrates and altera-
tion of growing conditions is possible
[1] (Haneef, Luca, Cloudia, Jose, &
Athanassia, 2017). The material can
be grown in vertically stacked layers
results in better use of space. Polyvi-
nyl chloride or PVC leather [3] (Qua,
2019) is produced by chemical altera-
tion of vinyl polymer whereas myceli-
um-based leather eliminates the usage
of chemicals during processing. The
process implements minimum usage
of water less than one-tenth of water
used in typical leather production. My-
celium fabrics can form the resultant
fabric with different textures, sizes,
finishes, and complex shapes to acquire
desired characteristics.
5.2 Advantages of mushroom leather
over typical leather
The time required in the latest manu-
facturing technology is very less com-
pared to the typical process. Growing
cattle for skin (raw material) may
take three years to produce fragments
of leather while the growth of mush-
rooms is rapid. Hence raising livestock
is not involved in fungi-derived leather
[3] (Qua, 2019). Fewer carbon emis-
sions and processing with a minimum
amount of chemicals are the added
advantage. It helps in controlling
properties such as texture, strength,
elongation, orientation, and un-
matched finishes [6] (Madaria, 2018).
Figure 3: Ebony finish of Black Emboss
Figure 4: Brown Natural leather
(Source: Myco Works Inc. - https://www.
madewithreishi.com/products)
Mycelium has the potential to construct
large-scale structured (macro struc-
tured) fabrics which are robust and
pleasant to breathe. The contribution
of animal agriculture in greenhouse
gas emissions is more considering my-
celium has a soft connection to the en-
vironment from the initial to the final
stage. The watch straps of mushroom
leather can prevent skin annoyance
due to eczema. Light mycelium-based
leather also has more absorbency com-
pared to its competitor [4] (Mitchell
P, Antoni, Sabu, & Alexander, 2020).
Table 1: Properties of mushroom-based
leather compared to cowhide leather
Environmental impact of mushroom
technology
The whole process of fabricating the
mushroom leather happens in a closed-
R E V I E W P A P E R](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-38-320.jpg)
![39
M AY 2 0 2 1
loop manner. The term closed-loop
means that the raw materials employed
in the process acquired from post-con-
sumer waste and made into recycling
and adapted to use into a variety of
products [3] (Madaria, 2018). Growth
substrates incorporated such as saw-
dust, corn, and straw are usually by-
products of agriculture that facilitate
creative re-use. The effective growth
of mycelium is achieved by an organ-
ic process that makes up the leath-
er-like composite with a low impact
on the environment [6] (Qua, 2019).
Figure 5: Percentage more people ready to pay for sustainable fashion
(Source: Survey on global perspective by KPMG)
Conclusion
The process of making leather from
mushrooms that too inclusive of re-
newable ingredients and customization
technology is unprecedented. With the
constantly evolving technologies, the
leather alternative is expected to have
an extraordinary market in the future.
In addition to enormous benefits, my-
celium-based materials have the least
impact on the environment than mak-
ing them superior to typical leather.
The mushroom leather has been pro-
duced on a small scale now; when it
starts to be manufactured in extensive
volumes then customers will highly get
attracted to such sustainable fashion.
Also, we can state that money is the
big concern in switching to sustain-
able fashion, if there is cost reduc-
tion, hope the leather can draw much
attention from buyers [13]. Every
individual should aware of the term
“Eco-conscious”. Once they started to
show concern for the environment then
green could be an incredible trend in
the world.
References
1) Haneef, M., Luca, C., Cloudia, C.,
Jose, H.-G., & Athanassia, A. (2017, 01 24).
Advanced Materials From Fungal Myce-
lium: Fabrication and Tuning of Physical
Properties. Scientific Reports, 7. doi:10.1038/
srep41292
2) J, K., T, S., Rames, P., & Kavitha, S.
(2015, 02 15). Eco-friendly waste manage-
ment strategies for greener environment
towards sustainable development in leather
industry: A comprehensive review. Jour-
nal of cleaner production. doi:10.1016/j.
jclepro.2014.11.013
3) Madaria, D. (2018). I search paper:
Mushroom Leather.
4) Mitchell P, J., Antoni, G., Sabu, J., &
Alexander, B. (2020, 09 07). Leather-like ma-
terial fabrication using fungi. Natural sustain-
ability. doi:10.1038/s41893-020-00606-1
5) Mitchell P, J., Tien, H., Chaitali, D., F, D.,
& John , S. (2017). Mycelium Composites: A
Review of Engineering Characteristics and
Growth Kinetics. Journal of Bionanoscience.
6) Qua, F. (2019). A qualitative study on
sustainable materials for design through a
comparative review of leather and its mod-
ern alternatives.
7) Stamets, P. (2005). Mycelium Running:
How mushrooms can save the world. New
York: Ten-speed press.
8) “Bolt Threads – Mylo.” Bolt Threads, Bolt
Threads Inc., http://www.boltthreads.com
9) Reishi™: https://www.madewithreishi.
com/products
10) Myco Works
https://www.mycoworks.com/our-
products#an-advanced-materials-platform
11) Mushroom Leather is more than a
sustainable alternative to animal skin by
Katherine Saxon https://wtvox.com/fashion/
mushroom-leather
12) Eco vative design: https://ecovativede-
sign.com/
Sustainable fashion, a survey on global per-
spectives by KPMG, FASHION SUMMIT.
R E V I E W P A P E R
Leather has been around for quite a long time and is produced
using the skins of expired creatures without the requirement
for the utilization of costly engineered materials. It has con-
sistently been eco-accommodating and that is something that
won't ever change particularly with the appearance of biode-
gradable leather in the 21st century.
F A C T S
Figure 5: Illustration of eco-friendly nature
of mushroom leather](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-39-320.jpg)
![40 R E V I E W P A P E R
M AY 2 0 2 1
RECYCLING LEATHER
ASHWINI TARTE DR. SUMAN D MUNDKUR
Abstract
The leather industry is one of the
leading industries in textiles. It pro-
duces large amounts of waste during
the manufacturing process and after
the use of leather fabric by consum-
ers. This industry is one of the larg-
est waste-producing industries. Al-
most 20% of worldwide waste from
leather is generated in Asia. This can
be very harmful to aquatic life. It oc-
cupies a large landfill space. The waste
should be recycled to minimize the
environmental impact. It produces
solid waste and liquid waste during
processing. There are a lot of studies
done on leather recycling and reus-
ing leather products. Some methods to
recover energy from the heat and en-
ergy which is generated during leather
processing. The restyling technique
also helps reuse and reduce waste.
Keywords: leather manufacturing,
leather waste, leather recycling.
Introduction
Leather has been treated with chemi-
cals to preserve and make it suitable
for use as clothing, footwear, handbags,
furniture, tools, and sports equipment.
The consumption of leather products
by humans is very commonly used. The
primary raw material for any leather
processing industry is derived from
slaughterhouses and waste from the
meat industry. This raw material is
processed and converted into usable
leather in tanneries. Hence, the tan-
ning industry is considered as one of
the primary leather processing units in
the entire leather industry. The chemi-
cal treatment called tanning converts
the otherwise perishable skin to a sta-
ble and non-decaying material. Tan-
ning agents include vegetable tannins
(from sources such as tree bark), min-
eral salts (such as chromium sulfate),
Fig 1. Processing of leather [3]
and fish or animal oils. In this tanning
process, maximum leather waste is
generated; this waste is further used
for generating heat and energy [1].
Process of modern leather Manufacting
Leather production is a very lengthy
process that involves several steps be-
fore tanning. The most important stag-
es in converting the raw animal hide
to leather are listed below [2][3]. The
modern commercial leather-making
process involves three basic phases:
M.Tech Student
Department of Fibres and Textile Processing Technology, ICT Mumbai
Visiting Faculty](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-40-320.jpg)
![41
M AY 2 0 2 1
Fig. No. 3 Steps to improve waste manage-
ment [8]
R E V I E W P A P E R
Name of Chemical Use Target organs
Chromium sulphate
Principal raw material used in the production
of chrome tanning materials for the leather
industry like Chrome-tanning salts
Blood, kidneys, heart,
lungs, eyes and carcinogen
Chromium used for dyeing Kidney, CNS,
Short chain chlorinated
paraffin's (PBT)
Additive for the leather treatment (renders
smoothness to leather), leather clothing and
belts and as a leather oiling agent.
Liver, kidney, thyroid and
carcinogen
Cobalt dichloride
Used in leather dyeing and
finishing as well found in tanned leather
Lungs, liver, kidney, heart,
skin
Methyl isothiazolinone Biocide, microbiological protection Skin, eyes and carcinogen
Formaldehyde HCHO
Heavy metals Arsenic
Leather finishing Eyes, lungs and carcinogen
1. Preparation for tanning,
2. Tanning
3. Processing tanned leather [4].
No.1 lists down the different steps in
the processing of leather.
Eco-friendly alternatives for the haz-
ardous chemicals used in leather
processing
The consumer consciousness and strict
regulations by worldwide authorities
require leather products with the low-
est possible risk for the environment.
Instead of using chromium sulfate,
we can use vegetable tannin like que-
bracho, chestnut, behra nuts in the
tanning process, which gives a more
stable leather and it is an eco-friend-
ly method [6]. Nitrocellulose lacquer
emulsions can be successfully replaced
with castor oil, which maintains the
typical lacquer emulsion properties
like glossy touch, softness, and elastic-
ity. Enzymes, amino acids, or oxazoli-
dine can be used as an alternative in
tanning processes. As an alternative
for the solvent N-Methyl pyrrolidone
high wear topcoat acrylics being free of
solvents has been used. Formaldehyde
in leather finishing is not only used as
a crosslinker for cases in topcoats but
also as a biocide. Finishing chemicals
may contain formaldehyde even when
no formaldehyde was used for the pro-
duction, as many raw materials are
preserved in a formaldehyde base. To
overcome this problem use of formalde-
hyde scavengers can be adopted as in
the case of some Wet End Chemicals
Inorganic heavy metal pigments like
lead chromate, cadmium sulfide and
others can be replaced by organic pig-
ments or pigments. We can use silver
nanoparticles in the tanning process
which improves the mechanical and
physical properties. It can also be used
as an antimicrobial and UV resistant
application [5][7].
Waste management in the leather in-
dustry
Fig. No.2 below gives the volume of
waste generated from the leather In-
dustry. The largest amount of waste
comes from the Asian Continent. The
waste generated from the leather In-
dustry from China alone contributes
to 13% while, one-fourth of the global
waste comes from the other Asian
countries together.
Table No. 1 Harmful chemicals use in leather industry [4] up in a municipal landfill.
2. Pre-consumer waste: is waste gen-
erated during the manufacturing pro-
cess. Waste originates from all stages
of leather making process, such as fine
leather particles, residues from vari-
ous chemical discharges, and reagents
from different waste liquors (Effluent),
comprising of large pieces of leather
cuttings, trimmings, and gross shav-
ings, fleshing residues, solid hair de-
bris and remnants of paper bags. Out
of 1000 kg of rawhide, nearly 850 kg
is generated as solid wastes in leath-
er processing. Only 150 Kg of the raw
material is converted to leather [9].
Over 80 % of the organic pollution
load in BOD terms comes from the
pre-tanning process this mainly comes
from degraded skin and hair matter.
During the tanning process at least
300 kg of chemicals are added per
ton of hides. Excess of non-used salts
will appear in the wastewater [8].
A large amount of waste generated
by tanneries is discharged in natu-
ral water bodies directly or indirectly
through two open drains without any
treatment. The water in developing
countries, like India and Bangladesh,
is polluted to such a degree, that it has
become unsuitable for public use. In
summer, when the rate of decomposi-
tion of the waste is higher, serious air
pollution is caused in residential areas
by producing intolerable obnoxious
odors [10].
Tannery wastewater and solid wastes
often find their way into surface water,
where toxins are carried downstream
water. Chromium waste can also leak
into the soil and contaminate ground-
water systems [9].
Steps to improve the waste manage-
ment in the leather industry
Two types of waste generated in the
leather industry
1. Post-consumer waste: It is also
called household waste and dirty
waste. Any worn out, damaged, and out
of fashion apparel and textile products,
which are discarded and no longer in
use by the wearer. They are sometimes
given to charities but more typically
are disposed of into the trash and end](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-41-320.jpg)
![42
M AY 2 0 2 1
Fig. No. 4 UASB Reactor [11]
1. Reduce: We should buy only what
we need because a better way to reduce
waste is by not creating it. Reducing
the amount of buying is the most sig-
nificant of all the options to manage
waste. The key is to only purchase
goods that we need and in the right
amount. If we generate an excess of
products in the first place, we do not
have to extract raw resources, manu-
facture goods from scratch, come up
with shipping materials, utilize addi-
tional resources for shipping, and then
devise ways to dispose of them [12].
2. Reuse: If we have to acquire goods,
try getting used ones or obtaining sub-
stitutes. Waste, after all, is in the eye
of the beholder. One person’s trash is
another person’s trea
sure. If we look at
things we are throwing away, we can
learn to see them as materials that can
be reused to solve everyday problems
and satisfy everyday needs. Most of us,
however, have not even begun to ex-
ploit the resourc
es in our trash. Once
you have made up your mind to use
trash for positive uses, you can begin to
brainstorm and generate ideas. Reus-
ing saves money, conserves re
sources,
and satisfies the human urge to be cre-
ative [12].
3. Recycle: When we discard waste,
find ways to recycle it instead of letting
it go to landfills [12][13].
Old leather recycling
1. Take gently worn leather goods to be
fixed professionally. General shoe and
bag repair shops often have the equip-
ment to make repairs including patch-
ing, stitching, and stretching, and can
restore your leather goods to extend
their life. Do not buy new, fix your fa-
vorites instead as a sustainable option.
2. Take leather scraps to a recycling
outlet for resale. It is a good option
of taking leather scraps to be resold
to others for many purposes includ-
ing craft projects. Some industrial
level companies also recycle leather
to be used again in their products.
3. Donate worn leather shoes to a lo-
cal charity. Many non-profit organiza-
tions will collect used footwear and
pass it on to those in need in the com-
munity. Before giving away, we should
carefully inspect and clean our shoes
to appraise their quality for reuse.
4. Donate clothes and bags. Use the in-
ternet to find a collector in your neigh-
borhood and give back to your commu-
nity [14].
Upcycling Leather Items Creatively
1. We can use old belts to make a ‘shelf’.
Once we have finished wearing a belt,
we can still use it in a variety of handy
ways around the home, including cre-
ating a unique hanging shelf. It’s easy,
cheap, and saves space in your room.
2. We can create funky new handles
for a handbag from leather waste.
3. We can make a set of new nap-
kin rings for your dining room table.
4. Also of kind rug for the living room
can be made from leather waste. If we
have enough scraps, we can make a
large rug for the living room [14].
4. Energy Recovery
UASB technology
The heat and energy generation can
be achieved by treating the wastewa-
ter effluent using Upflow Anaerobic
Sludge Blanket Technology (UASB)
with Sulfur Recovery Plant. The UASB
technology has been well-known for
treating wastewater primarily because
of its low sludge production. The ma-
jor advantage of this technology is
that it provides a potential possibility
to generate energy, rather than con-
suming the same while treating the
wastewater using this technology for
treating tannery wastewater. Because
of the high sulfate content, it results
in the generation of methane gas, con-
taminated with hydrogen sulfide. An
improved system has, therefore, been
developed whereby the sulfate is com-
pletely removed as elemental sulfur.
This also reduces the COD by 60% and
TDS by 90%
UASB uses an anaerobic process
while forming a blanket of granular
sludge which is suspended in the tank.
Wastewater flows upward through
the blanket and is processed by the
anaerobic microorganism, eventually
aggregates form into dense compact
biofilms referred to as granules and
Biogas with a high concentration of
methane is produced as a by-product,
and this may be used as an energy
source, to generate electricity [11].
Biomethanation for Solid Waste Dis-
posal of leather
Solid wastes generated by the leather
processing industry are posing a major
challenge. Tannery, fleshings, which
are the major solid wastes emanat-
ing from the beam house of a tannery,
are subjected to biomethanation. It is
a process whereby the fleshing is liq-
uified completely biologically. The re-
sulting liquefied fleshing is treated in
anaerobic reactors to produce biogas.
Any anaerobic reactor like the UASB
reactor can be used for this purpose.
Biomethanation is a process by which
organic material is microbiologically
converted under anaerobic conditions
to biogas. Three main physiological
groups of microorganisms are involved
in fermenting bacteria, organic acid
oxidizing bacteria, and methanogenic
archaea. Microorganisms degrade or-
ganic matter to methane and carbon
dioxide. Biomethanation has strong
potential for the production of energy
from organic residues and wastes. It
will help to reduce the use of fossil fuels
and thus reduce CO2 emissions [11].
Fig. No. 5 Process Flow of Bio methanation
process [11]
5. Special treatment Regenerated
leather (RGL)
Preparation of leather-like material,
regenerated leather from finished
leather wastes is economical and helps
in reducing the environmental pollu-
R E V I E W P A P E R](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-42-320.jpg)
![43
M AY 2 0 2 1
tion. Incorporating plant fibers into
RGL enhances its mechanical proper-
ties. Plant fibers are exploited as rein-
forcement materials owing to their low
cost, fairly good mechanical proper-
ties, high specific strength, non-abra-
sive, eco-friendly, and bio-degradabil-
ity characteristics. Fiberized leather
wastes and PFs were mixed in various
proportions to prepare regenerated
leather composites. Plant fibers like
coconut, sugarcane, banana, and corn
silk were used for a study, regenerat-
ed leather composites prepared using
leather waste and coconut fiber (50:40
ratio) proved to be a better composite
with potent properties. Regenerated
leather composites are promising for
the preparation of leather goods and
footwear materials in addition to their
cost-effectiveness and environmental
pollution abatement [16].
some brands are making use of offcuts
or combining leather offcuts with other
materials to create a combination ma-
terial, this is not currently widespread
and often this material is used for
certain products only. There is an ex-
tra cost to recycling goods. If the mar-
ket is not willing to pay the increased
cost for a recycled product, it is un-
likely that companies will invest [18].
Conclusion
As the amount of use of leather in-
creases, the waste generated from the
leather is inevitable. Research Insti-
tutes and Industries are keen to search
for various textile waste recycling op-
portunities at the industrial level for
both economic and environmental
reasons. The waste generated during
the tanning process of leather manu-
facturing contains harmful chemicals
which pollute the groundwater and
is a hazard to living organisms. To
overcome this problem, there are al-
ternative chemicals that can be used
in the tanning process. These alter-
natives give better results, are safe
for living beings, and sustainable.
Some Research Institutes have devel-
oped new technologies related to heat
and energy generation from toxic solid
and liquid waste that is generated in
the leather industry. With the help
modern technology, leather goods can
be recycled more efficiently with mini-
mum waste products.
References
1. Dr. Shilpa Goel ‘An in-depth study of India’s leather in-
dustry with special reference to export prospects of leather
products’ International Journal of Advanced Research in
Management and Social Sciences, January 2014.
2. Karanam Sai Bhavya Raji P, Jenifer Selvarani A ‘Leather
Processing, Its Effects on Environment and Alternatives of
Chrome Tanning’ International Journal of Advanced Re-
search in Engineering and Technology (IJARET) Volume 10,
Issue 6, November-December 2019, pp. 69-79.
3. Moses A Ollengo and Esther W Nthiga Peter Maina,
(2019), ‘Trends in leather processing’: A Review, Internation-
al Journal of Scientific and Research Publications, 9 (12).
4. Sumita Dixit, Ashish Yadav, Premendra D. Dwivedi, Mukul
Das ‘Journal Toxic hazards of leather industry and technolo-
gies to combat threat: a review’ Journal of Cleaner Pro-
duction (2015) 39-49.
5. M. Seggiani, M. Puccini, S. Vitolo, C. Chiappe, C. S.
Pomelli & D Castiello ‘Eco-friendly titanium tanning for the
manufacture of bovine upper leathers: Pilot scale studies’
Clean Technologies and Environmental Policy volume 16,
pages1795–1803 (2014).
6. ‘Leather processing, its effects on environment and alter-
natives of chrome tanning’ laeme publication international
journal of advanced research in engineering and technol-
ogy (ijaret) volume 10, issue 6, november-december 2019,
pp. 69-79, article
7. F.R. Souza, and M. Gutterres, ‘Application of enzyme in
leather processing,A comparison between chemical and
coenzyme processes’. Brazilian Journal of Chemical Engi-
neering, 29(3), 2012, 473-481.
8. J. Hidalgo Ruiz, ‘Wastes generated in the leather prod-
ucts industry’ fourteenth session of the leather and leather
products industry Panel Zlin, Czech Republic 13-15 Decem-
ber 2000.
9. Agarwal, R., Sharan, M. (2015). ‘Municipal textile waste
and its management’, Research journal of Family, Commu-
nity and Consumer Sciences. Vol. 3 (1).
10. Ozgunay H, Colak S, Mutlu MM, Akyuz F, ‘Characteriza-
tion of leather industry waste’. Pol J Environ Stud 6:867–873,
(2015).
11. N.M. Sivaram and Debabrata Barik, ‘Toxic Waste From
Leather Industries’ Department of Mechanical Engineering,
National Institute of Technology Pondicherry, Karaikal, U.T. n
book: Energy from Toxic Organic Waste for Heat and Power
Generation (pp.55-67).
12. Fahzy Abdul-Rahman, ‘Reduce, Reuse, Recycle: Alter-
natives for Waste Management’ Guide G-314, N.M State
Uuniversity, Florida Cooperative Extension Service publica-
tion HE 3157. January 2014.
13. Rick leblanc ‘The Basics of Textile Recycling’ Growth
of Textile Recycling Promises to Divert More Material from
Landfills’. Updated December 30, 2020 https://www.the-
balancesmb.com/the-basics-of-recycling-clothing-and-
other-textiles-2877780.
14. ‘How to Recycle Leather’ Co-authored by wikiHow Staff
Last Updated: March 29, 2019 https://www.wikihow.com/
Recycle-Leather#References
15. Bairagi, N. ‘Recycling of textiles in India’. Department of
Knit wear Design, National Institute of Fashion Technology,
Bengaluru, India, Textile Science and Engineering, (2014).
16. Rethinam, Senthil, Tiruchirapalli, Sivagnanam, Uma,
Bhabendra Nath Das & Thotapalli Parvathaleswara Sastry
’Recycling of finished leather wastes: a novel approach’
17. Islam, M.M., Khan, M.M.R. (2014). ‘Environmental sustain-
ability evaluation of apparel product: A Case study of knit-
ted T-shirts. Journal of Textiles, Hindawi Publishing Corpora-
tion, Article id 643080, 6 pages
18. Clean Technologies and Environmental Policy, (2015),
Volume 17, pages187–197.
Fig. No. 6 Regenerated leather
processing [16]
Benefits of recycling
Reduce, Reuse, and Recycling decreas-
es the landfill space requirements.
This will result in pollution avoidance,
reduced consumption of energy, chemi-
cals, and water. There will be a reduced
demand for dyes. Overall, reducing the
need for processing virgin materials
[15][17].
Challenges with Recycling
Although the recycling of materials
creates a circular economy and there-
fore increases sustainability, there
are potential challenges to recycling
leather. Theoretically, offcuts of leather
created within the leather manufac-
turing process are more easily recycled
than final products at the end of their
life. However, with a potential lack of
market for offcuts, this product is often
disposed of in the tannery. Although
R E V I E W P A P E R](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-43-320.jpg)

![45
M AY 2 0 2 1
increasing production of Monpa hand-
made paper, it can be exported to other
countries. This is a local product with
great global potential, which is aligned
with the Mantra of "Local to Global"
given by the Prime Minister.
The Government has tried to im-
plement schemes for the people of
Arunachal Pradesh like intra-state
transmission and distribution infra-
structure in the state by providing the
states grid connectivity to remote ar-
eas.
Producing paper from Non-Timber
Forest Products (NTFPs) and non-
wood fibres help in reducing the need to
procure pulpwood from natural forests
and to minimize deforestation. These
products are vital sources of income,
nutrition and sustenance for many
forest-based communities around the
world.
With increasing population, paper
consumption has also been increas-
ing which demand large number of
raw materials from different sources,
such as wood, non-wood fibre and non-
timber forest products to increase the
production.
Conclusion
With the strong resolve of the higher
management of KVIC, the unit was
successfully established despite many
challenges. The 1000-year-old herit-
age art the monpa handmade paper
of Arunachal Pradesh which was driv-
en to extinction has come to life once
again with the committed efforts of
KVIC.The revival of this paper indus-
try brings an encouragement to the art
and heritage to the people of Tawang.
This initiative not only brings the re-
vival but the employment to the people
of Arunachal Pradesh making it a part
of their livelihood by the prime minis-
ter mantra “local to global”. The mak-
ing process of monpa handmade paper
is eco-friendly and the product is biode-
gradable which made from non-timber
forest product. It also encourages the
value of monpa (scheduled tribe) to the
world recognition. Not only this revives
the Indian heritage but also play a vi-
tal role to boost the Indian economy.
References
[1] PIB Delhi (2021, February 04). Press Infor-
mation Bureau, Government of India, Minis-
try of Micro, Small & Medium Enterprises; Ar-
ticle. People Patronize Monpa Handmade
Paper of Tawang after PM’s push in Mann Ki
Baat.Retrieved from https://pib.gov.in/Press-
releaseshare.aspx?PRID=1695156
Figure [1] [3]- PIB (2020) Monpa Hand-
made Paper [Photograph] Arunachal re-
vives 1,000-year-old handmade paper
industry https://acumenias.in/uploads/
affair/Monpa%20Handmade%20Pa-
per20201230070138.jpg
Figure [2] PIB (2020 December 28). monpa
handmade paper[photograph]. https://va-
jiramandravi.s3.us-east-1.amazonaws.com/
media/2020/12/28/10/12/4/jjjjj.jpg
Figure [4][5] Holiday Scout (2017, 04 June)
Tawang Focus – The Art of Making Paper.
[Photograph] https://theholidayscout.com/
indigenous-knowledge/arts-and-crafts/ta-
wang-focus-the-art-of-making-paper/
Figure [6] Sentinel Digital Desk (2020 28
Dec). KVIC revives Monpa handmade pa-
per industry, historic event for the locals of
Tawang. [photograph]. https://www.sen-
tinelassam.com/north-east-india-news/
arunachal-news/kvic-revives-monpa-hand-
made-paper-industry-historic-event-for-the-
locals-of-tawang-518374
R E V I E W P A P E R
Lenzing and Södra are expecting to
transform a yearly 25,000 tons of ma-
terial waste into the new item by 2025.
Lenzing is collaborating with mash
maker Södra, settled in Växjö, Swe-
den, on the further improvement of
OnceMore Pulp created from material
waste.
The arrangement includes the ex-
change of information between the two
organizations which have been proac-
tively driving the roundabout economy
numerous years and following joint
turn of events and a limit extension,
OnceMore Pulp will be utilized as a
crude material for the creation of Len-
zing's Tencel x Refibra marked forte
strands. The two organizations are in-
tending to turn a yearly 25,000 tons of
LENZING CLAIM TO FAME FILAMENTS TO BE
PRODUCED USING MATERIAL WASTE
material waste each year into the new
item by 2025.
The OnceMore cycle joins wood cel-
lulose with up to half material waste
substance to make an unadulterated,
excellent dissolving mash which can be
utilized to create new attire and other
material items.
"The participation with Södra is a sig-
nificant achievement towards accom-
plishing our yearning environment
and manageability objectives. We are
pleased to have the option to go this
route with a capable accomplice.
"One organization alone can't address
the major problem of material waste,"
said Christian Skilich, individual from
the overseeing leading group of Lenz-
ing. "It is proactive organizations like
this one that will empower us to push
ahead and achieve genuine fundamen-
tal change."
"With OnceMore mash, Södra has
made an internationally one of a kind
answer for putting together materi-
als with respect to a reused source,"
added Lotta Lyrå, President and CEO
of Södra. By uniting with Lenzing, we
will carry a-list reusing to the material
worth chain. Through another specula-
tion, we will likewise build our crea-
tion limit with regards to OnceMore
mash ten times during 2022 and have
a more significant level of reused ma-
terial substance. These are significant
strides towards our drawn out focus of
making a round material industry."
N E W S](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-45-320.jpg)
![46
M AY 2 0 2 1
R E V I E W P A P E R
COIR PRODUCTS EXPORT OPPORTUNITIES
DR.J.ANANDHA KUMAR
Lecturer, Department of Textile Processing, GRG Polytechnic College
Abstract
Coir is a versatile lingo-cellulosic fiber
obtained from coconut trees (Cocos nu-
cifera). Coir is available in large quan-
tities, in the order of 5 million tons a
year globally. The export of coir and coir
products from India was Rs. 2757.90
crore for the year 2019-20. Register-
ing an all-time high record, which was
around Rs. 30 crores higher than that
of the last year i.e., 2018-19 at Rs.
2728.04 crore. While the exports of coir
pith, tufted mats, coir Geo-textiles,
coir rugs and carpets, coir ropes and
power-loom mats grew both in terms of
quantity and value. The products like
hand-loom mats, coir yarn, rubberized
coir and power-loom matting showed a
decline in terms of the quantity and in-
crease in terms of value. Coir pith with
export earnings of Rs. 1349.63 crore
constituted 49% of the total export of
coir products from the country. The
value-added items put together con-
stituted 33% of the total exports. The
best way to bring the existing coir in-
dustry to a higher level is the develop-
ment of new value-added coir products.
This review article throws light on the
opportunities in coir spinning and the
various value-added coir products for
Export.
Introduction
Coir is the fibre obtained from the fruit
of coconut tree (Cocos nucifera). It be-
longs to the palm tree family (Arecace-
ae) grown in tropical and sub-tropical
countries [1]. Coconut fruit consists
of exocarp (the outer husk), mesocarp
(the fibrous husk), endocarp (the hard
shell) and the endosperm (the meat)
[2]. Coir fibre is extracted from the co-
conut fruit after the removal of husk af-
ter the removal of the endocarp and the
endosperm. The husk consists of 75%
of fibre material and 25% fine material
called pith [3]. Though coconut tree
grows in several countries, majority of
fibre extraction takes place in countries
like India, Sri Lanka and Philippines.
Less than 50% of coconut husk are uti-
lised for fibre extraction and remaining
husks are used as domestic fuel and
left over as waste which decomposes in
due course of time. Coir fibre consists
of 43.44% of cellulose, 45.84% of lignin,
0.25% of hemi cellulose, 3.00% of pec-
tin, 2.20% of ash and 5.25% of water-
soluble compounds [4]. Due to the high
quantity of lignin, coir fibre is brown,
stiff and has high flexural rigidity [5].
Two types of of course fibres are avail-
able in the coir industry like white fi-
bre and brown fibre [6]. Fibre obtained
from the immature green husk after a
long retting process of 10 to 12 month
is known as white fibres. Brown fibres
are extracted from matured husk with
a getting process of 10 days.
Spinning of coir fibres has been carried
out in India, Sri Lanka and Thailand.
Coir fibre yarn is produced by the tra-
ditional hand spinning process and the
mechanised spinning process. Hand
spinning is being carried out by women
workers in the rural regions of Kerala
and provides livelihood to a sizable
women population. Mechanised spin-
ning process has got its importance
as the demand for coir yarns is not
fulfilled by the low production of hand
spinning process [7]. Most of the white
fibres are processed in hand spinning
and the brown fibres are processed in
the mechanised spinning system.
Coir Fibre Industry in India
Coir Industry in India, manufac-
tures yarns, mats, mattings and other
products using age-old processes due
to which the quality of the products
leaves much to be desired. The fibre
properties and chemical composition
are given below in Table 1. and Table
2. respectively:
Table 1. Physical Properties of Coir Fibers
Table 2. Chemical Composition Coir
Fibers (% by mass on dry basis)
Spinning
Spinning is mostly done manually. The
output is low, and the nature of work is
tiresome. Mechanised ratts are avail-
able, but in most of the cases, the qual-
ity of yarns from these ratts does not
conform to the exporter’s quality re-
quirements. Majority of the coir yarns](https://image.slidesharecdn.com/tvcmay2021webversion-220112074951/85/MAY-2021-46-320.jpg)














The document discusses various topics related to the leather industry including future trends of vegan leather, emerging global trends in leather, exploring sea leatherwear, study of leather fabric, leather made from cactus, leather antiquity, being wholesome, leather machinery exports impacted by COVID-19, leather processing, elevating your career in leather design and technology, future of design education, rejuvenating folk paintings on textile products, environment friendly mushroom leather, empathy as a leadership competency, monpa handmade paper, recycling leather, coir products export opportunities, india edifying cotton demand and supply chain, sustainable agriculture, hemp as a sustainable fibre,






















































































