Download to read offline













![21 AUG 2022
textilevaluechain.in
NTU SINGAPORE & RGE LAUNCH
S$6 MILLION RESEARCH CENTRE TO
TACKLE TEXTILE WASTE
Nanyang Technological University, Singapore
(NTUSingapore)andRoyalGoldenEagle(RGE),
a global resources-based manufacturing
group, has launched the RGE-NTU Sustainable Textile
Research Centre (RGE-NTU SusTex) to accelerate
innovation in textile recycling and translate research
outcomesintopracticalsolutionsthatcanbedeployed
in urban settings like Singapore. Researchers in the
S$6 million joint research centre will look into areas
such as next-generation eco-friendly and sustainable
textiles, and refabricating textile waste into fibre.
The aim is to study the chemistry of various textile
materials and determine the optimal processes and
techniques required to bring us closer to a circular
textile economy. This is in line with Singapore’s Zero
Waste vision, as well as the Singapore Green Plan
2030.
The research centre, located at NTU’s School of
Materials Science and Engineering, was officially
launched on August 5, 2022 by Ms Grace Fu,
Singapore’s Minister for Sustainability and the
Environment.
It comes at a time when an estimated 92 million
tonnes of textile waste [1] is created globally each
year.Only12percentofthematerialusedforclothing
ends up being recycled. The textile industry itself is
responsible for 10 per cent of global greenhouse gas
emissions [2] – more than international flights and
maritime shipping combined.
NTU President Professor Subra Suresh said: “The
goal of the RGE-NTU Sustainable Textile Research
Centre (RGE-NTU SusTex) is very much aligned with
Singapore’s zero waste vision to build a sustainable,
resource-efficient and climate-resilient nation.
This partnership between NTU and RGE draws on
RGE’s industry experience as a global resources-
based manufacturing group and leverages NTU’s
intellectual assets in materials and environmental
chemistry.”
RGE Executive Director, Perry Lim, said: “We want to
contribute where we can achieve the most impact.
More countries are banning the import of waste
including textile waste. However, current textile
recycling technologies, which rely on a bleaching and
separation process using heavy chemicals, cannot be
implemented in urban settings such as Singapore.
This is where RGE can help, drawing on our 20 years
of experience in viscose fibre making, to provide
S$6 million in funding to establish the research
centre and fund its work; share our global R&D
expertise as the world’s largest viscose producer;
and to potentially scale up the viable innovations
and solutions across our global operations. Backed
by Singapore’s strong research ecosystem and
leveraging NTU’s engineering capabilities, we aim
to catalyse innovation and develop a first-of-its-kind
urban-fit textile recycling solution.”
NTU Senior Vice President (Research) Professor Lam
Khin Yong said: “Collaboration between universities
waste
manangement
Source: Nanyang Technological University,
Singapore ; RGE](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-21-2048.jpg)
![22 AUG 2022
textilevaluechain.in
and the industry has never been more important to
tackle today’s complex social, environmental and
economic challenges. The RGE-NTU SusTex is yet
another example of how the culture of collaboration
with industry is embedded in NTU’s innovation
ecosystem. Such collaborations allow for a healthy
exchange of ideas and know-how between industry
and academia, and help pave the way for the
translation of research ideas, maximising the reach
and impact of NTU’s research for society’s benefit.”
Singapore Economic Development Board’s (EDB)
Senior Vice President, Dino Tan said: “The successful
launch of RGE-NTU SusTex is a testament to EDB’s
efforts in connecting our corporates with Singapore’s
research institutes. We are confident that by
combining RGE’s manufacturing expertise with
NTU’s research capabilities, the new research centre
will represent a significant step towards meeting
Singapore’s sustainable manufacturing goals. We
look forward to forging more such partnerships,
to support the development of innovative green
technologies and solutions that can be scaled in
Singapore and the region.”
The joint research centre is part of NTU’s ambition
andeffortstomitigateourimpactontheenvironment
under its NTU 2025 strategic plan, and builds on
RGE’s sustainability commitment, part of which is to
explore how waste can also be used as a resource to
generate new materials.
Drivinghigh-impactresearchthroughinterdisciplinary
collaboration
The RGE-NTU SusTex leverages the University’s
emphasis on interdisciplinary collaboration to
catalyse high-impact research and take innovative
ideas from the lab to the real world. It also builds
on RGE’s wealth of industry experience and strong
manufacturing capabilities. EDB seeded the
relationship between NTU and RGE
when the idea of an urban-fit textile recycling centre
was first germinated last year.
Thejointresearchcentrewilldrawupontheexpertise
of NTU scientists in the School of Materials Science
and Engineering and the School of Chemical and
Biomedical Engineering.
It will look into four research areas:
•Cleaner and more energy efficient methods
of recycling: looking at greener ways of textile
recycling, with a focus on cellulose-based fabrics
including rayon, viscose and cotton, minimising the
degradation of fabric properties, and refabricating
textile waste into fibre;
•Automated sorting of textile waste: using a
combination of advanced spectroscopic techniques
and machine learning capabilities for identifying and
sorting textile waste based on fibre composition,
and developing an automated system to remove
accessories such as zips and buttons;
•Eco-friendly dye removal: developing eco-
friendly methods of removing dye from textile
waste using little to zero chlorinated chemicals,
and formulating greener and biodegradable dye
substitutes;
•New textiles: finding alternative uses for
textile by-products and developing a new generation
of eco-friendly and smart textiles with attributes
such as moisture insensitivity, electrical conductivity,
and infrared/ ultraviolet radiation reflectivity.
Leading the joint research centre in these research
projects is Professor Hu Xiao from the NTU School of
Materials Science and Engineering, who is also the
director of the Environmental Chemistry & Materials
Centre at NTU’s Nanyang Environment & Water
Research Institute.
In conjunction with the establishment of the RGE-
NTU SusTex, RGE plans to build a textile recycling pilot
plant that is low carbon, low chemical emissions, and
energy efficient in Singapore. The new sustainable
textile recycling solutions developed under the RGE-
NTU SusTex are expected to be test bedded in this
pilot plant.
[1] Why clothes are so hard to recycle, BBC, 13
Jul 2020
[2] The impact of textile production and waste
on the environment, European Parliament
News, 26 Apr 2022](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-22-2048.jpg)





![37 AUG 2022
textilevaluechain.in
AIR PERMEABILITY ;
TEAR RESISTANCE OF FABRICS FOR
PPE PROTECTION
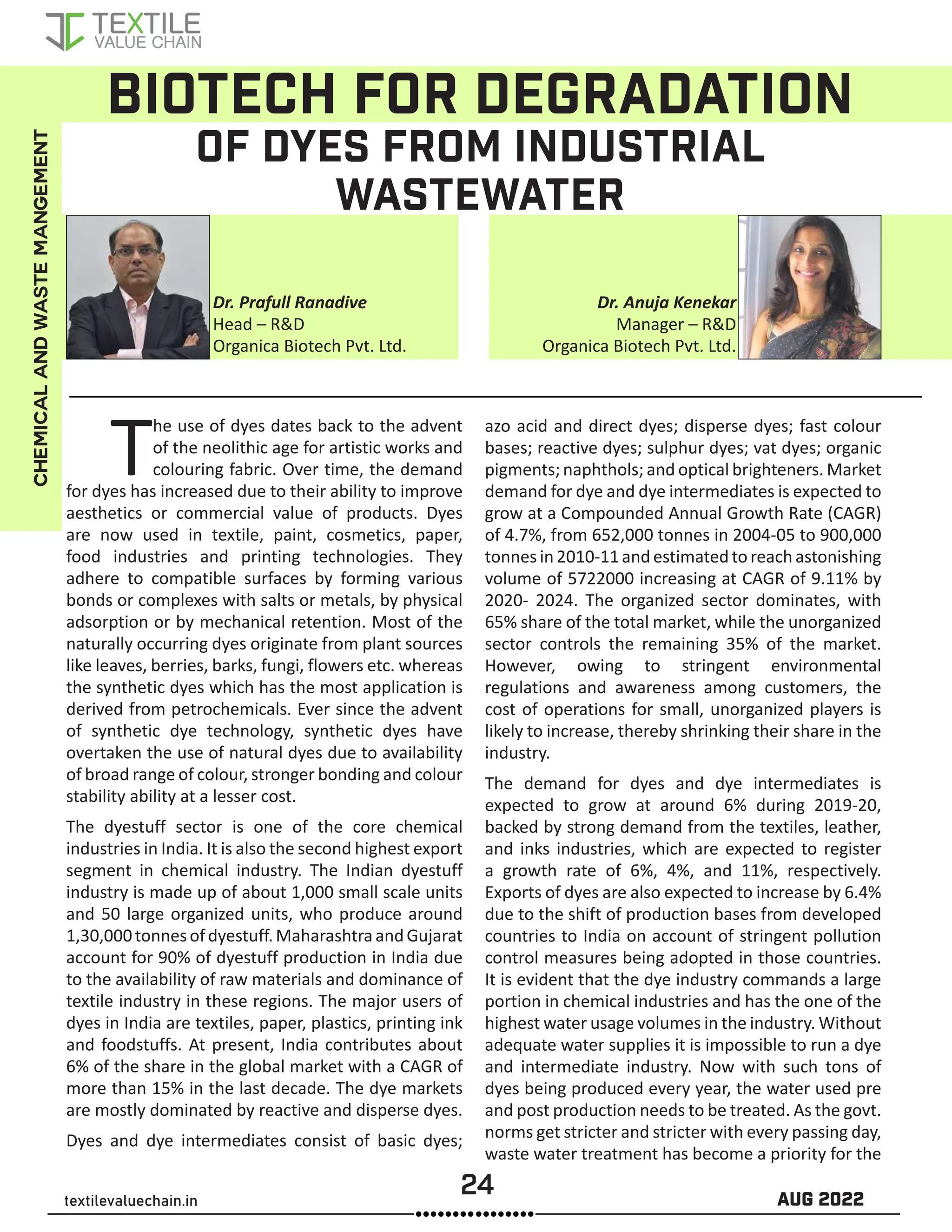
1.Introduction
During demonstrations and riots, more and more
fire bombings are carried out with Molotov cocktails.
Apart from damage to property such as house or car
fires, personal injuries are also caused. Increasingly,
police and fire brigade personnel suffer damage from
Molotov cocktail explosions. These explosions result
in serious injuries, some with fatal consequences.
[1–11]
Molotov cocktail attacks (MCA) are counted as
“politically motivated crime, especially bodily harm
and homicide” [12]. In 2020, the MCA increased by
18.82 % compared to the previous year [13].
Figure 1 shows the development of the number
of violent offences per year in comparison to the
number of injured police officers (PVB). It can be
seen that the number of injured persons increases
more than the number of violent acts carried out
[14].
(Figure 1): Development of violent attacks on
German police officers [14]
The personal protective equipment (PPE) of a
police member is mostly made of aramid blend
fabric. The melting temperature of aramid is 600 °C
[15]. A Molotov cocktail explosion reaches higher
temperatures between 800 °C and 1700 °C [16,
17]. When PPE made of aramid is exposed to these
temperatures, the material contracts, it shrinks and
it begins to decompose. The melting material itself
causes severe injuries to the skin [18]. The parts of
the body exposed by the shrinkage are defenceless
against direct fire.
To improve the protective effect of PPE against MCA,
research is being conducted on a new fibre material,
new fabric patterns and a new coating [19]. However,
this article focuses on the development of new fabric
patterns.
The new fabric should offer the police officers at least
the same protection as the old fabric and additionally
reduce the shrinkage. The current tasks of the PPE
include [20]:
y
y Protection against cold
y
y Stab resistance
y
y Wearing comfort
y
y Impact resistance
y
y Fire protection
y
y Freedom of movement
y
y Wind and rain protection
y
y Easy care
y
y Abrasion resistance
Rahel Krause Justin Kühn Thomas Gries
Institut für Textiltechnik of
RWTH Aachen University,
Aachen, Germany.
TECHNICAL
TEXTILE](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-37-2048.jpg)
![38 AUG 2022
textilevaluechain.in
Air permeability and tear resistance are determined
in order to better assess cold protection, stitch
resistance and wearing comfort. The air permeabil-
ity and tear resistance are determined to compare
the new weaves and to find a possible correlation
between air permeability and tear resistance. High
air permeability increases comfort. The tear strength
is needed to assess the tear resistance.
2.Experimentation
In the following, the execution of the tests
(Determination of tear force of trouser-shaped test
specimensaccordingtoDINEN13937,airpermeability
according to DIN EN ISO 9237) is explained. First, the
new bindings with which the tests are carried out are
presented. For each experiment, the experimental
design, execution and results are explained.
2.1 New fabric patterns
When PPE is exposed to the high temperatures of a Molotov cocktail explosion, the material shrinks. The
shrinkage of the textile causes the material to contract and the garment to fit tightly around the skin. The
insulating effect of the air cushion is lost. Areas of the body such as the ankles or wrists are exposed. Direct
contact with the fire causes severe injuries to these parts of the body. Textiles used to make fire-retardant
clothing are currently made of aramid fabrics with a 3/1 twill weave [15]. Independent of a new material
for PPE, three new fabric weaves have been developed. These weaves should have a maximum shrinkage of
1.5 %. The wearing comfort should still be given or improved with the new material [19]. In order to assess
the influence of the weave on the properties of the fabric independently of the material, the three new
weaves were developed and woven from m-aramid yarn. The weaves were developed by the project partner
Sächsisches Textilforschungsinstitut e.V., Chemnitz, Germany (STFI).
Table 1: New types of fabric weaves (black: warp lift, white: warp lowering).](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-38-2048.jpg)
![39 AUG 2022
textilevaluechain.in
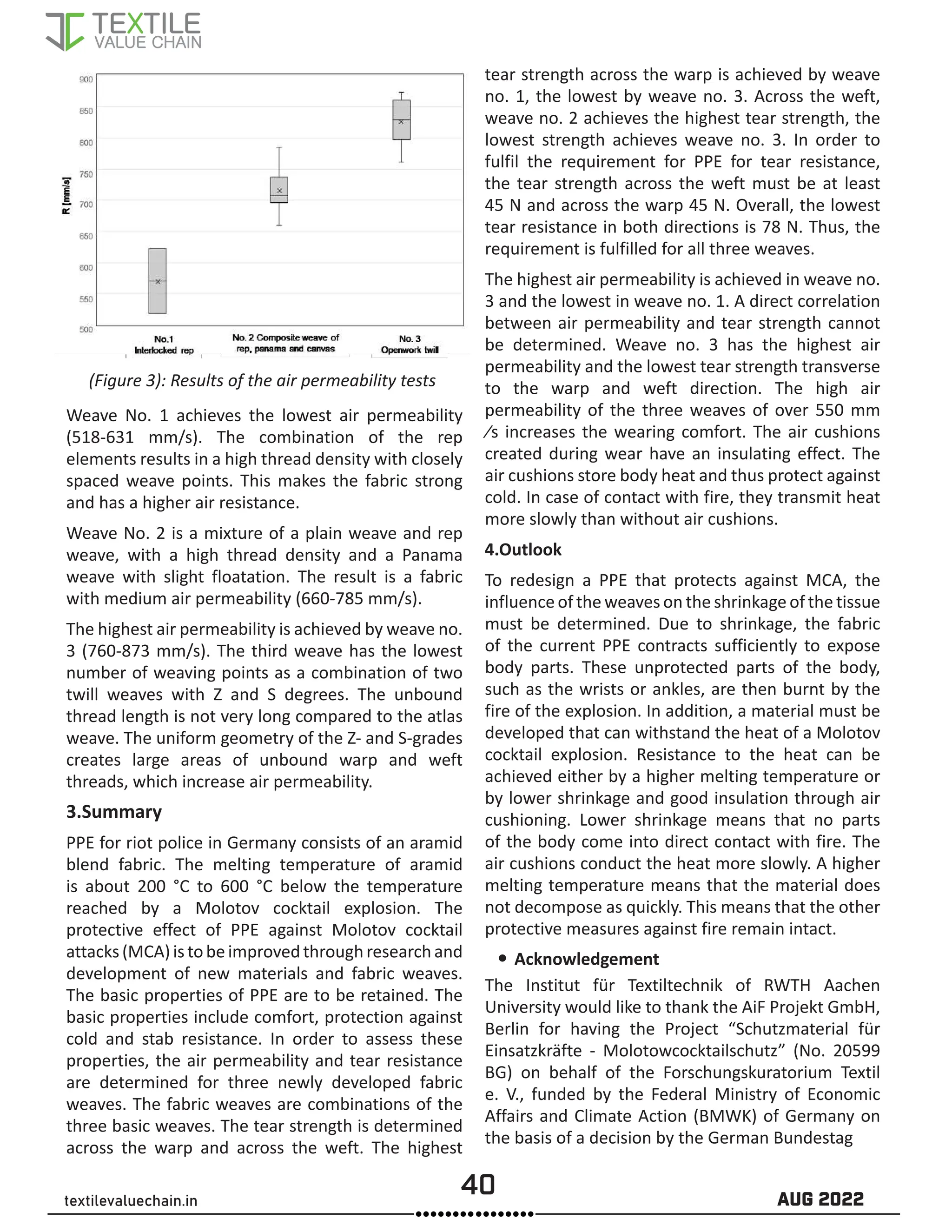
Weave no. 1 consists of a combination of rep elements. The resulting ribs lead to a high thread density. The
weave points of the first weave are close together.
Weave no. 2 is a combination of the plain weave and its simplest variants, the rep and the panama weave.
The plain and rep elements give the fabric structure and stability. The larger Panama weave elements create
a float as the weave points are further apart.
Weave no. 3 combines two twill weaves. A twill with a Z degree is interrupted by a twill with an S degree.
Untypical for the twill weave is that there are the same number of warp and weft threads on each side. The
side of the fabric does not influence the property profile.
2.2 Determination of the tear strength
For the initial assessment of the new weaves, only
small amounts of fabric are woven (an area of
600x1000 mm per weave). The leg tear test is carried
out in accordance to the DIN EN ISO 13937 standard.
Samples with dimensions of 50 mm x 200 mm are
taken from the fabrics. Two sets of five samples per
fabric are taken. One set of samples in warp direction
and one in weft direction. According to the standard,
in one set of samples no two samples should contain
the same warp or weft threads. Due to the small
size of the woven fabrics, the arrangement of the
samples cannot be done according to the standard.
To determine the tear strength across the warp, only
four instead of five samples can be taken from weave
no. 3. The tests are carried out in a standard climate
at 20.7 °C and a relative humidity of 66 %. [21]
Weave no. 1 achieves the highest tear strength
crosswise to the warp (131 N). The thread density
is very high due to the interlocked rep weaves. The
characteristic ribs form a tight weave with many,
closely spaced weave points. The visible difference
in tear strength across the warp and across the weft
is due to the different orientation of the ribs in the
fabric.
Weave no. 2 (120-122 N) and weave no. 3 (78 N) have
almost the same tear strength in both directions. The
reason for this is the symmetrical construction of the
weave cartridges. Weave no. 2 consists partly of the
plain weave and the Panama weave, which have the
same properties in both warp and weft directions. In
weave no. 3, the symmetry of the fabric results from
the combination of the Z and S degrees, as well as
the even distribution of the warp and weft threads.
In Figure 2 the tear strength of the different fabric is
shown.
(Figure 2): Tear strength per weave and direction
2.3 Determination of air permeability
The testing device offers sufficient space to test the
fabrics non-destructively. After each test, the fabric
is moved alternately by 20 cm in the warp and weft
directions. This means that the test preparation and
thedeterminationoftheairpermeabilityarecarried
out as per the standard. The tests take place in a
standard climate at 20.7 °C and a relative humidity
of 66 %. The fabric is clamped into the 20 cm2 test
area for each test. Care is taken to ensure that there
are no folds and that the edge seals the test surface
from the environment. A differential pressure of
200 Pa is applied to the sealed sample and the
air permeability is determined. For each fabric, a
reference measurement is taken with a rubber plate
to determine the leakage rate. The leakage rate is a
measure of how much air escapes through the seal.
This value is subtracted from the measured values
to determine the actual air permeability. [22]
Figure 3 below shows the results of the tests to
determine the air permeability for each of the new
fabric weaves.](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-39-2048.jpg)
![41 AUG 2022
textilevaluechain.in
[1] Jager J.; Klatt T.; Bliesener T. NRW-Studie zur „Ge-
walt gegen Polizeibeamtinnen und Polizeibeamte.
Die subjektive Sichtweise zur Be-treuung und Für-
sorge, Aus- und Fortbildung, Einsatznachbereitung,
Belastung und Ausstattung: Kiel, 2013.
[2] Schwetje, S. Ausschreitungen im nordirischen
Londonderry. https://www.n-tv.de/ticker/Auss-
chreitungen-im-nordiri-schen-Londonderry-arti-
cle21263687.html (Accessed April 19, 2022).
[3] Otruba, F. POL-Pforzheim: (FDS) Horb - Glück-
licherweise nur geringer Schaden nach Wurf
mit Molotow-Cocktail in Richtung Polizeige-
bäude. https://www.presseportal.de/blau-licht/
pm/137462/4585984 (Accessed April 19, 2022).
[4] Mladek, J. Brandanschlag auf Polizeirevier in
Greifswald. https://www.nordkurier.de/mecklen-
burg-vorpommern/brandanschlag-auf-polizeirevier-
in-greifswald-0839626006.html (Accessed April 19,
2022).
[5] Kramper, G. Unruhen nach dem Tod von George
Floyd. https://www.stern.de/panorama/stern-
crime/new-york--junge-frau-schleudert-molotow-
cocktail-auf-polizeiwagen-9283384.html (Accessed
April 19, 2022).
[6] Spilker, I. Freund oder Feind? https://www.torial.
com/isabell.spilker/portfolio/376848.
[7] N.N. Verfassungsschutzbericht Bayern 2016:
München, April 2017.
[8] N.N. Politisch motivierte Konfrontationsgewalt
- Auseinandersetzungen zwischen links- und recht-
sorientierten Akteuren in den Jahren 2011 – 2012 /
Auszüge aus dem Abschlussbericht, 2016.
[9] N.N. Straftaten gegen Polizeibeamte - Lageber-
icht 2012: Dresden, April 2013.
[10] N.N. Straftaten gegen Polizeibeamte - Lageber-
icht 2011: Dresden, Mai 2011.
[11] N.N. Straftaten gegen Polizeibeamte - Lageber-
icht 2010: Dresden, Februar 2011.
[12] Waffengesetz (WaffG) Anlage 2 (zu § 2 Abs. 2
bis 4) Waffenliste, 2002.
[13] N.N. 1 Politisch motivierte Kriminalität im Jahr
2020: Bundesweite Fallzahlen, May 04, 2021.
[14] Gewalt gegen Polizeivollzugsbeamtinnen und
Polizeivollzugsbeamte: Bundeslagebild 2020, 2020.
[15] N.N. Technische Lieferbedingungen Polizei des
Landes Nordrhein-Westfalen: TLP Nr. 9004, 03.2019.
[16] Schröter, T. Bilddatengestützte Erkennung von
Deflagrationen: Hamburg, 2016.
[17] Grabski, R.; Brein, D.; Pasch, U.; Neske, M.;
Kunkelmann, J. Brandschutzforschung der Bun-
desländer,: Karlsruhe, 2010.
[18] Lier, A. Bei der Berliner Polizei brennt die
Uniform durch. https://www.bz-berlin.de/berlin/
bei-der-berliner-polizei-brennt-die-uniform-durch.
[19] Krause, R.; Bell, E. Schutzkleidungsmaterial
für Einsatzkräfte - Molotowcocktailschutz. https://
www.ita.rwth-aachen.de/global/show_document.
asp?id=aaaaaaaaaxtkqff (Accessed July 6, 2022).
[20] Technische Richtlinie (TR) Körperschu, 2009.
[21] DIN EN ISO 13937-2:2000-06, Textilien_-
Weiterreißeigenschaften von textilen Flächenge-
bilden_- Teil_2: Bestimmung der Weiterreißkraft mit
dem Schenkel-Weiterreißversuch (einfacher Weiter-
reißversuch) (ISO_13937-2:2000); Deutsche Fassung
EN_ISO_13937-2:2000; Beuth Verlag GmbH: Berlin.
[22] DIN EN ISO 9237:1995-12, Textilien_-
Bestimmung der Luftdurchlässigkeit von textilen
Flächengebilden (ISO_9237:1995); Deutsche Fas-
sung EN_ISO_9237:1995; Beuth Verlag GmbH:
Berlin.
References
explore fashion industry on
fashionvaluechain.com
for collaboration write us on fashionvaluechain@gmail.com](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-41-2048.jpg)


![46 AUG 2022
textilevaluechain.in
INDIA’S E- COMMERCE INDUSTRY’S
FUTURE VIS A VIS EMERGENCE OF
OPEN PLATFORM ONDC AND RELIANCE
RETAIL’S THREAT TO MEGA CORPORATE
AMAZON, FLIPKART.
1:STATUS AND SIZE OF INDIA’S E COMMERCE ONLINE RETAIL
INDUSTRY,TODAY
For India’s total population of 140 Billion, the overall size
of Retail markets today stands at approx. $ 900 Billion in its
turnover. It is projected to grow to the market size of $1.3-1.4
Trillion by year 2025-26, of which 75-80% share to be for the
Food,Grocery, Apparel/fashion and lifestyle products. Yet this
will equal only 15% share for online E- commerce, which is
presently controlled by a Dozen mega players like Amazon,
Flipkart.
Key factors to be understood for future E commerce trajectory are mainly,
A] growth driven by ‘demographic’ dividend of India’s young well employed and earning population,
B] growth of millions of ‘mom and pop’ small residential area shops now evolving to Online selling,
C] growth coming in from faster spread of 4G ,WIFI and internet in semi urban and rural areas and
D] future growth in high speed data services from new emerging 5 G networks by end 2022-mid 23.
The battle for E- commerce Giants ,namely
Amazon, Flipkart and the new online players esp.
the Reliance retail and , the Tata groups.
In the hot bed of India’s e-commerce industry, there
are `battles and wars ` going in for grabbing the
increasing share of the Online e-commerce from the
ever growing retail market at 15% CARG with special
targeting of `middle class consumers, The `youth`
and fast emerging Tier 2.Tier 3 cities.
With its control on 4G and future 5G networks, and
its physical control on a million small to medium
`brick and mortar` physical retail stores [ in only 3-5
km of populated residential areas].
Reliance Retail is fast emerging as the biggest player
to be and hiving off big chunk of share of like of
existing giant and mega E-commerce players like
Amazon, Flipkart, DMart and Snap deal and others
and, over whom It has the best advantage of up-
cycling the 30% returns of E-commerce sales.
The ongoing battle of above giants is now on full
roll for the lucrative E-commerce Market share The
2 other major Indian conglomerates like TATA and
Birla groups are also spearheading their tentacles
fast to carve out their own share in India’s mega
e-commerce jungle. In this battle for market share,
it seems that Amazon would be further losing its big
pie under the new ONCD platform being launched
with he Govt support for the small size online
e-commerce business.
MUNISH TYAGI
retail
update
Textile Consultant](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-46-2048.jpg)
![47 AUG 2022
textilevaluechain.in
The concept behind the govt supported ONDC
E-commerce platform to be understood as below:
A] the core objective and aim of new ONDC
e-commerce platform is mainly to enable Online sale
penetration of small sellers vis-a-vis the existing
large players like Amazon, Flipkart, others.
B] to facilitate the above, the ONDC online platform
will also provide embedded payment gateway.
Understanding the ONDC, open E-commerce
platform to support small sellers.
At its core, ONDC is an open network for E-commerce
underpinned by a set of open e commerce standards
similar to India’s very successful UPI - Universal
Payments Interface. In fact, the underlying open
standards of ONDC are an adapted version of the
Beckn Protocol, a global open source standard that
can be used even beyond retail commerce for sectors
such as mobility and health. Hospitality , and even
education.
If it works with its best operational efficiency as
expected, ONDC could fundamentally change the
game for e-commerce, herald a future of open
competition with less dominance by vertically
integrated existing Mega platforms, and show U.S.
regulators ways to take on their own monopolies.
An open E-commerce market for the future
ONDC is not an application, an intermediary, or a
specific piece of software. Rather, ONDC is a set of
specifications designed to foster open interchange
and connections between shoppers, technology
platforms, and retailers.
ONDC may provide a smooth entry for `mon and
pop stores` called kiranas, but ultimately all players
will benefit. Homegrown e-commerce competitors
to giants Flipkart and Amazon, such as SnapDeal,
who wish to compete on user experience and price
on a level playing field, are signing up for ONDC.
Google too has indicated interest. Indian technology
companies that provide e-commerce services and
capabilities to medium-sized businesses see ONDC
as a potential boon to their biz.
RELIANCE RETAIL GAME PLAY TO CHALLENGE THE
EXISTING DOMINANT PLAYERS
Reliance Group’s declared war and mega play
into India’s $900 billion retail market has taken an
aggressive mode as India’s Retail sector has now
emerged as one of the most dynamic industries and
is expected to reach anywhere between $1.3-$1.5
trillion by 2025-26. The organised retail along with
its Online or e-commerce rider seen gaining 15%
market share in the overall retail space, while food
& grocery and apparel and lifestyle may account for
80% of India’s retail market by 2025.
Large market offers big opportunities. And it looks
like Reliance Retail has seized it, with its massive
omni-channel retail play of physical stores, B2B with
kirana’s and e-commerce. With new Govt policy,
for open access E-commerce channels,The overseas
players like Amazon remain at handicap considering
that they cant expand physical Stores to only 20%
of their turnover and which would be far Yet far
lagging behind Reliance Retail’s.
The company already went on an acquisition spree
and partnerships in the last three years, adding to its
portfolio some of biggest names, including Hamleys,
Dunzo, Zivame.
It has also partnered with famous global retail chain
7-Eleven. Catering to India’s affluent consumers,
Reliance, meanwhile, houses some of the most
iconic brands such as Hamleys for toys and likes of
Versace, Armani Exchange, GAP, GAS, Jimmy Choo,
Michael Kors among others. The premium segment
has become one of the fastest growing categories.
Also firming up its inorganic play, the company is
planning to acquire dozens of niche local consumer
brands to build a formidable consumer goods
business to support its E-commerce.
Reliance Retails stays highly focused on growth via
the physical retail expansion. Reliance is looking to](https://image.slidesharecdn.com/tvcaugust2022-231017111924-3f6a4806/75/Textile-Value-Chain-Aug-2022-47-2048.jpg)



































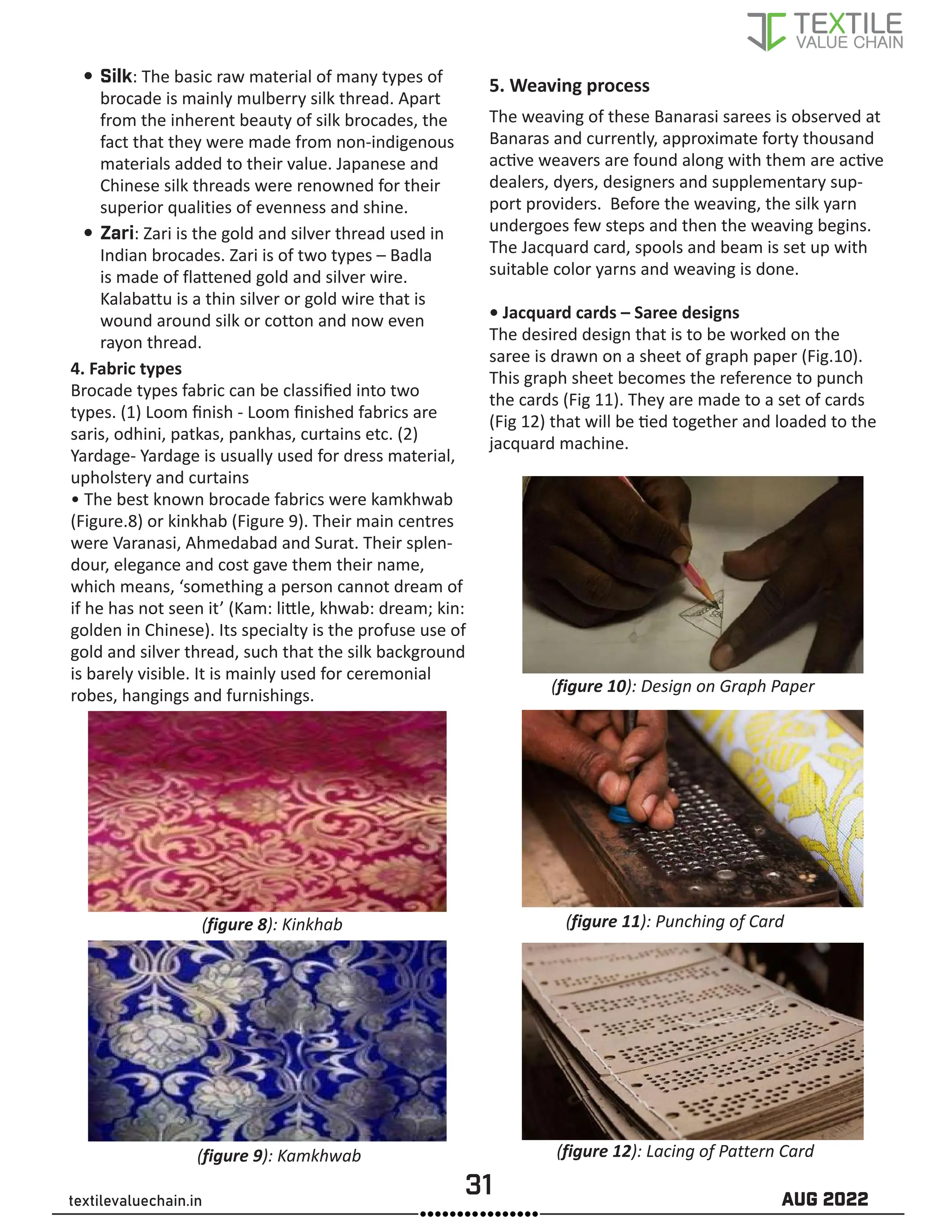
The document discusses athleisure clothing, which is a hybrid style typically worn for both athletic activities and casual occasions. It notes that the global sportswear market was estimated at $262.51 billion in 2019, expected to reach $288.42 billion in 2020, though another report stated it hit $533.5 billion that year. The author then says they will only provide a brief overview and not discuss the entire topic, noting the term "athleisure" was recently coined to blend the meanings of leisure and athletic wear.