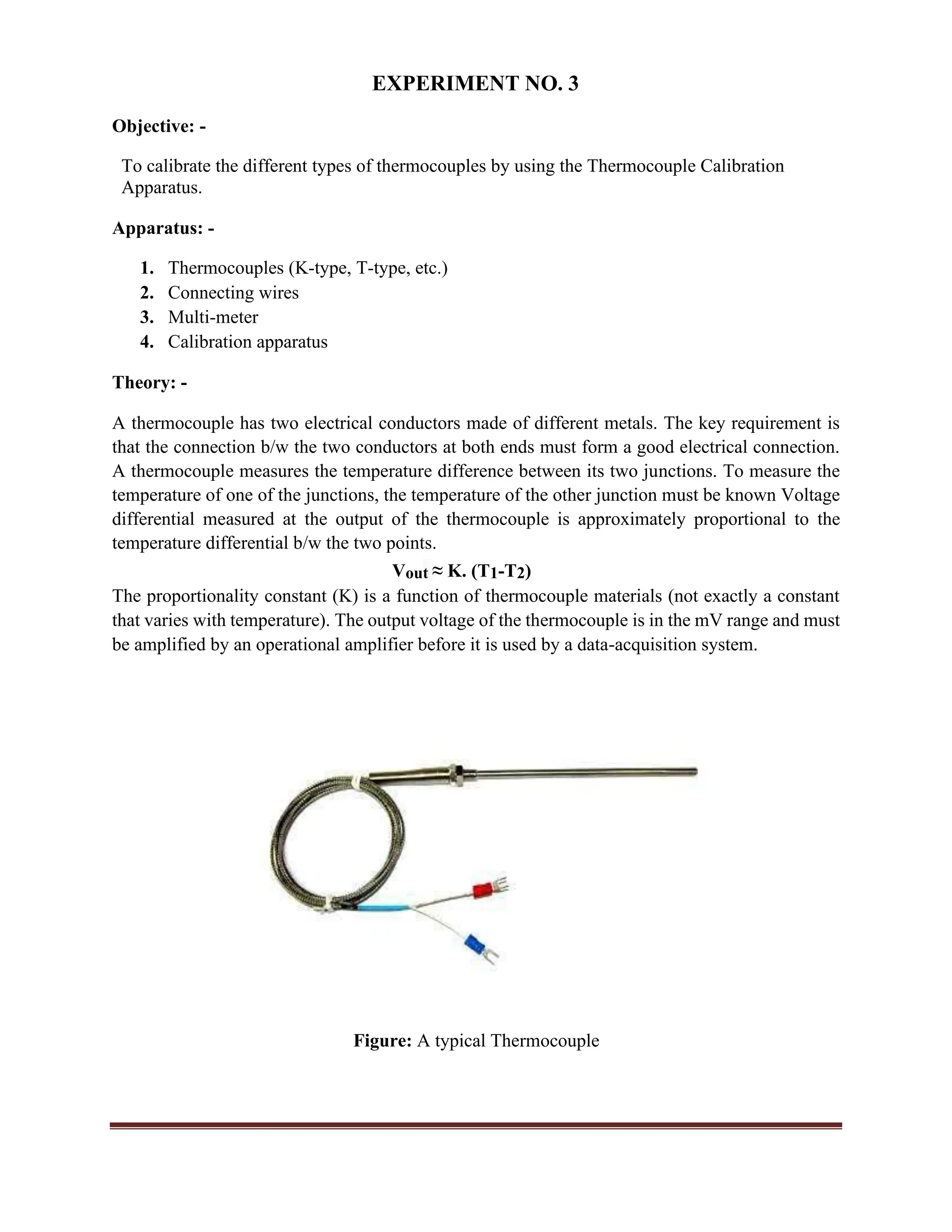
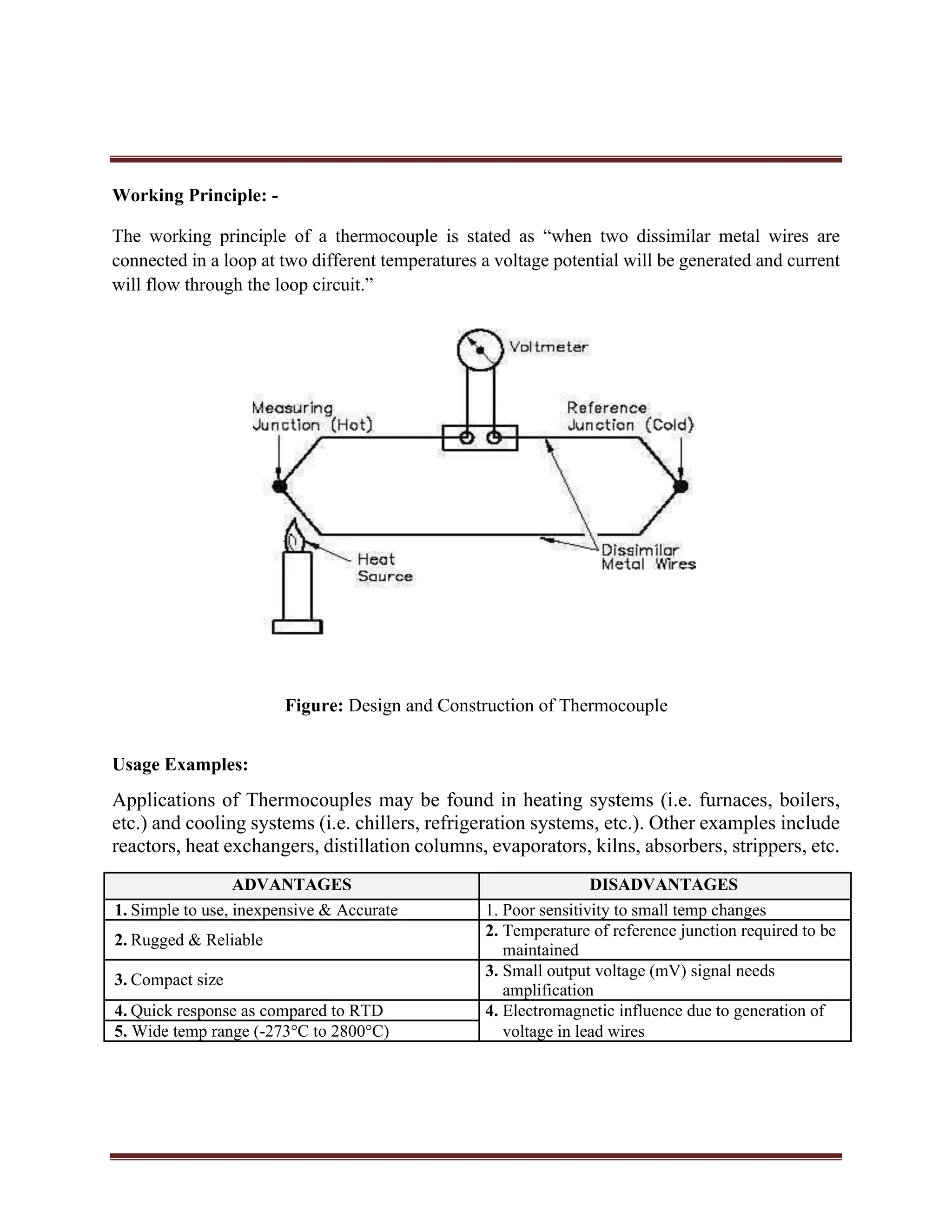
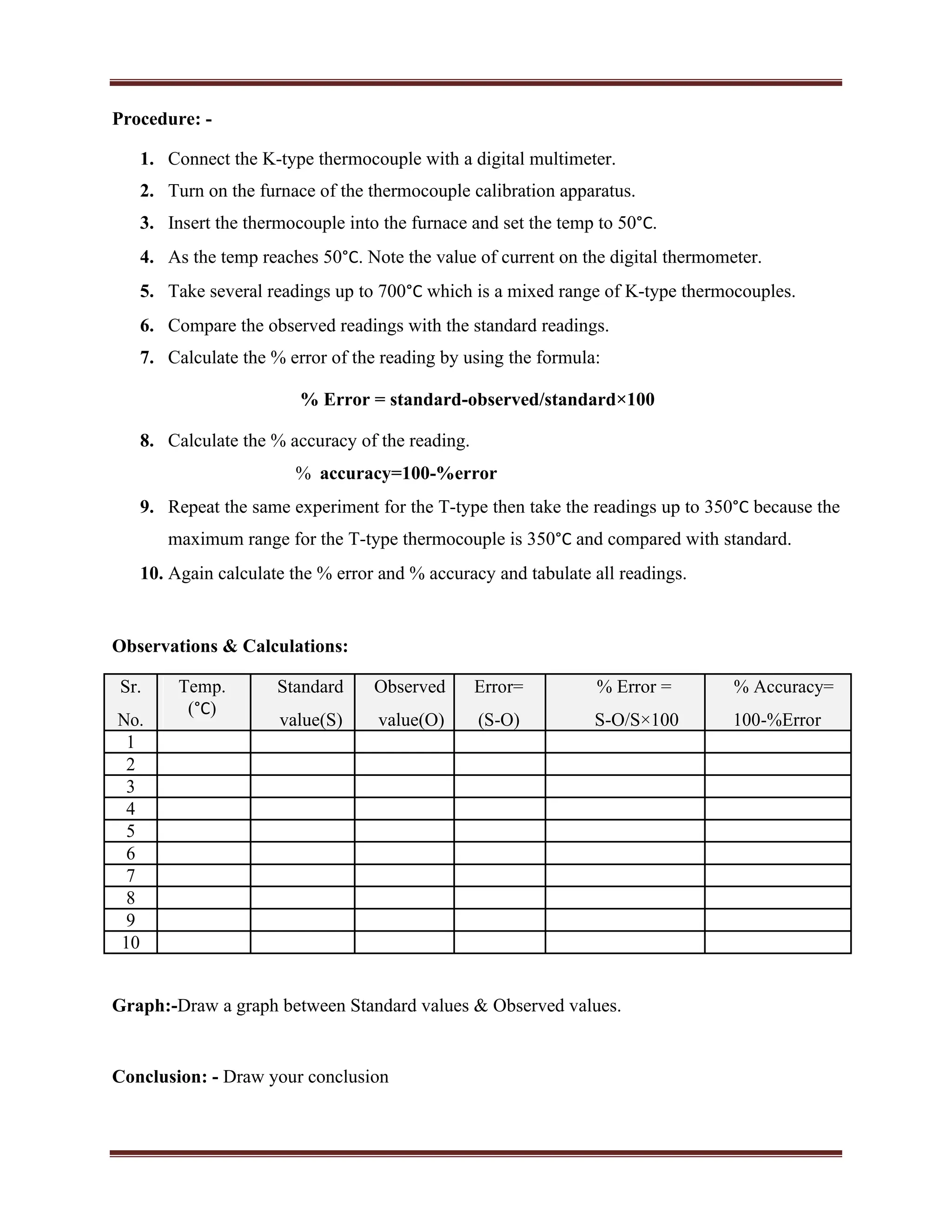
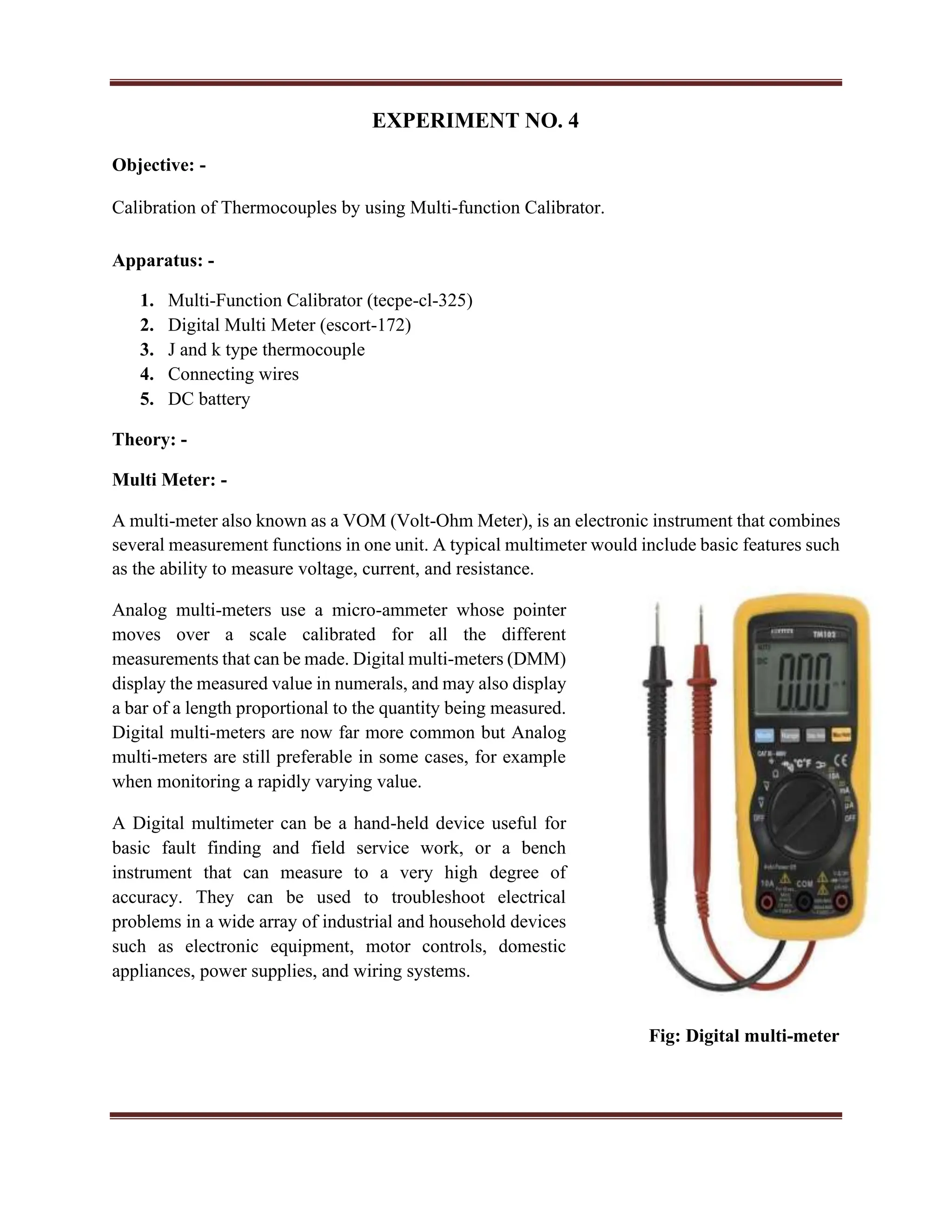
The document provides information about calibrating different types of thermocouples using a thermocouple calibration apparatus. It discusses that a thermocouple measures the temperature difference between its two junctions by producing a voltage proportional to the temperature differential. The experiment involves calibrating thermocouples like K-type and T-type using the calibration apparatus and comparing the readings to known standards to determine accuracy. The summary provides an overview of the key aspects and goal of the thermocouple calibration process discussed in the document.