Download to read offline



















![22 TVC | JULY 2022
A
bstract: Denim is the worldwide most
popular form used by all generations. Due to
very high volumes consumed daily, Brands
are deliberated to look for sustainability to save
the environment. Water, air and soil are the basic
elements in life. Conventional Indigo dyeing is a
lengthy process requiring pretreatment, washing,
battery of (dip, nip & air) indigo dyeing followed by
washing, drying and sizing beaming or batching. This
process uses huge amounts of resources like water,
chemicals, and energy. To achieve sustainability
over the conventional process, thorough study and
continual research has led to the evolution of ultra-
rapid dyeing technology.
This technology primarily focuses on the
concept of ultra-rapid indigo dyeing. Here the
substantivity of the indigo solution is tremendously
increasedbyachievingtherequiredphysico-chemical
parameters in an inert atmosphere. This enables the
super substantive leuco indigo to instantaneously
penetrate with a decreasing gradient in the core
of the fibre. Thus, giving darker shades at minimal
contact time. This evolved technology has been
successfully tested on cotton, bast and regenerated
yarns with certain preconditions. This technology
is being developed for achieving sustainability in
indigo dyeing. Here near zero water denim dyeing
has been made possible using the ultra-rapid indigo
dyeing technology.
1 Introduction
1.1 Sustainability is a social and ecological
process characterized by the pursuit of common
ideals [1] denoting the ability to continue to exist.
As ecologists believe that sustainability is achieved
through the balance of species and resources in
the environment, the consumption of available
resourcesmustnotbefasterthannaturallygenerated
resources in order to maintain this balance [2,3].
Sustainable development means striving to
balance local and global environments without
damaging the natural environment, so as to meet
the basic needs of mankind [4]. The result of rapid
industrialization has led to several toxic chemical
substances such as dye affecting the environment,
causing serious environmental pollution [5].
1.2 Denim is a unisex fashionable woven wear
for all generations. The global jeans business is
increasing in a drastic way because of its comfort-
ability, trend, and performance. Till today majority
of the denim production is done in the conventional
way using slasher, rope dyeing machines. There
have been advancements in these conventional
technologies for achieving specific goals like super
dark shades, multiple colour dyeing, precise e
controls for better workability, adaptability for
running various processes, also modifications to
achieve sustainability etc. A Sustainable future can
beachievediftheusageoflessenergy,lesschemicals
and less water is emphasised.
1.3 Denim Manufacturing in Brief:
Denim is a cotton warp-prominent twill fabric where
ULTRA RAPID INDIGO DYEING
[PA]
- A
PATH TO SUSTAINABILITY (ZLD)
COVER STORY
Director
Atharvaved Impex , Maharashtra India.
Head Operation
Director & COO
WFB Baird & Co India Pvt. Ltd.
Kochi, Kerala, India.
Bhushan Chaudhari
Jaydeep Umalkar
Pradeep Pillai](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-22-2048.jpg)
![23
TVC | JULY 2022
the weft passes below two or more warp threads[6]
.Ideal processes involving denim fabric production
are warping, dyeing, sizing, weaving, finishing, and
inspection. Denim is always warp dyed which takes
place after warping, unlike other woven fabrics.
Previously, all denim utilized ring-spun yarns, but
later on, ring yarns were replaced by OE yarns due
lesser price and rapid manufacturing of open-end
(OE) yarn, known as rotor spinning [7]. Yarns used
for warp of denim fabrics are typically 100% Cotton
in composition and comparatively coarser than
other woven fabrics.
Warping can be two types depending on the
dyeingmachine--BallwarpingorBeamwarping.This
warp loaded on creel passes through pretreatment
(wetting + scouring), 2 to 3 washings, 8 to 12 indigo
dyeing (dip + nip + air), 3 to 4 post washing, drying,
for sheet form sizing and beaming and for rope
batching in cans followed by rebeaming and sizing.
These sized beams are woven and finished as per
requirement.
1.4 Principle in Indigo dyeing:
Indigo, C I 1 the first colour discovered and
documented was dyed on textile materials in
wooden pots or vats in the early days and are water-
insoluble coloured compounds [8]. To make this dye
soluble, two steps of reaction are required. First,
reduction of vat dye into leuco vat dye by sodium
hydrosulphite. Second, neutralization of leuco vat
dye with caustic soda to give soluble sodium salt of
leuco vat dye. After dyeing, oxidation is needed to
reconvert the water-soluble sodium salt of leuco vat
dye into the water-insoluble original vat dye. Rinsing
at ambient temperatures in 2-3 rinsing baths after
oxidation is normally adequate to remove alkali and
unoxidized leuco compounds [6] .
1.5 Environmental challenges in Traditional Dyeing:
Traditional Indigo dyeing is a water-consuming
process. High amounts of water flow in wash boxes.
In Pre-wash boxes to rinse out caustic soda and other
auxiliariescompletelyfromthesubstrate.Continuous
rinsing also reduces the yarn temperature thereby
preparing the substrate for indigo dyeing at room
temperature. In Post-wash boxes to rinse out unfix
dyes and chemicals from dyed yarn surface. Huge
amounts of other resources like steam, compressed
air and power are also consumed in running the
traditional indigo dyeing machines which also adds
to the costs and various environmental factors. As
per the Greenpeace report, for producing two billion
jeans pants every year, it takes a total of 1.7 million
tons of chemicals and water consumption can reach
as much as 7,000 litres per one pair [9].
Consumption of large quantities of chemicals
and freshwater ends up in increased product cost
and larger volume of chemically loaded effluents;
particularly high pH and high quantity of sulfate salts
due to sodium dithionite followed by unfixed indigo
dye and their by products [10] .
1.6 Taking in consideration all the associated
drawbacks in traditional indigo dyeing, Ultra Rapid
Indigo dyeing technology is developed, achieving
the most required sustainability. In this evolved
dyeing method, the substantivity of the leuco
indigo is exponentially increased by maintaining the
required physico-chemical parameters in an inert
atmosphere. This enables the super substantive
leuco indigo to instantaneously penetrate with a
decreasing gradient in the core of the fibre. Thus,
giving darker shades at minimal contact time (Fig1.).
This evolved technology has been successfully tested
on cotton, bast and regenerated yarns with certain
preconditions. Here near zero water indigo dyeing
has been made possible using the ultra-rapid (Flash)
indigo dyeing technology ultimately achieving
sustainable indigo dyeing.
Linen is very difficult to run on conventional
indigo dyeing machines due to many known
reasons. Hence in this dyeing experiment we have
chosen linen as the most sustainable textile fibre
to understand the benefits of this technology. Here
the basic properties of linen yarn before and after
dyeing have been compared. Using this technology
linen in cone form as well as sheet form can be dyed,
thus fulfilling the requirements of warp and weft.
2 Materials and Ultra Rapid dyeing Method :
2.1 Linen yarn.
2.2 Chemicals -Liquid indigo solution, water,
dispersing aid, alkali, reducing aid.](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-23-2048.jpg)
![24 TVC | JULY 2022
2.3 Ultra rapid Indigo dyeing[PA] method.
2.3.1 Preparation of Indigo Dyeing solution:
Measured quantity of pre-reduced indigo dye
solution is taken in a air sealed chamber having
99.9% pure nitrogen at a predetermined pressure, to
make up the volume blank vat (specially developed
chemical system, consisting of dispersing aid, alkali
and environmentally friendly reducing aid) is added
in measured quantity to get the desired Indigo
concentration.
2.3.2 The prepared dyeing solution is dosed
in the indigenously designed dyeing apparatus at
specified time, temperature and pressure making
the leuco dye highly substantive. The material to be
dyed is passed through the specially designed dyeing
apparatus where simultaneous application of this
highly substantive leuco dye is done in milliseconds.
Thus, enabling the super substantive leuco indigo
to instantaneously penetrate with a decreasing
gradient in the core of the fibre (Fig 1). Followed by
superficial extraction, drying and batching (Fig 2.).
In this CLP (i.e. Closed Loop Porcess) Total 2 litres of
dye liquor is used out of which colour pick up is 1.5
litres per kg of yarn which is eventually evaporated
in the process. Rest is dechannelized for reuse in the
continuous dyeing process. Thus, there is as such no
generation of any trade effluent during the ultra-
rapid indigo dyeing process. Here for drying the dyed
material both electric heating chambers and gas
fired chambers have been used ensuring near zero
emissions. This can be further extended to carbon
neutral system such as solar and wind energy.
2.3.3 This indigo dyed yarn is used in weaving
of the respective qualities either in warp and weft
for solids and only in weft for chambray.
2.3.4 After weaving the indigo dyed yarn fabric is
dye-fixed on the stenter and finished according to
the final product requirements.
2.4 Evaluation of Dyed Material
2.4.1 Determination of count of yarn using
Standard testing method of ASTM D1059
2.4.2 Determination of elongation in % and tensile
strength in RKM of linen yarn using standard testing
method of ASTM D2256
2.4.3 Determination of core pH using Standard
testing method AATCC 81, ISO 105 3071.
2.4.4 Determination of washing fastness using
Standard testing method AATCC 61 2A, ISO 105 CO6
A2S,B2S,C2S.
2.4.5 Determination of rubbing fastness using
Standard testing method AATCC 08, ISO 105 X 12.
3. Results and Discussion
From the data comparison [11] the following
Penetration of Indigo (Fig 1.)
Lower the
application
time Darker
the depth of
shade , better
wash down
effects
Application time (Milli Sec)
Shade Depth
Lower Higher
Darker Lighter
Higher the
application
time Lighter
the depth of
shade, flat
wash down
effects](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-24-2048.jpg)

![26 TVC | JULY 2022
combination of electric heated chambers and Lpg
fired chambers there by reducing the burden of
CO2 generated. In this case based on actual running
average consumption of electricity and LPG, the total
direct GHG emissions and indirect GHG emissions
are 1.438 KgCO2/Kg of ultra-rapid indigo dyed yarn.
4. Conclusion
The main aim of using the ultra-rapid indigo
dyeing technology is to achieve sustainability by
reducing water usage, using less energy and less
harmful chemicals in getting the regular Indigo dyed
yarn as per the conventional process.
From the above results in comparison with the
standards derived from conventional process we can
conclude that the properties of Ultra rapid Indigo
dyed yarn under study are up to the mark and have
no hurdles in being readily absorbed in the regular
production.
Water trajectory – Approximately 150 litres of
waterperkgfabricisutilisedinatypicalindigodyeing
process [9]. By using the Ultra Rapid Indigo Dyeing
technology this utilisation can be brought to 2 litres
of water per kg of yarn i.e. in corresponding fabric
this will translate to 1 litre per kg of denim fabric
where warp is indigo dyed and weft is plain white.
This technology enables to use only approx. 1% of
water compared with conventional indigo dyeing
process. Since all the dye liquor being consumed
and reused there is no effluent generated at source.
Hence, saving in treatment of wastewater, saving in
energy, and savings in raw material and chemicals in
indigo dyeing and subsequent process.
New generation customers are very much
aware of environmental hazards, sustainability,
sustainable supply chain, and corporate social
responsibility. That is why retailers are now turning
towards sustainable apparel production. So, an eco-
friendly ultra-rapid indigo dyeing process can be a
good concept for the sustainable denim business.
References
[1] Wandemberg, J.C. Sustainable by Design;
CreateSpace Independent Publishing Platform:
Seattle, WA, USA, 2015; ISBN 978-1516901784.
[2] Chaudhary, S.; Mehra, R.; Head, E.E. Role of
Globalized Approach for Sustainability Development
In Human Life. People Int. J. Soc. Sci. 2018, 4, 1497–
1507. [CrossRef]
[3] Davies, N. Using Bact eria to Decolourize Textile
Wastewater. AATCC Rev. 2017, 17, 32–37. [CrossRef]
[4] Robert, K.W.; Parris, T.M.; Leiserowitz, A.A. What
is Sustainable Development? Goals, Indicators,
Values, and Practice. Environ. Sci. Policy Sustain.
Dev. 2005, 47, 8–21. [CrossRef]
[5] Dhanjal, N.I.K.; Mittu, B.; Chauhan, A.; Gupta, S.
Biodegradation of Textile Dyes Using Fungal Isolates.
J. Environ. Sci. Technol.2013, 6, 99–105. [CrossRef]
[6] E. Csanák, “Denim Fitting & Finishing : Challenges
on High-Quality,” in International Joint Conference
on Environmental and Light Industry Technologies,
2015, no. November, p. 10.
[7] M. G. Uddin, “Indigo Ring Dyeing of Cotton Warp
Yarns for Denim Fabric,” Chem. Mater. Eng., vol. 2,
no. 7, pp. 149–154, 2014.
[8] V. A. Shenai, Chemistry of Dyes and Principles of
Dyeing, Third. Mumbai: Sevak Publications, 1997.
[9] B. Jiby., “The Indian Denim Industry In a Market
Driven Environment,” Int. J. Adv. Res., vol. 5, no. 6,
pp. 2088–2095, Jun. 2017.
[10] S. Meraj, A. Qayoom, and A. S. N., “Effective
Process Optimization of Indigo Rope Dyeing : A
Case Study,” J. New Technol. Mater., vol. 6, no. 2, pp.
33–37, 2016.
[11] Actual testing DATA as received from WFB Baird
& Company Pvt. Ltd. Kochi, Kerala, India.
[12] PA - Patent Applied.](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-26-2048.jpg)













![42 TVC | JULY 2022
Abstract
Currently, all denim is made out of cotton
fibres or blends with high cotton content using a twill
weave. However, denim has a poor environmental
balance sheet, which starts with the planting of the
cotton needed for it and continues with the high
water consumption and use of chemicals.Therefore,
in order to reduce the emissions caused by these,
possible alternatives are being sought. A possible
alternative, which is considered in this paper, is the
use of hemp fibres to substitute cotton. Various
aspects such as the cultivability, producibility and
processability of hemp yarns are considered here.
The results show that hemp can be grown and
processed locally very well.Unfortunately,some
further research and development is required for
pure hemp fibres processing on a rotor spinning
machine in a process-stable manner. Based on
this, recommendations are given on how rotor
spinning machines can be adapted constructively to
overcome this deficit.
Introduction
The role of climate change and thus a
sustainable world is becoming increasingly
important. In 2012, the members of the United
Nations set 17 goals to create a more socially and
ecologically sustainable world. One of these goals
is “Responsible Consumption and Production”.
Relevant here are not only environmentally friendly
end products, but transparent and sustainable
processes throughout the entire product creation
process. [UN15] Natural fibres are thus becoming
increasinglyimportantbothintheclothingsectorand
for technical textiles. Up to now, cotton has made up
by far the largest share of natural yarns produced. In
jeans production in particular, it becomes clear how
much need there is for improvement with regard to
sustainability aspects. Not only the very high water
consumption, the use of chemicals for cultivation
and dyeing but also the long supply chains with their
ecological impacts [Opp14].
Therefore, this paper focuses on the
consideration of more sustainable alternatives in
jeans production. For this purpose, the usability
of hemp is looked at on different levels. First, the
properties of the fibres themselves are discussed
and later the technical feasibility of producing yarns.
For this purpose, the production with the help of
the rotor spinning process is examined more closely.
Rotor spinning was chosen in a project for producing
technical textiles because of its fabric resistance and
yarn propertiesas well as the productivity compared
to ring spinning. It turned out, that with minor
developments and changes in the rotor spinning
machine, a fine Ne 20 yarn was producible which
is suitable for denim use as well. Rotor spinning
without any additional changes however is currently
not yet possible with 100% hemp but only with the
addition of cotton. Mostly, between 50 to 70 %of
cotton are added. Based on this, target values are
defined that should enable the production of hemp
yarns. Finally, statements are made about the extent
to which production is possible with the help of
changes to construction-specific aspects.
review paper
Further improvements in rotor
spinning and denim out of Hemp
Justin Kuehn Lukas Lechthaler Thomas Gries
Maria Shirov_
Michna
Seyit Halac
( Institut für Textiltechnik of RWTH Aachen University)
Kira Hirschberger](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-42-2048.jpg)
![43
TVC | JULY 2022
State of the art
Fibres
As mentioned, jeans production is mainly
based on cotton. In terms of sustainability, however,
cotton has disadvantages compared to other
natural fibres. The plant is demanding, it needs
warm temperatures without sudden temperature
transitions. At the same time, cotton plants have a
high water requirement of 1214 l per kg in average
[BCE19]. Cultivation mainly takes place in tropical
and subtropical areas [Hor20]. Hemp, on the other
hand, can be grown locally everywhere, which is
particularly attractive for the European market. This
means that long, CO2-intensive routes, for example,
can be avoided.Additionally, cotonised hemp fibres
have fineness, softness and spinning properties that
are close to those of cotton. Here, important factors
in fibre preparation are retting and subsequent
mechanical preparation.
As a domestic alternative, hemp is accordingly
gaining increasing attention in Europe. The needs of
the hemp plant are predestined for the European
region. Moreover, hemp is much less demanding to
grow than cotton. The plant is very robust against
pests, which is why neither pesticides nor herbicides
are needed. Furthermore, hemp in general requires
no artificial irrigation. With sufficiently good
processing,hempfibresofferapplicationpossibilities
in various textile sectors. High absorbency and good
thermal conductivity make hemp interesting for the
clothing sector and thus also for jeans production.
This shall lead to a cooling effect while wearing.
The high fineness-related strength namely offers
opportunities for home textiles as well as technical
textiles. Due to their weather resistance, the fibres
can also be used in areas where synthetic fibres
currently dominate. [CGP+08, KRM20]
Since jeans are not only made of cotton but
also of synthetic fibres, this is another argument
for the use of hemp in the production of textiles. In
addition, hemp has other advantages, such as the
fact that it is very prolific and covers all weeds, and
that it absorbs a lot of CO2 as an C3 crop. Thus, the
sustainability aspect is once again emphasised, as
the plant does not only save CO2 due to logistical
circumstances, but because of characteristics such
as water consumption and CO2 absorption. [Nov01]
Production
The use of hemp fibres as an ecological and
cheap alternative in the textile industry is currently
facing two primary challenges. On the one hand, the
processing methods used in the industry for hemp
fibres involve ecologically questionable processes
and are too expensive in the given quantities for
successful marketing of the material, and on the
other hand, the spinning processes used for hemp
fibres are not competitive due to low product
diversity and number of buyers.
The rotor spinning (cf. Figure 1) process is
adopted for the production of hemp yarns. However,
the processing of hemp is made more difficult by
the physical properties of the fibres, as on the one
hand they have a high bending stiffness compared to
cotton, which makes the initiation of the twist more
difficult, and on the other hand dust is produced
during processing, which is deposited in the rotor
groove and strongly influences the spinning stability
in the long run.
Figure 1: SpinBox SE10 of Suessen GmbH;
open cover (left) and closed cover (right)](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-43-2048.jpg)
![44 TVC | JULY 2022
Therearemodernapproachesforacompetitive
use of hemp fibres. In principle, various alternative
processes can be used for fibre digestion. The fibres
can be digested mechanically, physically, chemically-
physically or microbially. In the European industry,
ultrasonic digestion and steam pressure digestion
are currently used. The number of short fibre lines
for the digestion of hemp fibres is low due to the
lack of further processing options.
In a cross-border project of Germany and
the Netherlands “Regional hemp chain for textile
production”, a jeans fabric could be produced with
hemp fibres broken down by steam pressure. The
yarn was spun on slightly modified rotor spinning
machines. However, 50 % cotton was added for
better processability. The aim here, however, is to
completely dispense with the addition of cotton and
to enable production with hemp fibres only.
Implementation
In order to enable production using the rotor
spinning process, requirements have been identified
which must be fulfilled. On the one hand, this is the
removal of dirt (cf. Figure 2) while keeping as many
fibres as possible in the opening rollerof the system.
Two possibilities have been identified for this:
1. The existing dirt separation can be improved
2. The system can be supplemented with an
alternative dirt separation mechanism
Figure 2: Sketch of dust removal in a rotor
spinning box, based on [Tro95]
Another possibility is not to remove the dirt,
but to directly combat the cause of the dirt and to
contain the formation of it.
The following principle solutions were
identified for these two possibilities:
a) Radial suction of the opening roller
b) Axial suction of the opening roller
c) Rotor equipped with dirt separation openings
d) Cross-flow in the combing-out area (direction of
action 1)
e) Cross-flow in the combing-out area (direction of
action 2)
For the technical and economic comparison,
the following criteria are used for evaluation:
a) Acquisition costs
b) Operating costs
c) Conversion costs
d) Expenditure for change of material
e) Restrictions on the choice of spinning media
Results
When looking at the potential of hemp fibres
themselves, it becomes clear that they are a very
good alternative to cotton in terms of sustainability
aspects. Hemp yarn production, on the other hand,
has shown that there are still some problems to
overcome.
Results show, that that for the considered
principle solutions for rotor spinning, due to
the additional costs for production changes and
possibly more often lot changes, if the market does
not rise significantly by higher offers.Also, the high
conversion effort for automated systems, extraction
is the worse alternative compared to the rotor
concept for industry. If the rotor concept becomes
established in industry, the acquisition costs will also
decrease and the number of available rotor designs
will increase. In this case, the rotor concept would
also score better in terms of flexibility and would
also be a good option for contract spinning mills.
During the production of hemp yarn on
commercially available rotor spinning machines,
however, high fibre damage and dust formation
occur. This is due to the high brittleness of the hemp
fibres compared to cotton in connection with the](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-44-2048.jpg)
![45
TVC | JULY 2022
mechanical stress during the opening process, which
is usual for the rotor spinning process. The resulting
dirt deposits in the rotor groove impair spinning
stability in the long run. Based on this, possibilities
were worked out to reduce these dust deposits
constructively. In doing so, the improvement of the
current dirt separation as well as a potential addition
to it were examined. It was also investigated whether
the formation of dirt can be reduced by constructive
measures. The aim here is a stable spinning process
for pure hemp yarn.
Results show, that at the present time, it is
not possible to evaluate the principles in a way that
adequately reflects reality. Above all, the fulfilment
of the function and the strength of the undesirable
influences on the spinning process cannot be
determined with certainty. The respective influences
have not yet been sufficiently investigated for the
processing of hemp in order to find a systematic
solution for the constructive containment of fibre
damage.
Conclusion
The results show that hemp in general has a
high potential to enable a more sustainable denim
production. Hemp fibres have many advantages
over cotton in terms of sustainability.The advantages
of hemp over cotton are manifold. On the one
hand, the fact that hemp can be grown locally
everywhere speaks for its use. This would eliminate
long transport routes and save a significant amount
of CO2. In addition, hemp requires significantly less
water for cultivation than cotton and significantly
smaller amounts of pesticides are used. Last but not
least, hemp absorbs significantly more CO2, which is
another important aspect of sustainability.
In order to be able to use this advantages
of hemp over cotton as much as possible in the
future and to validate the assumptions made in
this paper regarding the production of hemp yarns,
more empirical trials with hemp fibres should be
carried out. In doing so, the effects of the spinning
settings on the fibre damage must be checked. This
would realise large savings of CO2 in the production
of denim in the future and thus enable a more
sustainable textile production all over the globe.
Acknowledgement:
The research project ZF4558957CJ9
(SustainPol) of AiFProjekt GmbH, Berlin, is funded
within the framework of the Central Innovation
Programme for SMEs (ZIM) by the Federal Ministry
for Economic Affairs and Climate Action (BMWK)
based on a resolution of the German parliament.
References
[BCE19] Bremen Cotton Exchange
Cotton: No thirsty plant
Press release March 22nd 2019
[CGP+08] Carus, M.; Gahle, C.; Pendarovski, C.;
Vogt, D.; Ortmann, S.;
Grotenhermen, F.; Breuer, T.;
Schmidt, C.:
Gülzower Fachgespräche,
Volume 26
Hürth: nova-Institut GmbH, 2008
[Hor20] Hortmeyer, E.:
Top 10 Cotton Producing Countries
in the World, Discover Natural Fibres
Initiative, 2020
URL: https://dnfi.org/cotton/top-10-
cotton-producing-countries-in-the-
world_4785/, access on 17.05.2021
[KRM20] Kozłowski, R. M.; Mackiewicz-
Talarczyk, M.:Handbook of Natural
Fibres, Band 2, 2. Edition,
Duxford, United Kingdom:
Woodhead Publishing, 2020
[Nov01] Nova-Institut (Ed.)
Das kleineHanf-Lexikon
Die Werkstatt (Göttingen), 2001
[Opp14] Oppel A.:
Der Anbau der Baumwolle in
Abhängigkeit von Klima und
` Boden geographische Zeitschrift
20 (1914), H. 5, S. 241-257
[Tro95] Trommer, G.: Rotorspinnen,
Frankfurt am Main: Deutscher
Fachverlag, 1995
[UN15] United Nations: Transforming
our World: The 2030 Agenda
für Sustainable Development,
UN, 2015](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-45-2048.jpg)













![63
TVC | JULY 2022
Indian silk is a not so happy story, and corrections
are thereon, says Munish Tyagi, a global textile
leader & international textile consultant,
Nuovatex Global Textile Outlook, under the heading
Ground Diagnostics &Way Out On silk Industry’s
`Degrowth `In India.
QN: What are the possible reasons for sharp
decline (-53%) of RMG silk exports from a high of
US$ 244 million in 2015-16 to a low US$114 million
in 2021-22?
Ans:The key factors to be understood, are mainly:
A] decreasing use of silk in high value Furnishing &
bedcover materials in importing countries.
B] Decline of India’s silk carpet exporting industry
based in Kashmir and eastern UP,
C]increased use of cheaper and same feel and `light
in feel ` materials like Viscose, micro-Polyesters
D] overall lower quality and much higher yardage
cost of silks vis a vis above MMF fibre textiles.
QN:Did any competitor country/ countries eat up
India’s share in the referred period? If yes, in which
markets and what were the reasons that enabled
those countries to eat India’s share in silk exports?
Ans:Yes, there been an emergence of competition
from countries like China, the global market leader;
and also, from newly emerging silk producers like
Thailand, Laos, Vietnam. Korea and Uzbekistan and,
Iran in case of silk carpet exports. Their Mulberry
silks are of higher quality too.
QN: Were there any specific domestic reasons that
led to India’s decline in RMG silk exports (e.g.,
compliance rejections, price uncompetitiveness,
etc.)?
Ans:There have been mainly the following negative
drivers to impact growth of domestic silk:
A] much reduced consumption of silk in the declining
demand for traditional silkwear like Sarees,dupattas
as and their replacement by more comfortable and
cheaper MMF fabrics,
B] increasing preference by the younger population
for ` easy to use and maintain` MMF fabrics
likepolyesters and viscose filament esp. with
ever increasing support of Digital Printing in the
Suratpolyester sarees sector. Young Customers do
not find silk to be glorified or comfortable.
QN: Is there any possibility of apparels and home
textiles made from cheap silk fibre substitutes
disrupting the market positioning of India?
Ans: Already there has been disruption to silk
based markets by the cheaper fibre substitutes like
the Viscose, polyesters and bamboo fabrics;and
also, more comfortable to wear fabrics of cotton
dominated blends like cotton khadi, cotton-viscose,
cotton-polyester, cotton-linen and cotton-bamboo
etc. whereby the % ratio of the any component can
be varied in the blend yarn spinning;for example
linen and viscose in blend with cottons; and
definitely polyester fabrics. A new challenge from
cotton hemp blends coming in too as also advent of
new soft fibres like that from milk protein etc.
QN: Is better manufacturing technology in silk
sector giving the competitors enabling them to
edge past India?
Ans: India’s silk industry has been limited in its
growth, productivity and quality of its output owing
toboth the nature of Indian silks, the continued
use of outdated/ high cost/low output technology
esp, in the key activity areas like silk Reeling and its
twisting and weaving for fabrics with low level of
productivity, yield and quality control right from the
cocoon stage to the eventual fabric stage.What India
requires is large scale and higher quality silk reeling
silk outlook
Indian silk is a Not so Happy
Story!](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-63-2048.jpg)
![64 TVC | JULY 2022
units which can produce quality of silk acceptable
to newer shuttleless Rapier weaving looms. Also, its
much late but much desirable that Knitting industry
takes up production of high value knit fabrics with
Italy as role model
QN: The growth rate of silk exports from India
between 2015-16 to 2021-22 to countries like UK
(-55%), France (-32%), Germany (-19%), Italy (-42%)
and Canada (-40%) have shrunk significantly. What
are the possible reasons for the same?
Ans:The principal reasons for this serious decline in
exports to the UK/France Europe/other countries in
the EUregion are mainly on account of:
A] better quality of silk products and competitive
prices from countries like Uzbek, China, others and
B] increasing use of polyester and viscose MMF
fabrics, which has been replacing silk, and also
C] tariff and non-tariff concessions available to
competitors like Vietnam, Cambodia, Myanmar,
others
QN:Tassar silk production during the year 2021-22
was less by 46% as compared to previous year.
Ans: India produces local coarser variety of silks like
Tassar, Eri and Muga, mostly in the eastern States of
Bihar, Jharkhand and Assam etc. These are mostly
for end uses in non-apparel or non-wearable end
useslike mainly for use in furnishings and upholstery
for their roughage. The apparel demand for these
is minimal and has not been developed due to No
serious work done on blending these with MMF
fibres.This segment has got impacted vis a vis better
design capability and cheaper price from polyester
and finerviscose fabrics which are more amenable to
accept faster Digital Print design in the `fast fashion`
market, as also dobby and jacquard based designs
in every emerging home textiles and furnishing
segments. The only price disruption been in lower
quality products using the waste or spun silk,
andthere is a clear and need to setup yarn spinning
mills for spun yarns, and adj.to such silk clusters.
Unit: USD Millions
Source: Ministry of Commerce and Industry
5.42
22.84
49.34
95.56
93.68
23.74
22.23
89.93
133.75
48.73
66.46
116.43
286.2
388.22
35.65
22.61
33.98
121.09
196.48
62.26
MA Y 2021 (F ) MA Y 2022 (F ) JA N-
MA Y 2021 (F )
JA N-
MA Y 2022 (F )
% GROW T H
NATURAL FIBRE IMPORT
SILK
WOOL, FINE OR COARSE ANIMAL HAIR, HORSEHAIR YARN AND WOVEN FABRIC.
COTTON.
OTHER VEGETABLE TEXTILE FIBRES; PAPER YARN AND WOVEN FABRICS OF PAPER
YARN.
May 2021 (F)
May
2022 (F)
Jan-May
2021 (F)
Jan-May
2022 (F)
%Growth
5.42 22.84 49.34 95.56 93.68
23.74 22.23 89.93 133.75 48.73
66.46 116.43 286.2 388.22 35.65
22.61 33.98 121.09 196.48 62.26
IMPORT
May 2021 (F)
May
2022 (F)
Jan-May
2021 (F)
Jan-May
2022 (F)
%Growth
6.84 7.06 32.31 34.61 7.14
8.71 12.92 43.33 66.54 53.57
805.06 574.52 3841.98 4341.77 13.01
54.65 45.48 346.37 289.88 -16.31
EXPORT
Source: Ministry of Commerce and Industry
Unit: USD Millions
6.84
7.06
32.31
34.61
7.14
8.71
12.92
43.33
66.54
53.57
805.06
574.52
3841.98
4341.77
13.01
54.65
45.48
346.37
289.88
-16.31
MA Y 2021 (F ) MA Y 2022 (F ) JA N-
MA Y 2021 (F )
JA N-
MA Y 2022 (F )
% GROW T H
NATURAL FIBRE EXPORT
SILK
WOOL, FINE OR COARSE ANIMAL HAIR, HORSEHAIR YARN AND WOVEN FABRIC.
COTTON.
OTHER VEGETABLE TEXTILE FIBRES; PAPER YARN AND WOVEN FABRICS OF PAPER
YARN.
market report](https://image.slidesharecdn.com/tvcjuly2022-231017111742-25c0f843/75/Textile-Value-Chain-July-2022-64-2048.jpg)





























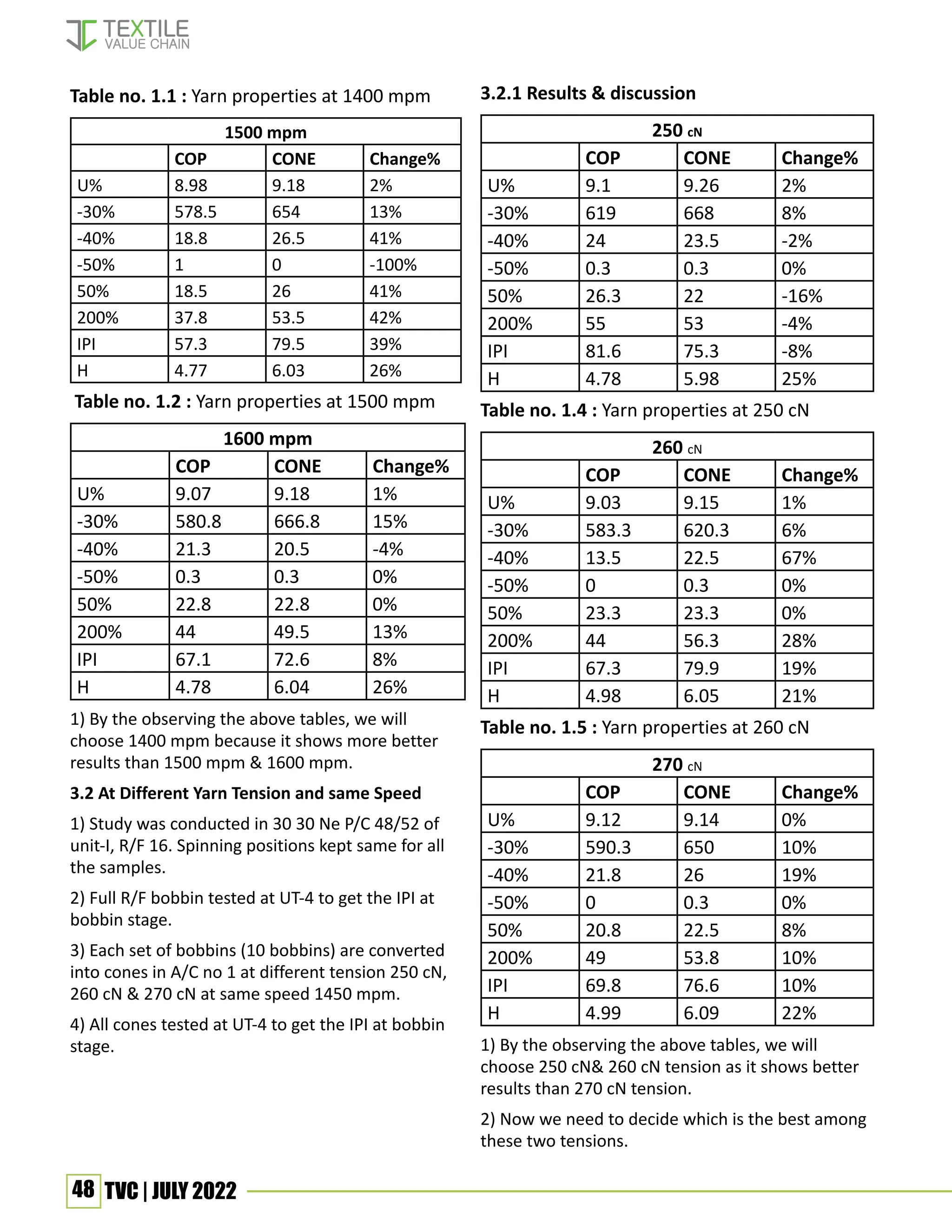
The global denim industry is expected to see market growth of 6.7% annually through 2029 after struggles during COVID. Denim jeans sales are projected to reach $88.1 billion by 2030 growing at 4.2% yearly. Rising incomes in developing nations are fueling spending on clothing including denim. While cotton is the primary material, sustainability efforts include using recycled fibers and alternatives like hemp which can be rotor spun into yarns for denim fabric production. India's denim exports fell 11% in 2016-17 but mills have since shown strong export growth, bringing stability to domestic markets as well.





























































